1. INTRODUCTION
Titanium is a typical light-weight metal similar to aluminum and is known as a new material with high specific strength and corrosion resistance, as well as especially high biocompatibility [1-3]. Despite these excellent properties, however, the cost of the material is very high compared to other structural materials. Norgate et al. [4] showed that the energy used to produce titanium is up to 16 times higher than that needed to produce the same weight of steel, and more than 70% higher than the amount required for aluminum. Because of the extreme oxygen affinity of titanium, it takes a substantial amount of energy and processing to reduce it from titanium oxide to metallic titanium. Therefore, industry and many researchers are making efforts to develop recycling technology for titanium scraps [5-7].
In order to recycle titanium scraps, a powder is produced by the HDH (hydrogenation-dehydrogenation) method using sound scraps and a deoxidation process is applied to produce titanium powder with low oxygen content [8]. It has also been reported that high-purity titanium ingots can be produced by removing metallic impurities in scraps through a high-temperature melting method [9]. Ferro-titanium is also produced through titanium scraps as a major additive used in the steel industry [10]. Ferro-titanium is used for alloying of special steels, in which titanium is a small amount of the alloy, or for inhibiting the sensitization by inhibiting carbon and chromium carbide formation in the microstructure during the production of stainless steel [11,12]. Titanium turning scraps have been used for the purpose of minimizing the manufacturing cost of ferro-titanium ingots. However, if an eco-friendly pretreatment, such as removal of cutting oil or processing oil remaining on the surface of the scraps, is not performed, the presences of gaseous impurities such as oxygen, nitrogen, and carbon will adversely affect the properties of the final ferro-titanium ingot.
Machining oils are inevitably present on the surface of titanium turning scraps, and if they are not completely removed, they will also have an adverse effect as impurities in scrap applications. In order to completely remove these oils, acids, bases, and organic solvents are generally used. Hydrofluoric acid is used for the pickling of titanium, and the reaction can be explosive due to the large surface area when the turning scrap is immersed in the acid solution. TCE (trichloroethylene) is mainly used for cleaning using organic solvents, and TCE is classified as a carcinogen. The use of acids and organic solvents can lead to operator safety and health concerns and environmental problems. Therefore, it is necessary to remove oil from the surface by using a safe and environmentally friendly base solution with less reactivity than acids and organic solvents.
In earlier paper, there have been studies to recycle titanium scraps recycled by using a rod or pipe [13], but there have been few studies to manufacture ferro-titanium alloy by washing titanium scrap. Also, the pretreatment of zirconium alloy using base solution was carried out [14]. However, the effect of oxygen, nitrogen, and carbon contents on the specimen by base solution was not investigated. In this study, we investigated the effect of residual oil on the gas impurity content of the final ferro-titanium ingot by determining the proper composition of the pretreatment solution of titanium turning chip scraps.
2. EXPERIMENTAL PROCEDURES
In order to remove oil remaining in the titanium turning scraps, the samples of titanium scraps were collected and immersed in a 0.5 to 5 M aqueous NaOH solution for 10 min. The reason for the immersion for 10 minutes is that oxidation will occur when the titanium is immersed in the aqueous solution of NaOH for a long time [15]. Stirring was not carried out so that it could see the effect of the solution only, and then the samples were washed with water three times and dried in a vacuum oven at 70 °C for 2 h. Also, tetrasodium pyrophosphate (Na4P2O7, TSPP) was added to a 2 M aqueous solution of NaOH, and additional samples were immersed in this mixture at room temperature. After completing the same procedure as with the NaOH aqueous solution, C, O, and N analyses of all specimens were performed.
The ferro-titanium ingot was prepared by electrolytic iron and pretreated titanium turning scraps in an arc melting furnace. Before the arc melting, 14 g of titanium turning scraps and 6 g of electrolytic iron were mixed, compressed at 50 MPa using a 30 mm diameter compaction mold, and then melted in a high purity argon atmosphere for 1 min. In order to obtain a homogeneous composition, the sample was turned over and again melted for 1 min for a total of 2 min. Then, the specimen was cut, and its cross section was polished with SiC sandpaper; next, X-ray diffraction (XRD) study was performed (SHIMAZU, LabX XRD-6100, 40 kV, 30 mA, Cu-K radiation). The specimens were further polished up to # 2000 sandpaper followed by 1 μm alumina powder. To analyze the microstructure, the polished surface was observed through a scanning electron microscope (SEM) after etching with Keller's reagent. Energy dispersive X-ray spectroscopy (EDS) was used to analyse the microstructure. C, O, and N analysis (Eltra CS-800, ON-900) were performed to determine the content of non-metallic impurities in the specimen. Also, oxidation at high temperature was carried out using heating rate of 10 °C/min, under air atmosphere.
3. RESULTS AND DISCUSSION
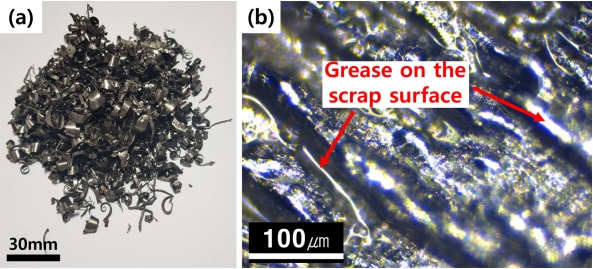
The titanium scraps used as the raw material in this study were turning scraps after milling machining. Their appearance is shown in Fig 1(a). The surface of the scrap was observed with an optical microscope, and it is also shown in Fig 1(b). A large amount of oil remained on the surface of the scraps, and it can be seen that it is distributed all over the surface. The gaseous analysis was carried out to investigate the influence of the residual oil on the gaseous impurities of oxygen, nitrogen, and carbon of scrap material. The contents of oxygen, nitrogen, and carbon in the titanium scraps were 2480, 445, 17140 ppm. The gaseous impurity content of the raw titanium scrap was higher than that of the bulk material, and the content of carbon was particularly high at 17140 ppm. This is because the main component of the oil is carbon, and it is expected to affect the final product.
The eco-friendly pretreatment solution used for the raw titanium scraps is an aqueous NaOH solution, which is currently used in the degreasing process of metals. The degreasing process used by the NaOH solution is known to be the reaction of:
According to Equation (1), the fatty acid salt formed by the reaction of NaOH and oil acts as a surfactant to remove the oil on the surface of the titanium scrap.
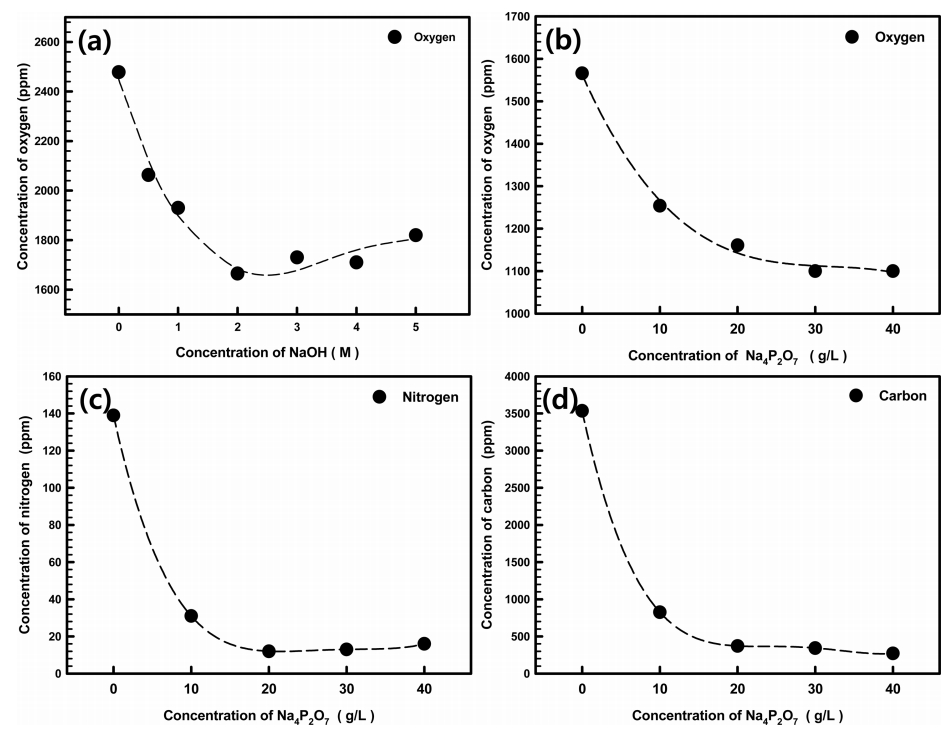
First, the optimum condition was derived based on the oxygen content by varying the molar concentration of NaOH solution from 0.5 M to 5 M. The oxygen content of the titanium scraps after degreasing through the solution of each molar concentration was analyzed and are shown in Fig 2(a). As the molar concentration of NaOH increased, the oxygen content took on values of 2065, 1930, 1665, 1730, 1710, and 1820 ppm. The oxygen content in the titanium decreased as the molar concentration of NaOH increased and decreased to the minimum at 2 M. It is thought that the increase in oxygen content at the NaOH concentration of 5 M is due to the high concentration of NaOH [15]. The mechanism of titanium oxidation in aqueous solution of NaOH is as follows [15].
As shown in Equation (2), the passive layer on the Ti surface reacts with OH- ions in the aqueous solution to form HTiO3- ions, which dissolves into the aqueous solution to remove the protective coating. The exposed metallic Ti reacts with OH- ions to form titanium hydroxide ions (3). And a titanium hydroxide ion combined with an electron produces titanium dioxide and hydrogen gas or reacts with additional OH- ion produces Ti(OH)4 as shown in equation (5). The generated titanium dioxide reacts again to produce HTiO3- ions. Then the oxidation process of titanium is repeated. Therefore, the molar concentration of the NaOH solution in the eco-friendly pretreatment solution of this study was set at 2 M. Under these conditions, the content of nitrogen was 140 ppm, and the content of carbon was 5886 ppm.
The NaOH solution solely removed the gaseous impurities in the scraps, but the remaining carbon content was as high as 5886 ppm. Then, as the next step, Na4P2O7 was added to the two molar solution of NaOH. In general, phosphates are known to have peptizing action and to disperse evenly the oil particles to prevent re-adsorption to the specimen. In particular, Na4P2O7 is known to facilitate the removal of mineral oil [16,17]. The gaseous impurity contents of the titanium scraps after degreasing through the 2 M NaOH + Na4P2O7 solution are shown in Figs 2(b) - 2(d). The oxygen content of scraps that had been degreased with NaOH alone was 1570 ppm. As the amount of Na4P2O7 solution was increased, the oxygen content changed to 1250, 1160, 1090, and 1140 ppm. The nitrogen content was also lowered from the initial 140 ppm to 31, 12, 13, and 17 ppm, just as with the oxygen. Particularly, the carbon content decreased significantly from the initial 5886 ppm to 830, 370, 345, and 270 ppm. The contents of oxygen, nitrogen, and carbon decreased with the increasing amount of Na4P2O7 and the results at 30g/L and 40 g/L were almost the same. The gaseous impurity contents of the raw titanium turning scraps after treatment with NaOH 2 M + 40 g/L Na4P2O7 are shown in Table 1. Finally, removal efficiencies were 54.0% for oxygen, 96.2% for nitrogen and 98.4% for carbon through the eco-friendly pretreatment solution containing NaOH 2 M + 40 g/L Na4P2O7. The removal rate of oxygen is lower than that of nitrogen and carbon, but 1140 ppm is equivalent to grade 1 of commercial titanium.
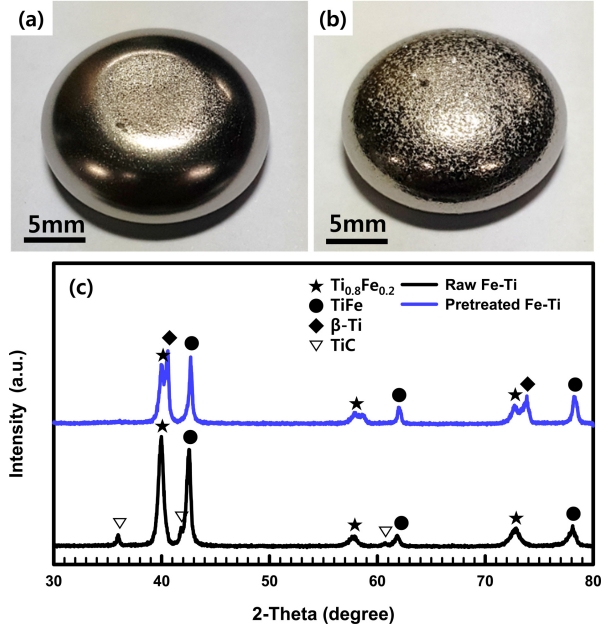
Next, a Fe-Ti alloy ingot was prepared using the titanium turning scraps pretreated with NaOH 2M + 40g/L Na4P2O7. In this study, the influence of residual oil on the gaseous content of the Fe-Ti alloy ingots with and without eco-friendly pretreated scraps was investigated. Throughout the rest of this paper, a Fe-Ti ingot using raw titanium scraps will be labeled as “raw Fe-Ti ingot”, and a Fe-Ti ingot using pretreated titanium scraps will be labeled as “pretreated Fe-Ti ingot”. Figure 3(a) and 3(b) show the appearance of raw Fe-Ti and pretreated Fe-Ti ingots. Non-metallic impurities of the two Fe-Ti alloy ingots were analyzed and are shown in Table 2. The total content of gaseous impurities in the raw Fe-Ti ingot was 7255 ppm and that of the pretreated Fe-Ti was 1365 ppm. On the other hand, the amount of oxygen and carbon in the pretreated Fe-Ti did not reach the level of 1000 ppm (oxygen + carbon) required for application as a hydrogen storage alloy, but the results were close to that [18].
In order to investigate the influence of non-metallic impurities on the phase change of Fe-Ti ingots, an X-ray diffraction analysis was performed as shown in Fig 3(c). From the XRD results, it was found that Ti0.8Fe0.2 and TiFe phases were formed as the main phases in both of the Fe-Ti ingots; and a β-Ti phase can also be found in the pretreated Fe-Ti. However, in the case of the raw Fe-Ti, the analysis shows that a TiC compound was formed without any β-Ti phase. This is because carbide is formed as a result of the high carbon content in the ingot. Ti is consumed to form carbide, and the composition is moved to the process point of the Ti-Fe alloy so that the β-Ti phase is not formed. The TiC and high carbon content are known to degrade the hydrogen storage capacity in hydrogen storage alloys [18,19]. Based on the XRD results for the raw Fe-Ti and pretreated Fe-Ti ingots, the lattice parameters of Ti0.8Fe0.2, the TiFe phases, and TiC (which are shown as columnar phases) were calculated and are shown in Table 3. Both the lattice parameters and the d-spacing in Ti0.8Fe0.2 and TiFe from the pretreated Fe-Ti ingot were slightly smaller than those of the raw Fe-Ti ingot. It is believed that the amounts of oxygen, nitrogen, and carbon, which are the intrinsic elements, are reduced; and thus, the lattice structure is also affected [20].
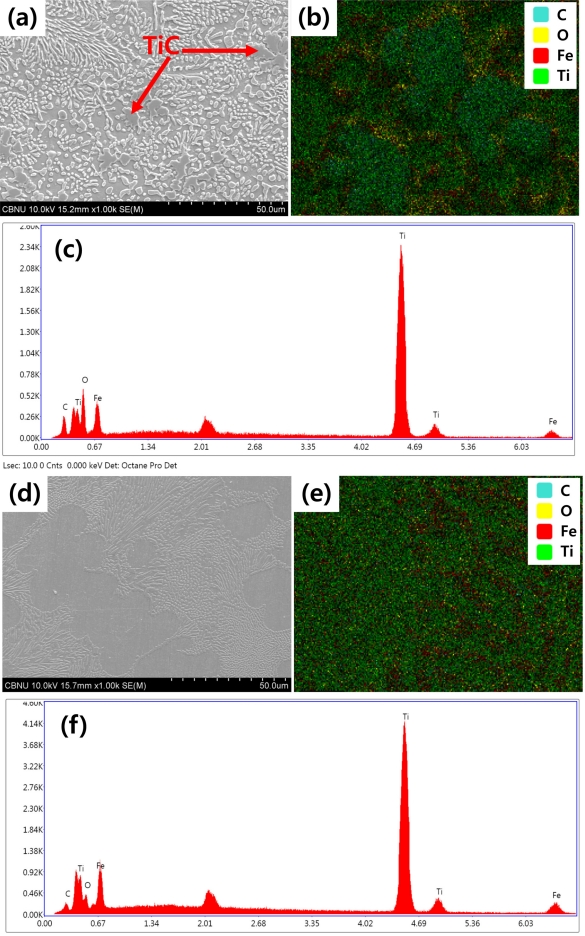
The distribution of oxygen and carbon in the Fe-Ti ingot was analyzed by SEM and EDS and the results are shown in Figs 4(a) – 4(f), respectively. The oxygen and carbon in the raw Fe-Ti and pretreated Fe-Ti ingots are all distributed in the internal structure, but in the case of the raw Fe-Ti ingot, it can be seen that the elemental carbon is more concentrated at the positions where the TiC compounds are formed. Relative quantitative analysis of Ti, Fe, O, and C of the raw Fe-Ti and pretreated Fe-Ti ingots through EDS revealed that the peak of Ti and Fe was increased and the peak of oxygen and carbon was decreased in the pretreated Fe-Ti ingot.
The effect of gaseous impurities on the high-temperature oxidation properties of the Fe-Ti ingots was investigated by thermogravimetric analysis (TGA), and the results were shown in Fig 5. Both Fe-Ti ingots were heated to 900 °C in an air atmosphere and analysed for weight change. The post-oxidation temperature of the raw Fe-Ti ingot was about 530 °C, and the weight was changed by 1.61 mg when heated to 900 °C. On the other hand, the post-oxidation temperature of the pretreated Fe-Ti was about 710 °C, and the weight was changed by 0.98 mg when heated to 900 °C. As a result, the low content of gaseous impurities in the pretreated Fe-Ti ingot seems to improve the oxidation resistance. The reason for this is that as the temperature rises, internal stress is increased because of the high concentration of gaseous impurities during the process of oxide formation on the surface so that cracks in the oxide film occur and gaps between the oxide layer and the parent material occur [21,22].
4. CONCLUSIONS
The eco-friendly pretreatment solution of 2 M NaOH + 40g/L Na4P2O7 was developed to remove oil remaining in the titanium turning scraps. After the pretreatment with this solution, up to 54.0%, 96.2%, 98.4%, respectively, of the gaseous impurities of oxygen, nitrogen, and carbon were removed. Using these pretreated scraps as raw material, a Fe-Ti ingot with low non-metallic impurity content of 1365 ppm was prepared. Fe-Ti alloy ingots with low gaseous impurity content are considered to be easy to deoxidize or to use as additives for steelmaking.