1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉņä£ļŖö ļ░░ĻĖ░Ļ░ĆņŖż ņĀĆĻ░É ļ░Å ņŚ░ļ╣ä Ē¢źņāüņØä ņ£äĒĢ£ Ļ▓Įļ¤ēĒÖöņÖĆ ļŹöļČłņ¢┤ ņČ®ļÅī ņĢłņĀäņä▒ Ē¢źņāüņØä ņ£äĒĢ┤ ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņØ┤ ĒÖĢļīĆ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż [1,2]. Ēśäņ×¼ ņ¢æņé░ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŖö ņ×ÉļÅÖņ░©ņÜ® ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņØĆ ņØ┤ņāüņĪ░ņ¦ü (Dual-Phase, DP) Ļ░Ģ, ļ│ĄĒĢ®ņĪ░ņ¦ü (Complex-Phase, CP) Ļ░Ģ, ļ│ĆĒā£ņ£ĀĻĖ░ņåīņä▒ (TRansformation-Induced Plasticity, TRIP) Ļ░Ģ, ņīŹņĀĢņ£ĀĻĖ░ņåīņä▒ (TWinning-Induced Plasticity, TWIP) Ļ░Ģ, ĻĘĖļ”¼Ļ│Ā ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦ü Ļ░ĢņØ┤ ņ׳ļŗż [3-7]. ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉ ņżæ ņĢĮ 80% ņØ┤ņāüņØ┤ ĒöäļĀłņŖżļź╝ ĒåĄĒĢ£ ļāēĻ░ä ņä▒ĒśĢ Ļ│Ąļ▓Ģņ£╝ļĪ£ ļČĆĒÆłĒÖö ļÉśĻ│Ā ņ׳ņ£╝ļéś, Ļ░ĢĒīÉņØś Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņŚ░ņŗĀņ£© Ļ░ÉņåīļĪ£ ņØĖĒĢ£ ņä▒ĒśĢņä▒ņØś ĒĢ£Ļ│äņÖĆ ņŖżĒöäļ¦üļ░▒ Ēśäņāüņ£╝ļĪ£ ņØĖĒĢ£ ņ╣śņłśĒÆłņ¦ł ĒÖĢļ│┤Ļ░Ć ņ¢┤ļĀżņøī ļČĆĒÆł ĒśĢņāüņŚÉ ļö░ļØ╝ ņĀüņÜ®ĒĢśļŖöļŹ░ ņĀ£ĒĢ£ņØ┤ ņ׳ļŗż [8]. ņØ┤ļź╝ ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ┤ ļČĆĒÆłņØś ņĀĢĒÖĢĒĢ£ ĒśĢņāüĻ│╝ Ļ│ĀĻ░ĢļÅäļź╝ ļÅÖņŗ£ņŚÉ ņ¢╗ņØä ņłś ņ׳ļŖö ĒĢ½ņŖżĒā¼ĒĢæ Ļ│Ąļ▓ĢņØ┤ Ļ░£ļ░£ļÉśņŚłļŗż [9,10].
ĒĢ½ņŖżĒā¼ĒĢæņØĆ Ļ░ĢĒīÉņØä ņĢĮ 900 Ōäā ņØ┤ņāüņØś ņś©ļÅäļĪ£ ņåīļæö (Annealing) ĒĢ£ Ēøä ņä▒ĒśĢĻ│╝ ļāēĻ░üņØä ļÅÖņŗ£ņŚÉ ņŗżņŗ£ĒĢśņŚ¼ Ļ│Āņä▒ĒśĢņä▒Ļ│╝ Ļ│ĀĻ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢśļŖö Ļ│Ąļ▓ĢņØ┤ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒĢ½ņŖżĒā¼ĒĢæ ļČĆĒÆłņØĆ ĒĢŁļ│ĄĻ░ĢļÅä (Yield Strength, YS) 1 GPaņÖĆ ņØĖņןĻ░ĢļÅä (Ultimate Tensile Strength, UTS) 1.5 GPaļź╝ ņĀ£Ļ│ĄĒĢśĻ│Ā Ļ│Āņś© ņä▒ĒśĢņ£╝ļĪ£ ņØĖĒĢ┤ ņŖżĒöäļ¦üļ░▒ ĒśäņāüņØä Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņןņĀÉņ£╝ļĪ£ ņØĖĒĢ┤ ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņØĆ ļ▓öĒŹ╝, ņāżņŗ£, B-ĒĢäļ¤¼, ĻĘĖļ”¼Ļ│Ā ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣ö ļō▒ ņ×ÉļÅÖņ░© Ļ│©Ļ▓® ļČĆņ×¼ņŚÉ ņĀüņÜ®ļ¤ēņØ┤ ĻĖēņ”ØĒĢśĻ│Ā ņ׳ļŗż [11].
Ēśäņ×¼ ņ×ÉļÅÖņ░©ņŚÉ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŖö ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņ£╝ļĪ£ļŖö ļ│┤ļĪĀ (B) ņØ┤ ņ▓©Ļ░ĆļÉ£ 22MnB5 ņ×¼ņ¦łņØ┤ ļīĆĒæ£ņĀüņØ┤ļŗż [12,13]. ĒĢ®ĻĖł ņä▒ļČä ņżæ B, C, ĻĘĖļ”¼Ļ│Ā MnņØĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĢłņĀĢĒÖö ņøÉņåīļĪ£ņä£ ļāēĻ░ü ņżæ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņāØņä▒ ļ░Å ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļČäĒĢ┤ļź╝ ņ¢ĄņĀ£ĒĢśņŚ¼ ņāüļīĆņĀüņ£╝ļĪ£ ļŖÉļ”░ ļāēĻ░üņåŹļÅäņŚÉļÅä ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦üņØä ņĢłņĀĢņĀüņ£╝ļĪ£ ĒÖĢļ│┤ĒĢśļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż [14]. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ┤łļŗ╣ ŌłÆ27 Ōäā ņØ┤ĒĢśņØś ļāēĻ░ü ņåŹļÅäņŚÉņä£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦üņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳Ļ│Ā, ĻĘĖ ņØ┤ņāüņØś ļāēĻ░üņåŹļÅäņŚÉņä£ļŖö ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØ┤ ĒĢ©ņ£ĀļÉ©ņ£╝ļĪ£ņŹ© ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØ┤ Ļ░ÉņåīĒĢ£ļŗż [12].
ņĄ£ĻĘ╝ņŚÉļŖö ĻĄŁņĀ£ņĀüņ£╝ļĪ£ ņČ®ļÅī ņĢłņĀäņŗ£ĒŚś ĻĘ£ņĀ£Ļ░Ć Ļ░ĢĒÖöļÉśļ®┤ņä£ ņØĖņןĻ░ĢļÅä 1.8 GPa ņØ┤ņāüņØś ĒĢ½ņŖżĒā¼ĒĢæ ļČĆĒÆłņŚÉ ļīĆĒĢ£ ņłśņÜöĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳Ļ│Ā, ņØ┤ņŚÉ ļö░ļØ╝ ĻĖĆļĪ£ļ▓ī ņ▓ĀĻ░Ģņé¼ļōżņØś Ļ░Ģņóģ Ļ░£ļ░£ņØ┤ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż [15,16]. ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņØś Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś Ļ░ĢļÅäļź╝ Ļ▓░ņĀĢĒĢśļŖö CņØś ņ¢æņØä 22MnB5 ĻĖ░ņżĆ 0.22%ņŚÉņä£ 0.30% ņØ┤ņāüņ£╝ļĪ£ ņ▓©Ļ░ĆĒĢśņŚ¼ 300~500 MPaņØś ņØĖņןĻ░ĢļÅäļź╝ ņČöĻ░ĆņĀüņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£Ēé©ļŗż. CņØś ņ”ØĻ░ĆļŖö Ļ░ĢļÅä Ē¢źņāüņØś ņןņĀÉņØ┤ ņ׳ņ¦Ćļ¦ī ĻĘĖņŚÉ ļö░ļźĖ ņĘ©ņä▒ ņ”ØĻ░Ćļź╝ ļÅÖļ░śĒĢśĻ│Ā, ņØ┤ļź╝ ņÖäĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ēģ£ĒŹ╝ļ¦ü Ļ│ĄņĀĢņØ┤ ņČöĻ░ĆņĀüņ£╝ļĪ£ ņ¦äĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. Ēģ£ĒŹ╝ļ¦üņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö Ļ│╝Ļ▒░ 1940ļģäļīĆļČĆĒä░ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśņŚłĻ│Ā, ņØ╝ļ░śņĀüņ£╝ļĪ£ Ēģ£ĒŹ╝ļ¦ü ņŗżņŗ£ ņŗ£ ņØĖņä▒ (Toughness) ļ░Å ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć ņāüņŖ╣ĒĢśĻ▓ī ļÉ£ļŗż [17-19]. ĻĘĖļ¤¼ļéś, ĒŖ╣ņĀĢ ņś©ļÅäņŚÉņä£ņØś Ēģ£ĒŹ╝ļ¦üņØĆ ņĖĄņāü ĻĄ¼ņĪ░ņØś ņŗ£ļ®śĒāĆņØ┤ĒŖĖ ļ░Å ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņāØņä▒ ļśÉļŖö Ļ▓░ņĀĢļ”ĮĻ│äņØś ļČłņł£ļ¼╝ ĒÄĖņäØņŚÉ ņØśĒĢ┤ Ēģ£ĒŹ╝ļō£-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĘ©ņä▒ (Tempered-Martensite Embrittlement, TME) ņØä ļ░£ņāØņŗ£ĒéżĻ│Ā, ņØ┤ļ¤¼ĒĢ£ ņĘ©ņä▒ Ļ▒░ļÅÖņØĆ CĒĢ©ļ¤ē ļ░Å ļāēĻ░ü ņåŹļÅäņŚÉ ļö░ļØ╝ ņāüņØ┤ĒĢśĻ▓ī ļéśĒāĆļé£ļŗż [20-22]. ļö░ļØ╝ņä£, ĒāĆ ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉ ļīĆļ╣ä C ĒĢ©ļ¤ēņØ┤ ļåÆĻ│Ā ĻĖēļףņØä ņŗżņŗ£ĒĢśļŖö Ļ░ĢņóģņŚÉ ļīĆĒĢ£ ņĄ£ņĀü Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ņŚ░ĻĄ¼ļŖö ļ¦żņÜ░ ņżæņÜöĒĢśļŗż.
ņØ┤ļ¤¼ĒĢ£ ļÅÖĒ¢źņŚÉ ļ¦×ņČ░ 1.8 GPa ņØ┤ņāüņØś ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņŚÉņä£ņØś Ēģ£ĒŹ╝ļ¦ü ĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżņØ┤ ļ░£Ēæ£ļÉśĻ│Ā ņ׳ļŗż. Cheng ļō▒ņØĆ 30MnB5 ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņŚÉņä£ 200 ŌäāņŚÉņä£ 600 Ōäā Ēģ£ĒŹ╝ļ¦ü ņś©ļÅä ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņ¦æĒĢ®ņĪ░ņ¦ü Ļ▒░ļÅÖņØä ņŚ░ĻĄ¼ĒĢśņśĆļŗż [23]. Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ 5o ņØ┤ĒĢśņØś ļ░®ņ£äņ░© Ļ░üļÅä (Misorientation Angle)ļź╝ Ļ░¢ļŖö ņåīĻ░ü Ļ▓ĮĻ│ä (Low-Angle Boundary)ņØś ļ╣äņ£©ņØ┤ ļé«ņĢäņ¦ĆĻ│Ā ļ░®ņ£äņ░© Ļ░üļÅä 50o ņØ┤ņāüņØś Ļ│ĀĻ░ü Ļ▓ĮĻ│ä (High-Angle Boundary)ņØś ļ╣äņ£©ņØ┤ ļåÆņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņØ┤ļŖö Ēģ£ĒŹ╝ļ¦ü Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀäņ£ä (Dislocation)Ļ░Ć ĒĢ┤ņåīļÉśņ¢┤ ņĢäĻ▓░ņĀĢļ”ĮņØ┤ ņä▒ņןĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. Jarvinen ļō▒ņØĆ C ĒĢ©ļ¤ē (0.22%~0.34%)ņØ┤ ļŗżļźĖ ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņØä ņ×ÉļÅÖņ░© ļÅäņן ņśżļĖÉ Ļ│ĄņĀĢ ļ¬©ņé¼ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŚ┤ņ▓śļ”¼ĒĢśņŚ¼ C ĒĢ©ļ¤ēņŚÉ ļö░ļźĖ ĒŖ╣ņä▒ ļ│ĆĒÖöļź╝ ņŚ░ĻĄ¼ĒĢśņśĆļŗż [24]. Ļ░ü Ļ░ĢņóģņØä 170 ŌäāņŚÉņä£ 20ļČäĻ░ä ņŚ┤ņ▓śļ”¼ĒĢ£ Ļ▓░Ļ│╝ ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć 80~160 MPa ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ņØĖņןĻ░ĢļÅäļŖö 30~150 MPa Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░, ĒĢŁļ│Ąļ╣ä (Yield Ratio, YR)ļŖö 0.70ņŚÉņä£ 0.84Ļ╣īņ¦Ć ņ”ØļīĆļÉśņŚłļŗż. ĒĢśņ¦Ćļ¦ī, ņ¦¦ņØĆ ņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņ£╝ļĪ£ ņØĖĒĢ┤ ņŚ░ņŗĀņ£© ļ░Å ņØĖņä▒ ņ”ØĻ░Ć ĒÜ©Ļ│╝Ļ░Ć ļ»Ėļ»ĖĒĢśņŚ¼, ņĄ£ņĀü ļ¼╝ņä▒ ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ņä£ļŖö ņČöĻ░ĆņĀüņØĖ Ēģ£ĒŹ╝ļ¦üņØ┤ ĒĢäņÜöĒĢśļŗż. Naderi ļō▒ņØĆ 0.33%ņØś C ĒĢ©ļ¤ēņØä Ļ░¢ļŖö 34MnB5 ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņŚÉņä£ņØś Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļ│ä ņØĖņן ļ¼╝ņä▒ņØä ņŚ░ĻĄ¼ĒĢśņśĆļŗż [25]. 200 Ōäā~300 ŌäāņØś ņś©ļÅä ņĪ░Ļ▒┤ņŚÉņä£ Ēģ£ĒŹ╝ļ¦üĒĢ£ Ļ▓░Ļ│╝ ļŗżļźĖ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņÖĆ Ļ░ÖņØ┤ ĒĢŁļ│Ą Ļ░ĢļÅä ņāüņŖ╣ ļ░Å ņØĖņןĻ░ĢļÅä ņĀĆĒĢśĻ░Ć ļéśĒāĆļé¼Ļ│Ā, ņØ┤ļŖö ļéśļģĖ Ēü¼ĻĖ░ļĪ£ ņäØņČ£ļÉ£ ĒāäĒÖöļ¼╝ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ļśÉĒĢ£, Ēģ£ĒŹ╝ļ¦üņŚÉ ļö░ļźĖ ĒĢŁļ│ĄĻ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆļŖöļŹ░, ņØ╝ļ░śĒÖöļź╝ ņ£äĒĢ┤ņä£ļŖö ļŗżņ¢æĒĢ£ Ļ░ĢņóģņØś Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļŹ░ņØ┤Ēä░Ļ░Ć ĒĢäņÜöĒĢśļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż.
ņØ┤ņÖĆ Ļ░ÖņØ┤ 1.8 GPa ņØ┤ņāüņØś ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢĒīÉņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ¦Ćļ¦ī ņĄ£ņĀü Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņĢäņ¦ü ļ»Ėļ╣äĒĢśĻ│Ā, ļŗ©ņł£Ē׳ ņĀĢņĀü ņØĖņן ļ¼╝ņä▒ņØä ĒåĄĒĢ┤ņä£ļ¦ī Ļ░ĢņóģņØś ņČ®ļÅīņä▒ļŖźņØä ņśłņĖĪĒĢśĻ│Ā ņ׳ļŗż.
ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 30MnB5 ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņŚ░Ļ░ĢĒīÉņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ Ēģ£ĒŹ╝ļ¦ü ņś©ļÅä ļ░Å ņŗ£Ļ░ä ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļ»ĖņäĖ ņĪ░ņ¦ü ļ│ĆĒÖö Ļ▒░ļÅÖņØä ļČäņäØĒĢśņśĆĻ│Ā, ņØĖņן ļ¼╝ņä▒Ļ│╝ ļČĆĒÆłļŗ©ņ£ä ņČ®ļÅīņä▒ļŖź ļČäņäØņØä ĒåĄĒĢ┤ ņĄ£ņĀü Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ¦äĻ│Ą ņ£ĀļÅä ņÜ®ĒĢ┤ļĪ£ (Vacuum Induction Melting, VIM)ļź╝ ĒåĄĒĢ┤ Fe-0.29C-1.39Mn-0.21Si-0.004B wt% ņØś ĒĢ©ļ¤ēņØä Ļ░¢ļŖö 30MnB5 ĒĢ½ņŖżĒā¼ĒĢæ Ļ░Ģ ņ×ēĻ││ņØä ņĀ£ņ×æĒĢśņśĆĻ│Ā, 900 ŌäāņŚÉņä£ 1000 Ōäā ņé¼ņØ┤ņØś ņś©ļÅäņŚÉņä£ ņĄ£ņóģļæÉĻ╗ś 2.6 mmņØś ĒīÉņ×¼ļĪ£ ņŚ┤Ļ░äņĢĢņŚ░ ĒĢśņśĆļŗż. Ēæ£ļ®┤ņŚÉ ļé©ņØĆ ņŖżņ╝ĆņØ╝ ņĀ£Ļ▒░ļź╝ ņ£äĒĢ┤ PO (Pickling and Oiling) ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ĒĢ½ņŖżĒā¼ĒĢæ Ļ│ĄņĀĢņØä ļ¬©ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░ĢĒīÉņØä ļ░ĢņŖżĒśĢ ņĀäĻĖ░ļĪ£ļź╝ ĒåĄĒĢ┤ ņĢĮ 930 ŌäāņŚÉņä£ 5ļČäĻ░ä ņåīļæö ĒĢ£ Ēøä ņłśļāēĒĢśņśĆļŗż. Ēģ£ĒŹ╝ļ¦üņØĆ ļ░ĢņŖżĒśĢ ņĀäĻĖ░ļĪ£ņŚÉņä£ 4Ļ░£ ņĪ░Ļ▒┤ (180 Ōäā-120 ļČä, 250 Ōäā-60 ļČä, 350 Ōäā-30 ļČä, ĻĘĖļ”¼Ļ│Ā 450 Ōäā-6 ļČä)ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. ņāüĻĖ░ Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņØĆ ņ×ÉļÅÖņ░© ļÅäņן Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØä ņ░ĖĻ│ĀļĪ£ ņāØņé░ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņś©ļÅäņÖĆ ņŗ£Ļ░ä ņĪ░Ļ▒┤ņØä ņäżņĀĢĒĢśņśĆļŗż.
Ļ░ü Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļ│ä ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ ņĢĢņŚ░ļ░®Ē¢ź (Rolling Direction, RD)ņŚÉ ņłśņ¦üĒĢ£ ļ░®Ē¢ź (Transverse Direction, TD)ņØś ļŗ©ļ®┤ņØä ņ▒äņĘ©ĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ņŚ░ļ¦łĒĢśņśĆĻ│Ā, ņ¦łņé░ (HNO3) 4%ņÖĆ ņŚÉĒāäņś¼ (ethanol) 96%ņØś Ēś╝ĒĢ® ņÜ®ņĢĪņ£╝ļĪ£ ņĢĮ 10ņ┤ł Ļ░ä ņŚÉņ╣ŁņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŚÉņ╣ŁļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į (FEI Quanta 450 Scanning Electron Microscope, SEM), ĻĘĖļ”¼Ļ│Ā Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į (FEI Tecnai G2 F30 S-TWIN Transmission Electron Microscope, TEM)ņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆĻ│Ā energy dispersive spectroscopy (EDS)ļź╝ ĒåĄĒĢ┤ ņāü Ļ░ä ņä▒ļČä ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆļŗż. TEM Ļ┤Ćņ░░ņØĆ 200 kVņØś Ļ░ĆņåŹņĀäņĢĢņĪ░Ļ▒┤ņŚÉņä£ ņŗżņŗ£ĒĢśņśĆĻ│Ā, TEM ņŗ£ĒÄĖņØĆ ņ¦æņåŹ ņØ┤ņś© ļ╣ö (FEI Versa 3D Focused Ion Beam, FIB)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĢĮ 88 nm ļæÉĻ╗śļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż.
Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļ│ä ņØĖņןļ¼╝ņä▒ņØĆ ļ¦īļŖźņ×¼ļŻīņŗ£ĒŚśĻĖ░ (Universal Tensile Test Machine, Z250, ZWICK)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż. ņØĖņןņŗ£ĒÄĖņØĆ TD ļ░®Ē¢źņ£╝ļĪ£ ASTM E8M ŌĆō Subsize ĻĘ£Ļ▓® ĒĢśņŚÉ ņĀ£ņ×æĒĢśņśĆĻ│Ā, ņŗ£ĒÄĖ Ļ░ĆĻ│Ą ņŗ£ ļ░£ņāØĒĢśļŖö ņŚ┤ņØś ņśüĒ¢źņØä ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢ┤ ņÖĆņØ┤ņ¢┤ Ļ░ĆĻ│ĄņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņØĖņןņŗ£ĒŚśņØĆ 10ŌłÆ3 sŌłÆ1 ņåŹļÅäļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż.
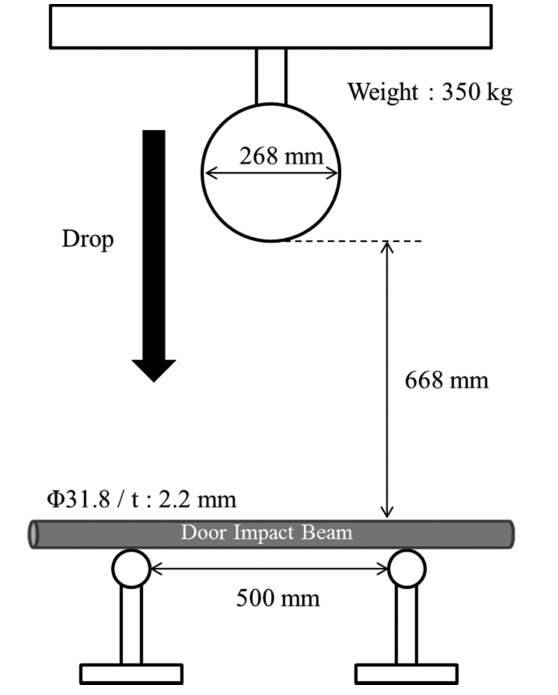
ņØĖņןļ¼╝ņä▒ņØä ĒåĄĒĢ┤ ļÅäņČ£ļÉ£ ņĄ£ņĀü Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ (180 Ōäā-120ļČä)ņØä ņĀüņÜ®ĒĢśņŚ¼ ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣ö ļČĆĒÆłņØä ņĀ£ņ×æĒĢśņśĆĻ│Ā, ņ×Éņ£ĀļéÖĒĢś ņČ®ļÅīņŗ£ĒŚś (Drop Tower Test)ņØä ĒåĄĒĢ┤ ļČĆĒÆł ļŗ©ņ£ä ņČ®ļÅī ņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ņĖĪļ®┤ ĒÅ┤ ņČ®ļÅī ļ▓ĢĻĘ£ļź╝ ļ¬©ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ 350 kgņØś ļ¼┤Ļ▓īņÖĆ ņ¦üĻ▓Į 268 mmņØä Ļ░¢ļŖö ļ¼┤Ļ▓ī ņČöļź╝ 668 mm ļåÆņØ┤ņŚÉņä£ ņ×Éņ£Ā ļéÖĒĢśņŗ£ņ╝£ ĒÅēĻ░ĆĒĢśņśĆĻ│Ā (ĻĘĖļ”╝ 1), Ēśäņ×¼ ņ¢æņé░ ņżæņØĖ 22MnB5 ņåīņ×¼Ļ░Ć ņĀüņÜ®ļÉ£ ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öĻ│╝ ņä▒ļŖźņØä ļ╣äĻĄÉ Ļ▓Ćņ”ØĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
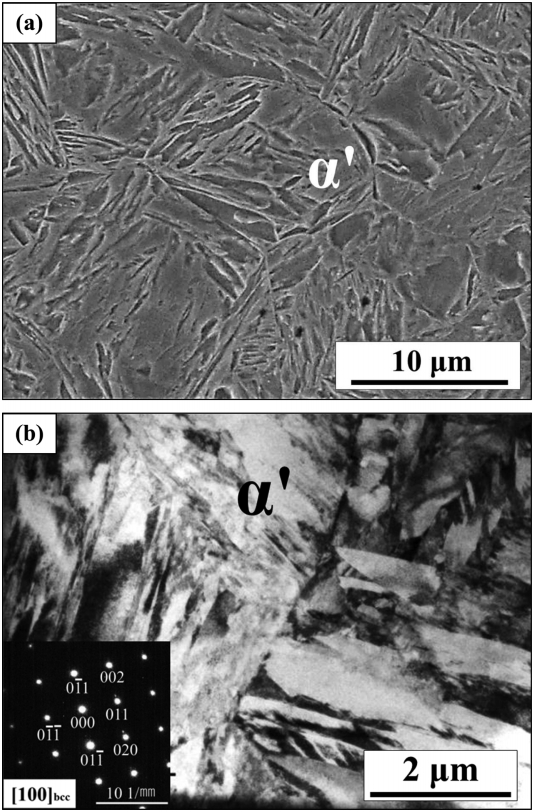
ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņĀä 30MnB5 Ļ░ĢņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ĒÄäļØ╝ņØ┤ĒŖĖļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳Ļ│Ā (ĻĘĖļ”╝ 2), ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøä 30MnB5 Ļ░ĢņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļŗ©ņāü ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż (ĻĘĖļ”╝ 3(a)). Jarvinen ļō▒ņŚÉ ļö░ļź┤ļ®┤ ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢņŚÉņä£ļŖö ļāēĻ░ü ņżæ CņØś ĒÖĢņé░ņŚÉ ņØśĒĢ┤ ņ×ÉļÅÖ Ēģ£ĒŹ╝ļ¦ü (Auto Tempering) ņØ┤ ļ░£ņāØĒĢśņŚ¼ ņłśņŗŁ ļéśļģĖļ»ĖĒä░ Ēü¼ĻĖ░ņØś ņ▓£ņØ┤ ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉĀ ņłś ņ׳ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [26]. ĒĢśņ¦Ćļ¦ī, TEMņØä ĒåĄĒĢ┤ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ ļ│Ė ņŗ£ĒÄĖņŚÉņä£ļŖö ņØ┤ļ»Ėņ¦Ć ļ░Å ĒÜīņĀł Ēī©Ēä┤ ņāüņŚÉņä£ ņäØņČ£ļ¼╝ņØś ļ¬©ņŖĄņØĆ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņĢśļŗż (ĻĘĖļ”╝ 3(b)).
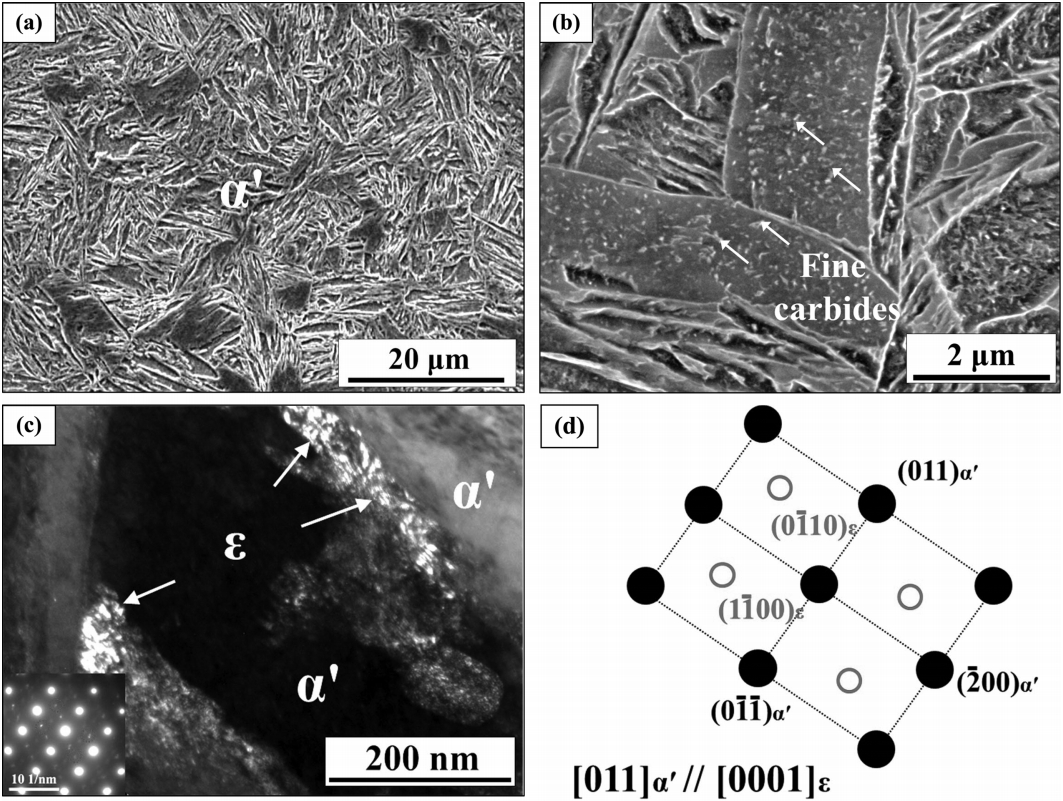
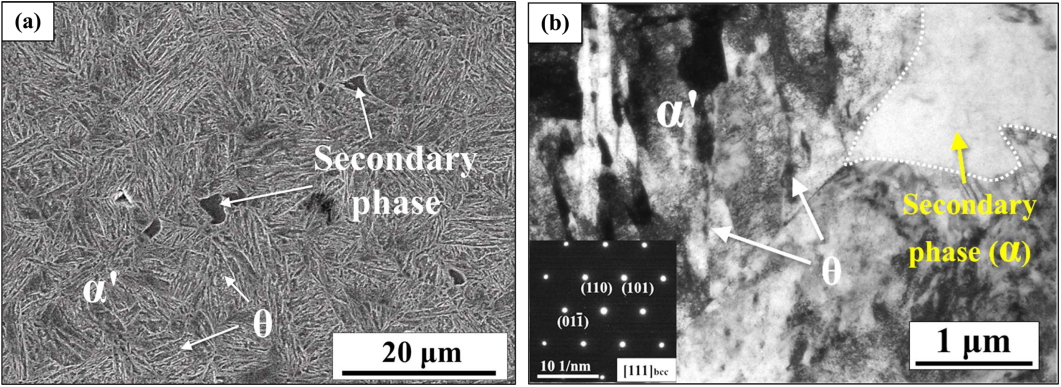
ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ Ēøä 4Ļ░Ćņ¦Ć ņĪ░Ļ▒┤ (180 Ōäā-120 ļČä, 250 Ōäā-60 ļČä, 350 Ōäā-30 ļČä, ĻĘĖļ”¼Ļ│Ā 450 Ōäā-6 ļČä) ĒĢśņŚÉ Ēģ£ĒŹ╝ļ¦üņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖļ”╝ 4(a)ļŖö 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦üļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖ SEM ņØ┤ļ»Ėņ¦ĆņØ┤ļŗż. ņĀĆļ░░ņ£© Ļ┤Ćņ░░ ņŗ£ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ĻĖ░ņ¦Ć ņĪ░ņ¦üņØĆ ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøäņÖĆ Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØ┤ļéś, Ļ│Āļ░░ņ£© Ļ┤Ćņ░░ Ļ▓░Ļ│╝ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü ļé┤ļČĆņŚÉ ļ»ĖņäĖĒĢ£ ĒØ░ņāē ņäØņČ£ļ¼╝ņØ┤ ņĪ┤ņ×¼ĒĢśņśĆļŗż (ĻĘĖļ”╝ 4(b)). TEM ļČäņäØ Ļ▓░Ļ│╝ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ļČĆņŚÉ ņłśņŗŁ ļéśļģĖļ»ĖĒä░ Ēü¼ĻĖ░ņØś ĒāäĒÖöļ¼╝ņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā (ĻĘĖļ”╝ 4(c)), ĒÜīņĀł Ēī©Ēä┤ ļČäņäØ Ļ▓░Ļ│╝ ļ│Ė ņäØņČ£ļ¼╝ņØĆ ņ£Īļ░®ņĀĢĻ│äņØś ╬Ą-ĒāäĒÖöļ¼╝ņØĖ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż (ĻĘĖļ”╝ 4(d)). ļ¼ĖĒŚīņŚÉ ļö░ļź┤ļ®┤ Ēģ£ĒŹ╝ļ¦ü ņś©ļÅä 180 ŌäāļŖö ĒåĄņāü Ēģ£ĒŹ╝ļ¦ü 1 ļŗ©Ļ│ä ņś©ļÅä ļ▓öņ£ä (80~180 Ōäā)ņŚÉ ņåŹĒĢśĻ│Ā, ņāüĻĖ░ ļŗ©Ļ│äņŚÉņä£ļŖö C ĒĢ©ļ¤ēņŚÉ ļö░ļØ╝ ╬Ą-ĒāäĒÖöļ¼╝ ļśÉļŖö ╬Ę-ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [18,27]. ĒĢ½ņŖżĒā¼ĒĢæļÉ£ 30MnB5 Ļ░ĢņØś Ļ▓ĮņÜ░ļÅä Ēģ£ĒŹ╝ļ¦ü 1 ļŗ©Ļ│ä ņś©ļÅä ļ▓öņ£äņŚÉņä£ Ēģ£ĒŹ╝ļ¦ü ņŗ£ ╬Ą-ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉ©ņØä ņĢī ņłś ņ׳ļŗż.
ĻĘĖļ”╝ 5(a)ļŖö 250 Ōäā-60 ļČä Ēģ£ĒŹ╝ļ¦ü ņŗżņŗ£ Ēøä ļ»ĖņäĖņĪ░ņ¦üņØ┤ļŗż. 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļŗ©ņāüņØä Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. 180 Ōäā Ēģ£ĒŹ╝ļ¦ü ņŗ£ĒÄĖĻ│╝ ļŗ¼ļ”¼ ņĪ░ļīĆĒÖöļÉ£ ĒØ░ņāē ņäØņČ£ļ¼╝ņØ┤ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ļČĆ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņ╣©ņāü Ļ▓ĮĻ│äļź╝ ļö░ļØ╝ ņäØņČ£ ļ░Å ņä▒ņןĒĢśņśĆļŗż (ĻĘĖļ”╝ 5(b)). TEMņØä ĒåĄĒĢ┤ ĒÜīņĀł Ēī©Ēä┤ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ļ│Ė ņäØņČ£ļ¼╝ņØĆ ņé¼ļ░®ņĀĢĻ│ä(orthorhombic) ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖö ņŗ£ļ®śĒāĆņØ┤ĒŖĖ (╬Ė)ļĪ£ ĒīÉļ¬ģļÉśņŚłĻ│Ā, ņĢĮ 80~180 nm Ēü¼ĻĖ░ļĪ£ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ņŚÉ ņäØņČ£ļÉśņŚłļŗż (ĻĘĖļ”╝ 5(c), (d)). ņØ┤ļŖö Ēģ£ĒŹ╝ļ¦ü 2 ļŗ©Ļ│ä ņś©ļÅä ļ▓öņ£ä (200~300 Ōäā)ņŚÉņä£ ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ņäØņČ£ļÉ£ ņØ┤ņĀä ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņÖĆ ņØ╝ņ╣śĒĢ£ļŗż [27,28]. 180 Ōäā ļīĆļ╣ä ņāüĒ¢źļÉ£ Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäļĪ£ CņøÉņ×ÉļōżņØ┤ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü Ļ▓ĮĻ│äĻ╣īņ¦Ć ĒÖĢņé░ļÉĀ ņłś ņ׳ņŚłĻ│Ā, ņČ®ļČäĒĢ£ Ēģ£ĒŹ╝ļ¦ü ņŗ£Ļ░äņ£╝ļĪ£ Ļ▓ĮĻ│äļ®┤ņØä ļö░ļØ╝ ņä▒ņןĒĢĀ ņłś ņ׳ņŚłļŹś Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż [27].
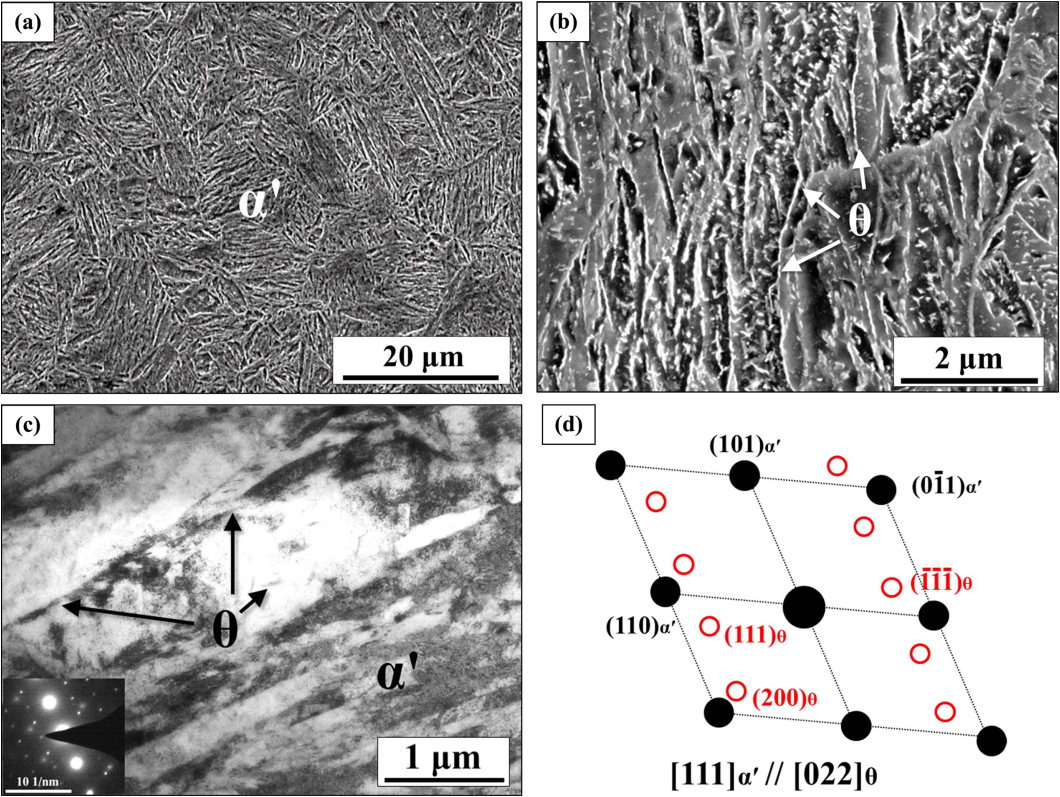
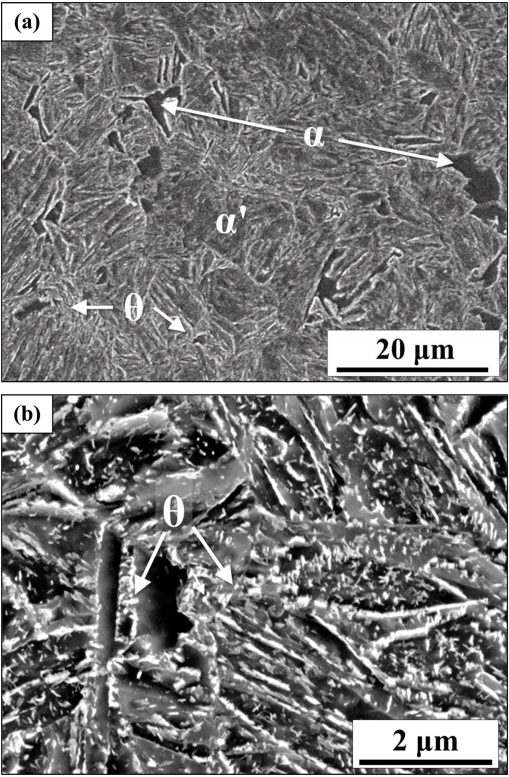
ĻĘĖļ”╝ 6(a)ļŖö 350 Ōäā-30 ļČä Ēģ£ĒŹ╝ļ¦üļÉ£ ņŗ£ĒÄĖņØś SEM ņØ┤ļ»Ėņ¦Ćļź╝ ļéśĒāĆļé┤ņŚłļŗż. 180 Ōäā ļ░Å 250 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤Ļ│╝ ļŗ¼ļ”¼ ņ¦üĻ▓Į ņĢĮ 2~3 ╬╝m Ēü¼ĻĖ░ņØś ņØ┤ņ░© ņāüņØ┤ Ļ┤Ćņ░░ļÉ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. TEM Ļ┤Ćņ░░ Ļ▓░Ļ│╝, ņØ┤ņ░© ņāüņØś Ļ▓ĮņÜ░ ļé┤ļČĆņŚÉ ņĀäņ£äĻ░Ć Ļ▒░ņØś ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ĒÜīņĀł Ēī©Ēä┤ ļČäņäØ Ļ▓░Ļ│╝ ņ▓┤ņŗ¼ ņ×ģļ░® ĻĄ¼ņĪ░ (Body Centered Cubic, BCC)ļź╝ Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż (ĻĘĖļ”╝ 6(b)). TEM-EDS ļČäņäØ Ļ▓░Ļ│╝ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāüņØĆ 0.79 wt%ņØś C ĒĢ©ļ¤ēĻ│╝ 1.89 wt%ņØś Mn ĒĢ©ļ¤ēņØä ļéśĒāĆļé┤ņŚłĻ│Ā, ņØ┤ņ░© ņāüņØĆ 0.33 wt%ņØś C ĒĢ©ļ¤ēĻ│╝ 1.78 wt%ņØś Mn ĒĢ©ļ¤ēņØä ļéśĒāĆļé┤ņŚłļŗż (ĻĘĖļ”╝ 7(a), (b)). Ļ▓░ņĀĢ ĻĄ¼ņĪ░ ļ░Å ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĢłņĀĢĒÖö ņøÉņåīņØĖ CņÖĆ Mn ĒĢ©ļ¤ēņØ┤ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļīĆļ╣ä ļé«ņØĆ Ļ▓āņ£╝ļĪ£ ļ│┤ņĢä, ņØ┤ņ░© ņāüņØĆ Ēģ£ĒŹ╝ļ¦ü ņżæ ņāłļĪ£ ņāØņä▒ļÉ£ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖņ×äņØä ņĢī ņłś ņ׳ļŗż. Jung ļō▒ņŚÉ ļö░ļź┤ļ®┤, 350 ŌäāļŖö Ēģ£ĒŹ╝ļ¦ü 2ļŗ©Ļ│ä ņś©ļÅä ļ▓öņ£äņŚÉ ņåŹĒĢśĻ│Ā ņØ┤ ļŗ©Ļ│äņŚÉņä£ļŖö ņ×öļźś ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ░Ć ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ņŗ£ļ®śĒāĆņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ļÉ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśĻ│Ā ņ׳ļŗż [28]. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖ ļśÉĒĢ£ ņłśļāē Ēøä ņ×öņĪ┤ļÉ£ ļ»ĖņäĖ ņ×öļźś ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ░Ć Ēģ£ĒŹ╝ļ¦ü ņżæ ļČäĒĢ┤ļÉśņ¢┤ ņāØņä▒ļÉśņŚłņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£, 250 Ōäā-60 ļČä ņĪ░Ļ▒┤Ļ│╝ Ļ░ÖņØ┤ ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ņ╣©ņāü ļé┤ļČĆ ļ░Å Ļ▓ĮĻ│äņŚÉ ņäØņČ£ļÉśņŚłĻ│Ā, ņ╣©ņāü ļé┤ļČĆņØś ņäØņČ£ļ¼╝ņØĆ ņĢĮ 370 nmĻ╣īņ¦Ć ņä▒ņןĒĢ£ Ļ▓āņ£╝ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż (ĻĘĖļ”╝ 6(b)).
ĻĘĖļ”╝ 8(a)ļŖö 450 Ōäā-6 ļČä Ēģ£ĒŹ╝ļ¦üļÉ£ ņŗ£ĒÄĖņØś SEM ļ»ĖņäĖņĪ░ņ¦üņØ┤ļŗż. 350 ŌäāņŚÉņä£ Ēģ£ĒŹ╝ļ¦üļÉ£ ņŗ£ĒÄĖņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖņØś ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü ņĪ░ņ¦üņØ┤ ņĪ░ļīĆĒÖö ļÉśĻ│Ā ņ׳ļŖö ļ¬©ņŖĄņØä ļ│╝ ņłś ņ׳ļŗż. ņØ┤ļŖö 400 Ōäā ņØ┤ņāüņØś ļåÆņØĆ ņś©ļÅäņŚÉņä£ Ēģ£ĒŹ╝ļ¦üļÉśņ¢┤ ņ£Āņé¼ĒĢ£ ļ░®ņ£ä Ļ┤ĆĻ│äļź╝ Ļ░¢ļŖö ņåīĻ░ü Ļ▓ĮĻ│äĻ░Ć ņĀ£Ļ▒░ļÉśĻ│Ā ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü ņĪ░ņ¦üņØ┤ ņĪ░ļīĆĒÖö ļÉ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż [23,29]. Ļ│Āļ░░ņ£© SEM Ļ┤Ćņ░░ Ļ▓░Ļ│╝ 250 Ōäā ļ░Å 350 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ļČĆņÖĆ ņ╣©ņāü Ļ▓ĮĻ│äļź╝ ļö░ļØ╝ ņäØņČ£ļÉśņŚłļŗż (ĻĘĖļ”╝ 8(b)). Ēģ£ĒŹ╝ļ¦ü ņś©ļÅä ņāüņŖ╣ņ£╝ļĪ£ 6 ļČäņØś ņ¦¦ņØĆ Ēģ£ĒŹ╝ļ¦ü ņŗ£Ļ░äņ£╝ļĪ£ļÅä ļŗżļ¤ēņØś ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ņäØņČ£ļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ĻĘĖļ”╝ 9Ļ│╝ Ēæ£ 1ņØĆ Ļ░ü ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņØĖņן ļ¼╝ņä▒ņØä ņĀĢļ”¼ĒĢ£ Ļ▓āņØ┤ļŗż. ĒĢŁļ│ĄĻ░ĢļÅä (YS)ļŖö ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøä 1210 MPaņØä ļéśĒāĆļé┤ņŚłĻ│Ā, Ēģ£ĒŹ╝ļ¦ü ņŗżņŗ£ ņŗ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ņżæ 180 Ōäā-120 ļČä ņĪ░Ļ▒┤ņŚÉņä£ 1445 MPaņØś Ļ░Ćņן ļåÆņØĆ ĒĢŁļ│ĄĻ░ĢļÅäļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā, Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ļåÆņØĆ ņĪ░Ļ▒┤ņØ╝ņłśļĪØ Ļ░ÉņåīĒĢśņśĆļŗż. ĻĘĖļ”╝ 4(b)ņÖĆ Ļ░ÖņØ┤ 180 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļéśļģĖ Ēü¼ĻĖ░ņØś ĒāäĒÖöļ¼╝ņØ┤ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü ļé┤ņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī ņäØņČ£ļÉśņŚłĻ│Ā, ņØ┤ ņäØņČ£ļ¼╝ļōżņØ┤ ĒÅēĻĘĀ ņ×Éņ£Ā ņĀäņ£ä ĻĖĖņØ┤ (Average Free Dislocation Length)ļź╝ Ļ░Éņåīņŗ£ĒéżļŖö ļō▒ ņĀäņ£äņØś ņØ┤ļÅÖņØä ļ░®ĒĢ┤ĒĢśņŚ¼ ļåÆņØĆ ĒĢŁļ│ĄĻ░ĢļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [30]. ļ░śļ®┤, Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ņāüņŖ╣ĒĢĀņłśļĪØ ņ×öļźśņØæļĀźņØ┤ Ļ░ÉņåīĒĢśĻ│Ā, C ņøÉņ×ÉĻ░Ć ņ╣©ņāü Ļ▓ĮĻ│äļĪ£ ĒÖĢņé░ ļ░Å ņäØņČ£ļÉśņ¢┤ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņŚ░ĒÖöļź╝ ņ┤łļלĒĢśĻ│Ā ĒĢŁļ│ĄĻ░ĢļÅäļź╝ Ļ░Éņåīņŗ£Ēé© Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż [31].
350 Ōäā ņØ┤ņāüņØś Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäņŚÉņä£ļŖö ĻĘĖļ”╝ 9Ļ│╝ Ļ░ÖņØ┤ ĒĢŁļ│ĄņĀÉ ņŚ░ņŗĀ (Yield Point Elongation)ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ĒĢŁļ│ĄņĀÉ ņŚ░ņŗĀņØĆ 350 Ōäā-30 ļČä Ēģ£ĒŹ╝ļ¦ü ņŗ£ ņĢĮ 0.26% ļ░£ņāØĒĢśņśĆĻ│Ā, 450 Ōäā-6ļČä Ēģ£ĒŹ╝ļ¦ü ņŗ£ 0.5%ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤ ĒśäņāüņØĆ ĒåĄņāü ĒÄśļØ╝ņØ┤ĒŖĖ ļŗ©ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ņŚ░Ļ░Ģ (Mild Steel)ņŚÉņä£ Ļ┤Ćņ░░ļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳Ļ│Ā, ĒÄśļØ╝ņØ┤ĒŖĖ Ļ▓░ņĀĢļ”Į ļé┤ Cļéś NĻ│╝ Ļ░ÖņØĆ ņ╣©ņ×ģĒśĢ Ļ│ĀņÜ® ņøÉņåī ļō▒ņŚÉ ņØśĒĢ┤ Cottrell atmosphereĻ░Ć ĒśĢņä▒ļÉśņ¢┤ ņĀäņ£äĻ░Ć Ļ│Āņ░®ļÉśņŚłļŗżĻ░Ć ĒÆĆļ”¼ļŖö Ļ▓āņØ┤ ņøÉņØĖņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [32]. ņĄ£ĻĘ╝, ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØ┤ņāü ņĪ░ņ¦üņØä Ļ░¢ļŖö Medium Mn TRIPĻ░ĢņŚÉņä£ļÅä ĒĢŁļ│ĄņĀÉ ņŚ░ņŗĀņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ļ│ĆĒśĢ ņżæ ņä▒ņ¦łņØ┤ ņāüņØ┤ĒĢ£ ļæÉ ņāüĻ░ä ļ│ĆĒśĢ ļČäĒĢĀ (Strain Partitioning)ņØ┤ ņøÉņØĖņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż [33]. ņāüļīĆņĀüņ£╝ļĪ£ ņŚ░ĒĢ£ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņśżņŖżĒģīļéśņØ┤ĒŖĖļ│┤ļŗż ļ│ĆĒśĢņØ┤ ļ©╝ņĀĆ ņŗ£ņ×æļÉśņ¢┤ ļż╝ļŹöņŖż ļ░┤ļō£ (L├╝ders band)ļź╝ ĒśĢņä▒ĒĢśĻ│Ā, ņØ┤ ļ░┤ļō£Ļ░Ć ņĀäĒīīļÉśļ®┤ņä£ ņĀäņ£äņÖĆ C ņøÉņ×ÉļōżĻ│╝ņØś ņāüĒśĖ ņ×æņÜ®ņŚÉ ņØśĒĢ┤ ĒĢŁļ│ĄņĀÉ ņŚ░ņŗĀņØä ļ░£ņāØņŗ£ĒéżĻ▓ī ļÉ£ļŗż. ĻĘĖļ”╝ 6(a)ņÖĆ Ļ░ÖņØ┤ ņŚ░ĒĢ£ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ Ļ░ĢĒĢ£ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņØ┤ņāü ņĪ░ņ¦üņØ┤ ĒśĢņä▒ļÉ£ 350 Ōäā-30 ļČä Ēģ£ĒŹ╝ļ¦üļÉ£ ņŗ£ĒÄĖņŚÉņä£ļÅä, ņØĖņן ņżæ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļ│┤ļŗż ļ©╝ņĀĆ ļ│ĆĒśĢļÉśĻĖ░ ņŗ£ņ×æĒĢśĻ│Ā ļæÉ ņāüĻ░ä ļ│ĆĒśĢ ļČäĒĢĀņØ┤ ļ░£ņāØĒĢśņŚ¼ ĒĢŁļ│ĄņĀÉ ņŚ░ņŗĀņØ┤ ņØ╝ņ¢┤ļé£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£, ĻĘĖļ”╝ 8(a)ņÖĆ Ļ░ÖņØ┤ 450 Ōäā-6 ļČä Ēģ£ĒŹ╝ļ¦ü ņŗ£ņŚÉļŖö 350 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļīĆļ╣ä ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤ ņ”ØļīĆļÉśņ¢┤ ĒĢŁļ│ĄņĀÉ ņŚ░ņŗĀņØ┤ ļŹö ļ¦ÄņØ┤ ļ░£ņāØĒĢśņśĆļŗż.
ņØĖņןĻ░ĢļÅä (TS)ļŖö ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøä ņĪ░Ļ▒┤ņŚÉņä£ 1903 MPaļĪ£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼Ļ│Ā, Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļŖö Ēģ£ĒŹ╝ļ¦ü ņŗ£ ĻĖēļף ņ¦üĒøäņØś ļåÆņØĆ ņĀäņ£ä ļ░ĆļÅäĻ░Ć Ļ░ÉņåīĒĢśņŚ¼ ņØĖņןĻ░ĢļÅäĻ░Ć ļé«ņĢäņ¦ĆĻ▓ī ļÉśĻ│Ā, Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ņāüņŖ╣ĒĢĀņłśļĪØ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ Ļ│ĀņÜ®ļÉśņ¢┤ ņ׳ļŹś C ņøÉņ×ÉĻ░Ć ņ╣©ņāü Ļ▓ĮĻ│ä ļō▒ņ£╝ļĪ£ ļŹö ĒÖ£ļ░£Ē׳ ĒÖĢņé░ ļ░Å ņäØņČ£ļÉśņ¢┤ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ C ĒĢ©ļ¤ēņØ┤ ļé«ņĢäņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [32,34]. ĒĢŁļ│Ąļ╣ä (YR)ļŖö ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøä 0.64ļĪ£ ļéśĒāĆļé¼Ļ│Ā, Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ļåÆņĢäņ¦ÉņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśņŚ¼ 450 Ōäā-6 ļČä ņĪ░Ļ▒┤ņŚÉņä£ 0.95ļĪ£ Ļ░Ćņן ļåÆņØĆ Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļŖö Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäĻ░Ć ļåÆņĢäņ¦łņłśļĪØ ņĀäņ£ä ļ░ĆļÅäĻ░Ć Ļ░ÉņåīļÉśņ¢┤ Ļ░ĆĻ│Ą Ļ▓ĮĒÖö (Work Hardening) ļ¤ēņØ┤ ņżäņ¢┤ ļōżĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [35].
ņŚ░ņŗĀņ£© (El)ņØĆ ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøäņŚÉ 5.3%ļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā, 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ĒøäņŚÉļŖö 9.4%ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. 250 Ōäā-60 ļČä Ēģ£ĒŹ╝ļ¦ü ņŗ£ņŚÉļŖö 8.5%ņØś ņŚ░ņŗĀņ£©ņØä ļéśĒāĆļé┤ņŚłĻ│Ā, 180 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļīĆļ╣ä Ļ░ÉņåīļÉ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. Lee ļō▒ņŚÉ ļö░ļź┤ļ®┤ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ Ļ░ĢņØĆ ĒŖ╣ņĀĢ Ēģ£ĒŹ╝ļ¦ü ņś©ļÅäņŚÉņä£ ņŚ░ņŗĀņ£©ņØ┤ ņĀĆĒĢśļÉśļŖöļŹ░, ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü Ļ▓ĮĻ│äņŚÉ ņ׳ļŖö ņ×öļźś ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļśÉļŖö ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ņĘ©ņä▒ņØä ņ”ØļīĆņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝Ļ│Ā ļ│┤Ļ│ĀĒĢśĻ│Ā ņ׳ļŗż [36]. 250 Ōäā-60 ļČä Ēģ£ĒŹ╝ļ¦ü ņŗ£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü Ļ▓ĮĻ│äļź╝ ļö░ļØ╝ ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ĻĖĖĻ▓ī ņäØņČ£ļÉśņŚłĻ│Ā (ĻĘĖļ”╝ 5(b)), ņØ┤ ļČĆņ£äĻ░Ć ņØĖņן ņżæ Ļ│äļ®┤ ļČäļ”¼ļź╝ ņ┤łļלĒĢśņŚ¼ ņŚ░ņŗĀņ£©ņØ┤ ņĀĆĒĢśļÉśņŚłņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. 350 Ōäā-30 ļČäĻ│╝ 450 Ōäā-6 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ļ░üĻ░ü ņŚ░ņŗĀņ£© 8.9%ņÖĆ 8.6%ļĪ£ 250 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļīĆļ╣ä ļ»ĖņåīĒĢśĻ▓ī ņāüņŖ╣ĒĢśņśĆņ£╝ļéś, 180 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļīĆļ╣ä Ļ░ÉņåīĒĢśņśĆļŗż. ĻĘĖļ”╝ 6(b) ļ░Å 8(b)ņÖĆ Ļ░ÖņØ┤ 350 ŌäāņÖĆ 450 Ōäā Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ļÅä ņ╣©ņāü Ļ▓ĮĻ│äļź╝ ļö░ļØ╝ ņä▒ņןĒĢ£ ņŗ£ļ®śĒāĆņØ┤ĒŖĖņØś ņśüĒ¢źņ£╝ļĪ£ ņØĖĒĢ┤ ņŚ░ņŗĀņ£©ņØ┤ Ļ░ÉņåīļÉśņŚłĻ│Ā, ņŚ░ņ¦ł ņāüņØĖ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśņŚłņ£╝ļéś ļé«ņØĆ ļČäņ£©ļĪ£ ņØĖĒĢ┤ ņŚ░ņŗĀņ£© ņāüņŖ╣ņŚÉ ņśüĒ¢źņØ┤ ļ»Ėļ»ĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņØĖņן ļ¼╝ņä▒ņØä ĒåĀļīĆļĪ£ ņČ®ļÅīņä▒ļŖźņØä ņśłņĖĪ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļŖö Ēæ£ 2ņÖĆ Ļ░Öļŗż. ņČ®ļÅīņä▒ļŖź ņśłņĖĪņØĆ Bouaziz ļō▒ņØ┤ ņĀ£ņĢłĒĢ£ ņŗØ (1), (2)ļź╝ ņØĖņÜ®ĒĢśņŚ¼ ņŚÉļäłņ¦Ć ĒØĪņłśļŖź (Fab)Ļ│╝ ņ╣©ņ×ģ ļ░®ņ¦ĆļŖź (Fin)ņØä Ļ│äņé░ĒĢśņśĆĻ│Ā [2], ņØĖņן Ļ│ĪņäĀņØś ļ®┤ņĀüņØä Ļ│äņé░ĒĢśņŚ¼ ņØĖņä▒ (Toughness)ņØä ļ╣äĻĄÉĒĢśņśĆļŗż.
ņ£ä ņŗØņŚÉņä£ k1, k2ļŖö Ļ░ü ļ╣äļĪĆņāüņłś, TSļŖö ņØĖņןĻ░ĢļÅä, tļŖö Ļ░ĢĒīÉ ļæÉĻ╗ś, ĻĘĖļ”¼Ļ│Ā YSļŖö ĒĢŁļ│ĄĻ░ĢļÅäļź╝ ņØśļ»ĖĒĢ£ļŗż. ņŗØ (1)Ļ│╝ (2)ņŚÉ ļö░ļź┤ļ®┤ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØĆ ņØĖņןĻ░ĢļÅäņØś ņĀ£Ļ│▒ĻĘ╝ņŚÉ ļ╣äļĪĆĒĢśĻ│Ā, ņ╣©ņ×ģ ļ░®ņ¦ĆļŖźņØĆ ĒĢŁļ│ĄĻ░ĢļÅäņØś ņĀ£Ļ│▒ĻĘ╝ņŚÉ ļ╣äļĪĆĒĢ£ļŗż. ļÅÖņØ╝ ļæÉĻ╗ś ĻĖ░ņżĆņ£╝ļĪ£ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØĆ ĒĢ½ņŖżĒā¼ĒĢæ ņ¦üĒøä ņĪ░Ļ▒┤ņŚÉņä£ ņĢĮ 43.62 ┬Ę k1ļĪ£ Ļ░Ćņן ņÜ░ņłśĒĢśņśĆĻ│Ā, 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ 41.86 ┬Ę k1ļĪ£ ĻĘĖ ļŗżņØīņ£╝ļĪ£ ņÜ░ņłśĒĢśņśĆņ£╝ļ®░ ļæÉ Ļ░ÆņØś ņ░©ņØ┤ļŖö ņĢĮ 4.0% ņłśņżĆņØ┤ņŚłļŗż. ņ╣©ņ×ģ ļ░®ņ¦ĆļŖźņØĆ 180 Ōäā-120ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ 38.01 ┬Ę k2ļĪ£ Ļ░Ćņן ņÜ░ņłśĒĢśņśĆĻ│Ā, 250 Ōäā-60 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ ĻĘĖ ļŗżņØīņ£╝ļĪ£ ņÜ░ņłśĒĢśņśĆļŗż. ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØ┤ Ļ░Ćņן ņÜ░ņłśĒ¢łļŹś ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņ¦üĒøä ņĪ░Ļ▒┤ņØĆ ļé«ņØĆ ĒĢŁļ│ĄĻ░ĢļÅäļĪ£ ņØĖĒĢ┤ ņ╣©ņ×ģ ļ░®ņ¦ĆļŖźņØ┤ Ļ░Ćņן ņŚ┤ņ£äĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼Ļ│Ā, 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ ļīĆļ╣ä ņĢĮ 8.5% ņŚ┤ņ£äĒĢśņśĆļŗż. ņØĖņä▒ņØĆ 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ 14,972 MPa┬Ę%ļĪ£ Ļ░Ćņן ņÜ░ņłśĒĢśņśĆĻ│Ā, 250 Ōäā-60 ļČä ņĪ░Ļ▒┤ņŚÉņä£ 12,254 MPa┬Ę%ļĪ£ ĻĘĖ ļŗżņØīņ£╝ļĪ£ ņÜ░ņłśĒĢśņśĆņ£╝ļ®░ ņĢĮ 18.2%ņØś ņ░©ņØ┤ļź╝ ļ│┤ņśĆļŗż. ņ£ä ņäĖ Ļ░Ćņ¦Ć ņČ®ļÅīņä▒ļŖź ņ¦Ćņłś Ļ│äņé░ Ļ▓░Ļ│╝ 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ Ļ░Ćņן ņÜ░ņłśĒĢ£ ņČ®ļÅīņä▒ļŖźņØä ļéśĒāĆļé╝ Ļ▓āņ£╝ļĪ£ ņśłņĖĪļÉśņŚłļŗż.
ĻĘĖļ”╝ 10ņØĆ ņČ®ļÅīņä▒ļŖź ņśłņĖĪĻ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ 180 Ōäā-120ļČä Ēģ£ĒŹ╝ļ¦üļÉ£ 30MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öĻ│╝ Ēśäņ×¼ ļŗżņłś ņ░©ļ¤ēņŚÉ ņĀüņÜ® ņżæņØĖ 22MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öņØś ļéÖĒĢś ņČ®ļÅīņŗ£ĒŚś ĒÅēĻ░Ć Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ĻĖ░ņĪ┤ 22MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öņØś Ļ▓ĮņÜ░ 25.4 kNņØś ņĄ£ļīĆ ļ░śļĀźĻ│╝ 117.7 mmņØś ņĄ£ļīĆ ļ│ĆĒśĢļ¤ēņØä ļéśĒāĆļé┤ņŚłĻ│Ā, 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦üļÉ£ 30MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öņØĆ 29.7 kNņØś ņĄ£ļīĆ ļ░śļĀźĻ│╝ 91.1 mmņØś ņĄ£ļīĆ ļ│ĆĒśĢļ¤ēņØä ļéśĒāĆļé┤ņŚłļŗż. Ēģ£ĒŹ╝ļ¦üļÉ£ 30MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣ö ņĀüņÜ® ņŗ£ ņĄ£ļīĆ ļ░śļĀźņØĆ ņĢĮ 17% ņāüņŖ╣ĒĢśņśĆĻ│Ā, ņĄ£ļīĆ ļ│ĆĒśĢļ¤ēņØĆ ņĢĮ 23% Ļ░ÉņåīĒĢśņśĆļŗż. ļśÉĒĢ£, Ēģ£ĒŹ╝ļ¦üļÉ£ 30MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öņØś Ļ▓ĮņÜ░ ņóīĻĄ┤ ņŚåņØ┤ ĻĘĀņØ╝ĒĢśĻ▓ī ļ│ĆĒśĢļÉśņŚłņ¦Ćļ¦ī, 22MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣öņØĆ ņĢĮ 66.4 mm ļ│ĆĒśĢ ņŗ£ņĀÉņŚÉņä£ ņóīĻĄ┤ņØ┤ ļ░£ņāØĒĢśņŚ¼ ļ░śļĀźņØ┤ Ļ░ÉņåīĒĢśĻ│Ā ļ│ĆĒśĢļ¤ēņØ┤ ņ”ØļīĆļÉśņŚłļŗż (ĻĘĖļ”╝ 11 (a), (b)).
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö FeŌĆō0.29CŌĆō1.29MnŌĆō0.21SiŌĆō0.004BņØś ņä▒ļČäņØä Ļ░¢ļŖö 30MnB5 ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢņØś Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü, ņØĖņןļ¼╝ņä▒, ĻĘĖļ”¼Ļ│Ā ņČ®ļÅīņä▒ļŖźņŚÉ ļīĆĒĢ£ ņłśĒ¢ēĒĢśņśĆĻ│Ā ņĢäļלņÖĆ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
(1) ĒĢ½ņŖżĒā¼ĒĢæ ņĀäņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ĒÄäļØ╝ņØ┤ĒŖĖļĪ£ ĻĄ¼ņä▒ļÉśņŚłĻ│Ā, ĒĢ½ņŖżĒā¼ĒĢæ ĒøäņŚÉļŖö ņäØņČ£ļ¼╝ņØ┤ ņŚåļŖö ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļŗ©ņāü ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļé┤ņŚłļŗż.
(2) Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ Ļ▓░Ļ│╝ 180 Ōäā-120ļČä Ēģ£ĒŹ╝ļ¦ü ņŗ£ ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ņŚÉ ļéśļģĖ ļŗ©ņ£äņØś ╬Ą-ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉśņŚłĻ│Ā, 250 Ōäā ņØ┤ņāüņØś Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņŗ£ļ®śĒāĆņØ┤ĒŖĖĻ░Ć ╬▒ŌĆ▓-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņ╣©ņāü ļé┤ļČĆņÖĆ Ļ▓ĮĻ│äļź╝ ļö░ļØ╝ ņäØņČ£ļÉśņŚłļŗż. 350 Ōäā ņØ┤ņāüņØś Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ļŖö ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśņŚłĻ│Ā, 450 ŌäāņŚÉņä£ Ēģ£ĒŹ╝ļ¦ü ņŗ£ ╬▒-ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż.
(3) ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ ņØĖņןĻ░ĢļÅäļŖö ĒĢ½ņŖżĒā¼ĒĢæ ņ¦üĒøä ņĪ░Ļ▒┤ņŚÉņä£ Ļ░Ćņן ļåÆņØĆ Ļ░ÆņØä ļéśĒāĆļāłņ£╝ļéś, ĒĢŁļ│ĄĻ░ĢļÅä ļ░Å ņŚ░ņŗĀņ£©ņØĆ 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņŚÉņä£ Ļ░Ćņן ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņØĖņןļ¼╝ņä▒ņØä ĒåĀļīĆļĪ£ ņŚÉļäłņ¦Ć ĒØĪņłśļŖź, ņ╣©ņ×ģ ļ░®ņ¦ĆļŖź, ĻĘĖļ”¼Ļ│Ā ņØĖņä▒ņØä Ļ│äņé░ĒĢ£ Ļ▓░Ļ│╝ ņāüĻĖ░ ņĪ░Ļ▒┤ ņżæ 180 Ōäā-120 ļČä ņĪ░Ļ▒┤ņŚÉņä£ Ļ░Ćņן ņÜ░ņłśĒĢśņśĆļŗż.
(4) 180 Ōäā-120 ļČä Ēģ£ĒŹ╝ļ¦ü ņĪ░Ļ▒┤ņØ┤ ņĀüņÜ®ļÉ£ 30MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣ö ņČ®ļÅīĒÅēĻ░Ć Ļ▓░Ļ│╝, ĻĖ░ņĪ┤ ņ¢æņé░ ņżæņØĖ 22MnB5 ļÅäņ¢┤ ņ×äĒī®ĒŖĖļ╣ö ļīĆļ╣ä ņĄ£ļīĆ ļ░śļĀźņØ┤ 17% Ē¢źņāüļÉśņŚłĻ│Ā ņĄ£ļīĆ ļ│ĆĒśĢļ¤ēņØ┤ 23% Ļ░ÉņåīĒĢśņŚ¼ ļø░ņ¢┤ļé£ ņČ®ļÅī ņä▒ļŖź ļéśĒāĆļé┤ņŚłļŗż.