Al-Si-Mg합금에서 Mg함량과 주조응고 후 냉각속도가 T5 처리시 기계적 특성에 미치는 영향
Effect of Mg Content and Cooling Rate After Solidification on the Mechanical Properties of T5-treated Al-Si-Mg Alloy
Article information
Trans Abstract
The effects of Mg content and cooling rate on the T5 treatment of Al-Si-Mg alloys have been investigated using Avrami kinetics and transmission electron microscopy. The alloys were super-heated at 800 °C for 1 hr followed by degassing treatment at 720 °C for 15 min, and poured into a metallic mold preheated to 250 °C. The as-cast alloys were then T5-treated at a temperature of 190 °C. As the Mg content and/or cooling rate increased, the strength of the T5-treated alloys increased while the elongation decreased over the entire aging time. However, some T5 treatment conditions were effective to at enhancinge elongation as well as strength. The alloy with low Mg content showed excellent elongation in the early stage of aging. B, but as the aging time increased, h. However, the elongation decreased rapidly so that there was showed no significant difference from with the alloy with high Mg content in the over-aging stage. This was due to a coarse and agglomerated precipitate structure, which were likely to be formed by the rapid precipitation and agglomeration of the β′ phase. The alloy with a high cooling rate exhibited superior strength with similar elongation over the entire aging time compared to the slowly cooled alloy. The reason for the decrease in strength for in the slowly cooled alloy was attributed to the coarsening of precipitates and suppression of the formation of fine precipitates during cooling.
1. 서 론
지구온난화로 인해 전세계적으로 CO2 배출을 억제하기 위한 노력이 지속되고 있으며, 이런 추세에 맞춰 자동차 경량화를 위한 알루미늄합금 부품의 개발이 활발하게 이루어지고 있다. 주조용 Al-Si-Mg 합금은 자동차에서 주로 복잡한 형상의 부품이나 전신재 합금간의 연결부위를 구성하는 소재로 사용된다[1].
Al-Si-Mg계 합금은 시효경화형 합금으로 용체화처리후 시효처리를 실시하는 T6 열처리를 하는데, 일반적인 시효 거동은 아래와 같이 알려져 있다[2].
Super saturated solid solution → atomic clusters → GP zones → β″ → β′, U1, U2, B′ → β, Si
시효처리시 기지에 분포하고 있는 용질원자와 공공이 시효 초기에 클러스터 또는 GP zone을 형성하게된다. Al-Si-Mg 계에서 클러스터는 Mg-Mg, Si-Si, Mg-Si의 3가지 형태로 발생할 수 있으며 이들은 기지와 각각 다음과 같은 특성을 가지는 것으로 보고되었다 [3]. (i) 구형의 형상을 가지며 특정한 정벽면을 가지지 않는 cluster 1, (ii) rod 형상을 가지며 {111} 면을 정벽면으로 가지는 cluster 2 그리고 (iii) rod 형상을 가지며 {110} 면을 정벽면으로 가지는 cluster 3. 클러스터는 Al 기지와 완전히 동일한 결정구조를 가지지만 용질원자와 Al 원자의 크기 차이로 인해 클러스터 표면에 전위를 발생시키고 국부적인 변형을 발생시켜 강도를 증가시킬 수 있다. GP zone은 Al 기지와 다른 결정구조를 가지기 시작하며 Al 기지와 정합관계를 가지지만 클러스터와 마찬가지로 용질원자와 Al 원자의 크기 차이로 인해 전위의 이동이 어려워져 강도가 증가한다. 시효가 지속되면 단사정계 구조를 가지는 바늘형태의 β″ 정합 석출물이 형성되고 이는 Al-Si-Mg 합금계의 경도를 향상시키는 가장 효과적인 강화 석출물로 알려져 있다. 이후 과시효 단계에서 β′, U1, U2, B′ 상으로 변태하는 과정에서 정합성을 잃게 됨과 동시에 석출상의 크기가 조대화하면서 강도가 감소하기 시작한다. 시효 마지막 단계에서는 평형상인 β 상으로 상변태하고 모든 계면이 부정합이 되어 전위 이동을 방해하기 어려워지기 때문에 강도가 크게 감소한다. 클러스터에서 평형상인 β 상으로 상변태 하기까지 과정은 석출물에서의 Si함량이 지속적으로 감소하는 것으로 보고된 바 있으며, 이로 인해 β상 형성과 함께 Si 상이 미세하게 석출될 수 있다[4].
최근, 자동차 부품은 형상이 복잡해지고 대형화되는 추세에 있다. Al-Si-Mg계 합금은 T6 열처리 후 우수한 기계적 특성을 나타내지만, 용체화 처리 후 급랭시에 발생하는 뒤틀림 현상으로 인해 복잡한 형상의 대형부품에 적용하는 데 어려움이 있다. 따라서, 최근에는 용체화처리를 생략하고 시효처리만 실시하는 T5 열처리에 대한 관심이 고조되고 있다[5]. T5 처리는 용체화처리 공정을 생략하지만 주조 직후 기지에 분포하는 용질은 위에서 언급한 바와 동일한 시효과정을 거쳐 Al-Si-Mg 합금을 강화할 수 있으며, 용체화처리에 사용되는 높은 에너지를 절약함으로써 경제성을 높이면서도 형상이 복잡하고 커다란 자동차 부품의 뒤틀림 현상을 효과적으로 방지할 수 있는 장점이 있다. 하지만, 용체화처리 공정이 생략되어, 연성향상에 필수적인 공정 Si 구상화 효과를 얻을 수 없으며, 용질원소의 낮은 고용도로 인해 시효경화성이 저하되어 T6 열처리한 합금 대비 기계적 특성이 상대적으로 열악하다는 단점이 있다[6-8].
한편, Al-Si-Mg 계 합금에서 응고속도 제어 [9,10], 초음파 용탕처리[11,12], 접종제 첨가[13,14], 첨가원소 함량 제어[15], 과열처리[16-19] 등과 같은 다양한 공정들을 접목하여 기계적 특성을 향상시키고자 하는 시도들이 꾸준히 이루어져 왔다. 이중에서 과열처리는 강도와 연성을 동시에 향상시킬 수 있는 잠재력을 가진다. 과열처리는 과공정합금에서의 초정 Si상의 형상을 불규칙한 형태에서 팔면체 형태로 개선함과 동시에 미세화시키는 효과를 가지고 있으며[20], Mg2Si의 스켈레톤 구조를 다각형 모양으로 개선하는 것으로 알려져 있다[21]. T5 처리된 Al-Si-Mg 합금은 T6 처리한 합금 대비 기계적 특성이 다소 열악한데, 과열처리는 이를 보완할 수 있는 방법의 하나이다[22].
Al-Si-Mg 계 합금에서 T6 처리시 Mg 함량[23], 용체화처리 후의 냉각 방법 [24,25] 등에 따라 잇따른 시효처리시의 석출 거동이 달라지며, 이에 따라 기계적 특성이 달라지는 것으로 보고되어 있다. 하지만, T6 처리된 합금에서의 Mg함량 및 냉각 방법에 따른 기계적 특성에 대한 연구는 많이 보고되어 있는 반면, T5 처리시 이들이 기계적특성에 미치는 영향에 대한 연구는 아직까지 부족하다. T5 처리는 시효경화에 기여할 수 있는 용질원소의 양이 T6처리에 비하여 낮은데, T5 처리시의 기계적 특성을 향상시키기 위해서는 Mg 함량, 주조 후의 냉각 방법 등에 대한 검토가 필요하다. 따라서 본 연구에서는 통상적인 온도보다 높은 800 °C의 온도에서 용탕을 유지하여 제조된 Al-Si-Mg 합금에 대하여, Mg함량과 주조 후의 냉각속도가 T5처리시 기계적 특성에 미치는 영향을 살펴보고자 하였다.
2. 실험 방법
10 kg의 A356.2 합금 및 순수 마그네슘을 사용하여 Mg 함량이 각각 0.45 wt% 및 0.65 wt%인 Al-Si-Mg 합금을 제조하였다. 전기저항로에서 용탕을 800~820 °C로 가열하여 한 시간 유지한 후, 이를 다시 720~730 °C로 온도를 내려 이 온도에서 GBF (gas bubbling filtration) 장치를 사용하여 Ar 가스로 15분간 탈가스를 처리를 실시하였다. 15분간 용탕을 진정시킨 후, 250 °C로 예열된 구리금형 (200 × 40 × 60 mm3, 두께 15 mm)에 용탕을 주입하였다.
제조된 주괴를 금형내에서 유지하며 주괴의 온도가 350 °C에 도달하면 상온까지 공랭 또는 수냉을 실시하여 냉각속도를 조절하였다. 합금 조성 및 냉각조건을 표 1에 기재하였다. 주조된 각각의 합금들은 별도의 용체화처리 없이 190 °C에서 인공시효를 실시하는 T5처리를 하였다.
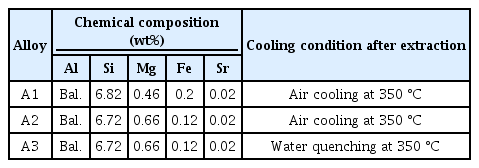
Chemical compositions measured by inductively coupled plasma optical emission spectroscopy (ICP-OES) and cooling condition of the Al-Si-Mg alloys used in this study.
제조된 합금들에 대하여 광학현미경 (OM, Nikon, MA200) 과 투과전자현미경 (TEM, JEOL, JEM-2100F)을 이용하여 미세조직을 관찰하였다. TEM 시편의 제작은 집속이온빔 (Thermo Fisher Scientific, Scios2) 장비를 이용해 수행하였다. 각 합금들의 시효 거동을 조사하기 위해 비커스 경도 (Mitutoyo corporation, HM200) 와 전기전도도 (Fischer Technology, Sigmascope SMP10) 를 측정하였다. ASTM-E8 규격으로 인장시편을 제작하여 만능재료시험기 (Instron, Instron 4206) 를 이용하여 인장시험을 실시하였고, 각 조건에서 3회 시험하였다.
3. 결과 및 고찰
3.1 인장특성
그림 1은 A1, A2, A3 합금들의 T5 시효시간별 항복강도, 연신율을 나타낸다. 그림 1a의 항복강도그래프로부터 Mg함량이 증가할수록, 냉각속도가 빠를수록 모든 시효조건에서 항복강도가 증가함이 확인되었다. 시효시간에 따른 연신율 변화를 나타내는 그림 1b에서 모든 합금의 연신율은 항복강도에 대체로 반비례하는 경향을 보였으나 높은 강도와 연신율이 일부 T5 조건에서 발견되었다. 먼저 시효 전구간에서 A2 합금은 A1 합금보다 10 MPa 내외로 높은 항복강도를 가졌다. 그러나 연신율의 경우 초기시효 구간 (2시간~6시간)에서 A1 합금이 높은 연신율을 보이다가 과시효 단계 (12시간)에 접어들면서 연신율이 급격히 감소하여 A2 합금과 비슷한 연신율을 보였다. A1 합금이 과시효단계에서도 더 낮은 항복강도를 가졌기 때문에 T5처리된 Al-Si-Mg 합금의 Mg함량을 높임으로써 과시효단계에서 우수한 강도와 연성을 동시에 확보할 수 있는 것으로 확인되었다. 반대로 Al-Si-Mg 합금의 Mg함량을 낮춤으로써 초기시효에서 피크시효까지의 연신율 하락을 효과적으로 방지하고 고강도를 유지할 수 있음을 의미한다. Mg함량이 A2 합금과 동일한 A3 합금도 A2 합금과 비슷한 연신율 변화 경향을 가지는 것은 위의 결과를 뒷받침한다. 냉각방식이 다른 A2와 A3 합금간의 연신율 차이는 시효 전구간에서 큰 차이를 보이지 않았지만, A3 합금이 시효전구간에서 A2 합금보다 20 MPa 이상의 높은 항복강도를 보였기 때문에 높은 냉각속도는 T5 처리된 Al-Si-Mg 합금에서 연신율 하락을 방지하면서 높은 강도를 가지게 할 수 있음을 확인하였다.

(a) Yield strength and (b) elongation changes during T5 treatment of A1, A2 and A3 alloys.
3.2 미세조직
그림 1에서 보이는 연신율 변화 경향을 규명하기 위해 광학현미경을 이용하여 각 합금의 주조 상태 미세조직을 관찰하였다 (그림 2). Mg함량과 냉각속도 차이에 상관없이 세 합금 모두 α-Al 수지상 조직과 공정 Si, 그리고 Mg2Si, β-Al5FeSi, п-Al8FeMg3Si6 이 관찰되었는데, 형성되는 정출상 종류에 큰 차이가 없었다. 2차 수지상 간격은 Mg함량이 증가할 때 (A1→A2), 다소 증가하는 경향이 있었지만 역시 오차범위 이내로 큰 차이를 보이지 않았으며, A3 합금은 A2 합금과 거시적인 미세조직에서 큰 차이를 보이지 않았다.

Optical micrographs of A1, A2, A3 alloys
3.3 시효석출 거동
Mg함량과 주조후 냉각속도가 정출물이나 수지상 간격과 같은 거시적 미세조직 인자에 미치는 영향이 적었기 때문에 미시적인 관점에서 접근하기 위하여 전기전도도를 측정하고 석출 거동을 분석하였다. 그림 3은 각 합금의 시효시간에 따른 전기전도도와 석출물 변태의 Avrami plot을 나타낸다. 그림 3a에서 A1의 전기전도도 변화는 A2와 A3보다 항상 높게 측정되어 두 합금 간의 항복강도와 연신율 차이에 상응하는 경향을 보였다. 반면 A2 합금은 초기시효단계에서 A3 합금보다 높은 전기전도도를 보이지만 1시간의 시효 이후로 낮은 전기전도도 증가 기울기를 보여 3시간의 시효 이후에는 A3 합금보다 낮은 전기전도도를 가졌다. 이는 A2 합금과 A3 합금의 연신율이 과시효단계로 접어들면서 역전되는 경향과 비슷하지만 연신율이 높을 때 전기전도도는 상대적으로 낮은 값을 보인다는 점에서 조금 달랐다. 그림 3a에서 측정된 전기전도도 변화를 이용하여 석출물 변태 분율의 Avrami kinetic을 계산하였다. Avrami plot을 이용한 석출거동은 석출물이 용질을 소모하면서 형성되어 전기전도도를 증가시키는 현상을 이용하여 계산될 수 있다. 따라서 특정시간 t에서 변태된 석출물의 분율은 다음과 같이 나타낼 수 있다[26,27].
(a) Electrical conductivity and (b) Avrami plots for transformed precipitate fractions of A1, A2 and A3 alloys
여기서 f(t) 는 석출물 변태분율, σ는 전기전도도를 나타내며, 전기전도도 에 있는 첨자들 0, t 및 max는 각각 초기, t 및 석출이 종료되었을 때의 시간을 나타낸다. σmax는 본 저자들이 별도로 수행한 연구에서 측정된 값을 사용하였으며[10], 해당연구에서 냉각속도가 σmax에 크게 영향을 미치지 못했고, 0.3 wt%정도의 Mg함량차이 또한 문헌 [28]을 참고하여 σmax값을 크게 변화시키지 않을것이라는 가정하에 3개 합금에 대한 σmax를 도출하였다. 위의 Avrami 수식을 이용해 추정된 석출물 변태 분율은 다음과 같이 나타낼 수 있다.
여기서 k와 n은 Avrami 상수이다. 그림 3b는 Avrami식을 이용해 계산된 석출물 변태 거동을 나타낸 그래프이다. 석출물 변태 거동은 세 단계로 나눌 수 있는데, 첫번째 단계는 용질의 클러스터 형성 단계이며 두번째는 석출물의 형성 및 성장 그리고 마지막 단계는 석출물 조대화 단계이다. 시효 초기 클러스터 형성 단계에서 A1 합금은 변태된 석출물 분율이 비교적 낮았지만 과시효단계까지 높은 석출 속도를 보여 조대화 단계에 가장 빨리 진입하였다. 이는 초기에 높았던 A1 합금의 연신율의 급격한 감소와 시효 전체 기간 동안의 낮은 강도를 설명하는 주요 원인으로 생각된다. 또한 A1 합금은 초기시효 단계에서 클러스터 형성 단계를 구분할 수 있는 뚜렷한 기울기 변화를 보이지 않았는데 이는 클러스터 형성 단계가 A2 및 A3 합금보다 빠르게 종료되어 전기전도도의 제일 낮은 측정시간인 30분 이전에 클러스터링 단계가 종료되었음을 의미한다. 그러나 조대화 단계는 시효 4시간 이후로 명확하게 확인될 수 있었다. 반면 A2 및 A3 합금은 클러스터 형성 단계를 명확히 확인할 수 있었던 대신 조대화 단계를 확인할 수 없었으므로, 낮은 Mg 함량이 상대적으로 석출물 크기를 조대화 시키는 경향이 있는 것으로 판단된다. 또한 A2와 A3 합금의 Avrami 그래프를 비교해보면 연신율과 마찬가지로 두 합금의 그래프가 교차하는 지점이 발생하였다. 즉, 수냉되어 냉각속도가 빠른 A3 합금은 A2보다 느린 클러스터 형성 속도를 가지지만 이후에 발생하는 석출물의 형성 및 성장이 빨라서 과시효단계에서 석출물 분율이 더 높았다. 이는 그림 1b에서 A2 합금 대비 A3 합금의 과시효 단계 연신율 저하가 느린 클러스터 형성과 석출물의 빠른 성장속도로 인한 결과임을 암시한다.
Avrami식에서 유추한 석출거동을 분석하기 위해 명시야상 (BF) 및 고분해능 투과전자현미경 (HRTEM) 분석을 수행하였다. 그림 4(a-d)와 그림 4(e-h)는 각각 190 °C에서 12시간 동안 T5시효 처리된 A1 합금과 A2 합금의 TEM 이미지를 나타낸다. 그림 4a와 그림 4e의 BF 이미지를 비교했을 때 석출물 크기는 두 합금에서 큰 차이를 보이지 않았다. 그러나 그림 4(b-d)와 그림 4(f-h)의 HRTEM 이미지들은 Mg 함량의 변화가 석출거동을 다소 다르게 변화시키는 것을 보인다. 그림 4(b-d)의 이미지들을 통해 12시간의 과시효 단계에서 A1 합금이 주로 Mg-Si계 석출상으로부터 분리된 Si 단일 석출상과 β′ 상으로 이루어져 있고 Al-Si-Mg 합금의 주강화상인 β′′ 상은 거의 존재하지 않음을 확인하였다. 이로 인해 과시효 단계에서 Al-Si-Mg 합금의 경도가 감소한 것으로 추정되며, 이는[29-32]의 보고와 일치한다. A1 합금의 TEM 이미지에서 주목할 만한 점은 서로 다른 {100} 정벽면을 가지는 β′ 상이 응집하여 발생하는 것이 확인되었다는 것이다. 그림 4b는 두 개의 서로 다른 방위를 가지는 β′ 상 응집현상의 초기단계를 보인다. 서로 다른 방위의 경계를 나타내는 그림 4b의 점선을 기준으로 β′이 서로 다른 방향으로 성장하고 있는 것을 β′ 상의 고속 푸리에 변환 (FFT) 이미지에서 확인할 수 있다. 그림 4(c,d)는 응집된 β′ 상이 각각 수직된 방향으로 성장하여 비대칭적이고 거대한 β′ 구조를 형성하는 것을 보인다. 반면 A2 합금은 그림 4(f-h)에서 보이는 것과 같이 과시효 단계에서 미세한 β′′ 상이 넓은 영역에 잔존하여 있었고 연신율을 저하시킬 수 있는 비교적 조대한 β′ 또는 B′상이 일부 존재하긴 했지만 A1 합금과 같은 응집현상이 훨씬 적게 발견되어 미세한 석출물 구조를 가지고 있었다[33].
BF and HRTEM images of (a-d) A1 and (e-h) A2 alloys aged at 190 °C during 12 h
위와 같은 TEM 분석결과와 Avrami 식을 이용해 유추한 석출속도에 대한 내용을 통해 A1 합금이 클러스터 형성 이후 단계에서 A2 합금보다 빠른 석출 거동을 보이고 β′ 상의 응집 거동으로 인해 연신율이 크게 감소하는 것을 추론할 수 있다. Al-Mg-Si계 합금에서 Si-rich 클러스터가 국부적인 변형영역이나 공공에 대한 높은 친화도로 인해 시효초기 우선적으로 형성된 이후 클러스터의 Mg함량이 지속적으로 증가한다는 연구결과[4,34]는 Mg함량이 적은 A1 합금이 Si-Si 클러스터 형성 이후에 Mg-enrichment가 비교적 천천히 발생하여 Mg-Si 공동클러스터 형성이 지연됨을 설명한다. 그러나 클러스터 단계 극초반에는 낮은 Mg함량으로 인하여 Mg-Mg 클러스터의 형성속도 또한 지연되기 때문에 낮은 클러스터 형성 속도를 보이는 것으로 생각된다. 다만 A1 합금의 연신율을 크게 악화시키는데 큰 역할을 한 것으로 추정되는 β′ 상의 응집은 클러스터 형성 및 강화 석출상으로의 상변태가 지연되었기 때문으로 추정할 수 있다. Al-Mg-Si 합금에서 Mg/Si 비율에 따라 준안정한 클러스터의 응집 거동이 변할 수 있으며 이로 인해 연신된 석출물 구조를 크게 바꿀 수 있다는 보고[35]는 본 연구에서 발견된 β′ 상의 응집을 설명한다. 다만 Mg 함량이 시효 석출 속도에 미치는 영향은 논쟁이 있어 추가적인 연구가 필요할 것으로 생각된다[36,37].
A3 합금이 어떻게 T5 시효 전체시간 동안 A2 합금과 비슷한 연신율을 유지하면서 높은 강도를 유지할 수 있는지를 조사하기 위해서 TEM 분석을 수행하였다. 그림 5는 각각 190 °C에서 2시간 동안 T5 시효 처리된 A2 합금과 A3 합금의 TEM 분석 결과를 나타낸다. 그림 5a와 5c의 BF 이미지는 두 합금의 미세조직 모두 냉각중에 형성된 10 nm 내외의 비교적 조대한 석출물들과 인공시효 중 형성된 2~3 nm 정도의 작은 클러스터 또는 β″ 및 β′의 석출물들로 구성되어 있음을 나타낸다. 이중 10 nm 내외의 크기를 갖는 석출물들은 수냉된 합금인 A3 합금에서 더 미세한 경향을 나타내었으며
BF and HRTEM images of (a,b) A2 and (c,d) A3 alloys aged at 190 °C during 2 h. Red arrows in the BF images indicate fine clusters and precipitates.
이는 빠른 냉각속도가 냉각중에 형성되는 석출물의 성장을 효율적으로 방지할 수 있었음을 의미한다.반면 그림 5b와 5d에서 확인할 수 있듯이 클러스터 또는 β′′ 상들의 크기의 경우 두 합금이 큰 차이를 보이지 않았는데 이로 인해 TEM 분석결과가 인공시효 2시간에서 A3 합금의 석출분율이 다소 낮음을 보인 Avrami plot의 결과와 일치함을 확인하였다. 즉, A2 합금의 경우 느린 냉각속도로 인해 냉각 도중 석출물의 조대화가 발생하여 석출분율은 초기시효 단계에서 A3 합금 대비 높았지만 연신율과 강도 모두에 악영향을 미쳤음을 알 수 있다. 반면 A3 합금은 냉각중에 형성된 석출물의 크기가 비교적 작고 시효경화를 발생시킬 수 있는 용질의 양이 A2 합금보다 많으므로 석출속도가 A2 합금 대비 높았고 이에 과시효 단계에서 석출물들의 크기분포가 비교적 균일하고 석출분율을 가질 수 있었던 것으로 판단된다. 따라서 시효 전구간에서 높은 강도를 유지함과 동시에 연신율을 유지할 수 있었던 것으로 보인다.
5. 결 론
800~820 °C에서 과열처리된 Al-Si-Mg 합금에서 Mg 함량과 주조 이후 냉각속도를 달리하여 시편을 제조하고, T5 시효 처리시간에 따라 기계적 특성 및 미세조직적 특성을 분석하여 다음과 같은 결론을 얻었다.
1. 800~820 °C에서 용탕처리된 Al-Si-Mg 합금은 Mg 함량이 증가하고 냉각속도가 높을 때 190 °C의 온도에서 T5 시효중 시효시간에 관계없이 항상 강도가 증가하였다.
2. Mg 함량이 낮은 A1합금은 시효초기에는 우수한 연신율을 보였지만, 시효가 지속됨에 따라 연신율이 급격히 감소하여 과시효 단계에서는 Mg 함량이 높은 합금과 큰 차이를 보이지 않았다. 또한, Mg함량이 높은 A2합금 대비 시효초기 클러스터 형성단계에서 석출물 형성 및 성장 단계로 빠르게 전환한 대신 시효초기 석출분율이 낮았고 이후 석출속도가 매우 빨랐다. 때문에 비교적 조대한 β′ 구조를 가지게 되어 연신율이 급격히 저하한 것으로 분석되었다. β′ 상의 응집은 Mg함량이 낮을 때 클러스터 형성 및 강화 석출상으로의 상변태가 지연되었기 때문으로 추정된다.
3. 냉각속도가 빠른 A3합금은 냉각속도가 느린 합금 대비 시효기간 내내 높은 강도를 유지함과 동시에 우수한 연신율을 보여 과열처리된 T5 합금의 기계적특성을 효율적으로 높일 수 있는 것으로 조사되었다. 냉각속도가 느릴 때 발생하는 낮은 연신율은 냉각중 형성되는 석출물들이 조대하게 형성됨과 동시에 시효경화능이 감소하여 시효속도가 느리기 때문에 발생한 것으로 판단된다.
4. 결과적으로 과열처리된 Al-Si-Mg 합금의 우수한 강도와 연신율을 얻기 위해서는 주조 이후 냉각속도를 높이는 반면, 사용할 시효조건에 따라 Mg 함량을 적절하게 조절해야 함을 제안할 수 있다.
Acknowledgements
본 연구는 산업통상자원부 산업기술혁신사업 (과제번호 20012145 및 과제번호 20016403)의 지원으로 수행되었으며, 이에 감사드립니다.