실리카 나노입자의 분산도가 주형의 항절강도에 미치는 영향
Effect of Silica Nanoparticle Dispersion on Flexural Strength of Sand Mold with Sodium Silicate Binder
Article information
Trans Abstract
Sodium silicate solutions are used as an eco-friendly binder in the casting process. However, the strength of sand molds using the sodium silicate solutions is reduced because of their low humidity resistance. In this study, silica nanoparticles were added to a sodium silicate solution with a constant SiO2/Na2O ratio to improve the humidity resistance of the inorganic binder. The effects of the dissolution times and particle size of the silica on the flexural strength of the molds was also investigated. The physiochemical properties of the inorganic binders were characterized by viscometer, Fourier transform infrared spectroscopy (FT-IR), thermogravimetric analysis (TGA) and scanning electron microscope (SEM). Sand molds for the flexural strength test were prepared by mixing artificial sand and inorganic binders. The addition of silica nanoparticles reduced the viscosity and water evaporation rate of the inorganic binders and improved the humidity resistance of the molds due to an increase in the SiO2/Na2O ratio. The flexural strength of the molds increased as the size of the silica nanoparticles increased, due to formation of discrete silica aggregates with high surface area. However, as the dissolution times of the silica nanoparticles increased, the strength of the molds decreased due to an enhanced Q2/Q3 ratio. Therefore, we suggest that the addition of silica nanoparticles will improve the humidity resistance of molds, and that varying the particle size and dissolution time of the silica nanoparticles affects the strength of the molds.
1. 서 론
주조는 금속을 용융 시킨 뒤 일정한 모양의 틀에 부어 굳혀 원하는 모양의 금속제품을 가공하는 방법으로, 금속 표면을 가공하여 제작하는 방법에 비해 입체적이고 세밀한 형상을 만드는데 용이하다. 주조산업은 자동차산업 및 조선업에 필요한 기초적인 제조품에서부터 복잡한 형상의 부품까지 대량생산이 가능하므로 뿌리기술 또는 뿌리산업이라고 불리기도 한다 [1,2]. 사형주조는 가장 오래되고 많은 양의 주물을 생산하는 방식이며, 자연에 존재하는 모래를 채취하거나 사암 암석을 파쇄한 규사를 이용한다. 규사는 자연에 풍부하게 존재하여 천연주물사로 불리며 가격이 저렴하기 때문에 가장 널리 사용하지만, 높은 열팽창계수 그리고 불순물이 포함될 시 급격히 낮아지는 융점 때문에 고온에서 사용하기 어렵다 [3]. 또한 주물 생산과정 및 주물사 재생과정에서 발생되는 유리규산은 근로자에게 진폐증을 발생시키므로 국제 암 연구기관에서 인체 발암물질로 지정하였다 [4]. 이러한 단점 때문에 천연주물사 대신 높은 물리적 특성과 열적 특성을 가지고 있는 인공주물사를 이용하여 주형을 생산하는 연구가 진행되고 있다 [5,6].
바인더(binder)는 주물사를 일정한 모양을 가지는 주형으로 유지시키는 결합제로, 구성 성분에 따라 유기바인더(organic binder)와 무기바인더(inorganic binder)로 나뉘어 진다. 유기바인더는 페놀릭 레진(phenolic resin), 퓨란(furan) 등이 대표적이며, 이를 이용하여 제작한 주형은 높은 치수 정밀도와 우수한 붕괴성 등 많은 장점을 가져 높은 품질의 주물을 생산할 수 있다 [7]. 하지만 고온의 금속과 접촉할 경우 유기물의 분해로 인해 발생하는 다량의 휘발성유기화합물과 악취가 발생하는 문제점이 있다 [8,9]. 이러한 유해물질을 제거하기 위해 주조 산업 현장에는 대형 집진기와 국소배기장치, 환기장치 등 여러 장비들을 설치하고 있지만 근원적인 문제를 해결하지 못하는 상황이다.
대표적으로 사용되는 무기바인더인 규산나트륨 수용액(sodium silicate solution)은 규산(silicic acid)과 나트륨 이온으로 구성되어 있어 SiO2/Na2O 비율에 따라 특성이 달라진다 [10–12]. 규산나트륨 수용액은 수분 증발을 통해 규산 간의 실록산 결합(siloxane bond)을 형성하여 강도를 발현한다 [11]. 규산나트륨의 SiO2/Na2O 몰 비가 2.1 보다 낮을 시 형성되는 실록산 결합이 적어 강도발현이 되지 않기 때문에 SiO2/Na2O 몰 비를 2.1 이상 가지는 규산나트륨 수용액을 사용한다. 또한 주물을 생산할 때 발생하는 가스는 대부분 수분 증발로 인한 수증기이며, 사용된 주물사는 재생공정을 통해 재사용이 가능한 장점을 가지고 있다 [13,14]. 하지만 주물 제작 후 주형의 높은 강도 때문에 제작한 주물과 주형을 분리하는 탈사 과정이 어려운 단점을 가지고 있다. 또한 대기중의 수분에 의해 아래의 Equation (1)-(3)과 같은 가수분해 반응이 일어나 형성된 실록산 결합이 분해되므로 강도 감소를 나타내는 단점을 가지고 있다 [15,16].
강도 감소는 나트륨 이온에 의해 나타나므로 SiO2/Na2O몰 비의 비율을 높이면 개선할 수 있지만, 몰 비가 4.0 이상인 규산나트륨 수용액은 콜로이드 상태의 규산염을 형성하여 상 분리가 일어나므로 사용할 수 없다 [17]. 이러한 이유 때문에 대기 중의 수분에 의한 주형의 강도 감소를 줄이는 첨가제에 대한 연구들이 진행 중이다 [18-20].
본 연구에서는 규산나트륨 바인더의 강도 감소를 줄이기 위해 일정한 SiO2/Na2O 비율을 가지는 규산나트륨 수용액에 크기가 다른 실리카 졸을 첨가하여 무기바인더를 제조하였다. 제조한 무기바인더와 인공주물사를 이용하여 주형을 제작하였고, 실리카 나노입자의 첨가에 따른 주형 강도 변화를 확인하였다. 또한 첨가된 실리카 나노입자의 크기와 용해시간이 무기바인더의 특성과 주형 강도에 미치는 영향을 각각 검토하였다.
2. 실험 방법
2.1 실험 재료 및 무기바인더 제조
무기바인더를 제조하기 위해 3차 증류수와 규산나트륨 수용액(Sodium silicate solution, 40%, Ace Nanochem. Co. Ltd., Korea), 실리카 졸(Silica sol, 10, 40, 80 nm, 40%, YOUNG IL Chem. Co. Ltd., Korea) 그리고 수산화나트륨(Sodium hydroxide, 99%, Aldrich Chem. Co. lnc., USA)을 다른 전처리 없이 사용하였다. 강도 측정을 진행할 주형(sand mold)을 제작하기 위해 AFS GFN (American foundry society grain fineness number)가 50인 인공주물사(Artificial sand, Kao Chem., Japan)를 구매하여 다른 처리 없이 그대로 사용하였다.
그림 1은 무기바인더를 제조하는 과정의 모식도를 나타낸다. 증류수에 NaOH를 녹여 1M의 NaOH 수용액을 제조한 뒤, 규산나트륨 수용액 대비 10 wt%의 NaOH 수용액을 규산나트륨 수용액에 첨가한 후 25°C, 300 rpm 조건에서 5분 동안 교반하였다. 이후 크기가 서로 다른 실리카졸(10, 40, 80 nm)을 규산나트륨 수용액 대비 12.5 wt%씩 각각 첨가하여 60°C, 300 rpm 조건으로 150분 동안 교반하여 첨가한 실리카 졸의 크기가 다른 무기바인더를 제조하였다. 또한 10 nm의 실리카졸을 첨가한 뒤 60 °C, 300 rpm 조건에서 용해시간(150, 300, 480분)을 달리하여 무기바인더를 제조하였다. 제조한 무기바인더는 첨가된 실리카의 크기(nm)를 S로, 교반시간(min)은 T로 나타내어 SxTy로 칭하였고, 표 1에 성분 비를 나타내었다.
The preparation flowchart of the inorganic binder.
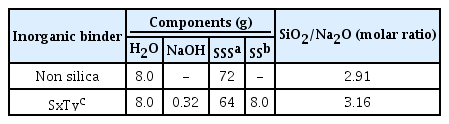
Compositions of the prepared inorganic binders
2.2 분석 및 강도 측정
제조한 무기바인더는 점도계(Viscometer, DV2T, Brookfield, USA)를 이용하여 SC4-18 spindle, 200 RPM, 25°C, 토크범위 30~60% 조건에서 점도를 측정하였으며, pH 미터(pH meter, 780 pH meter, Mettler Toledo, USA)를 이용하여 상온에서 pH를 측정하였다. 무기바인더의 실리카 나노입자의 첨가에 따른 열적 특성 변화는 열중량 분석기(TGA, DSC3, Mettler Toledo, USA)를 이용하여 공기 분위기에서 25~1000°C 범위를 10°C/min씩 승온시켜 확인하였다. 실리카 첨가에 따른 무기바인더 내 규산염 구조의 변화는 푸리에 변환 적외선 분광기(FT-IR, Nicolet is50, Thermo Fisher scientific, USA)의 ATR 모드를 통해 400-4000 cm-1 범위를 0.121 cm-1의 해상도로 32회 스캔하여 분석하였으며, background를 측정하여 대기 중의 존재하는 수증기와 이산화탄소로 인한 스펙트럼을 보정하였다. 또한 150°C에서 경화된 무기바인더와 사용된 인공주물사는 진공상태에서 15 mA, 180초 동안 백금으로 코팅한 뒤 전계방출형 주사전자현미경(FE-SEM, SU8020, Hitachi, Japan)을 이용하여 분석하였다. 인공주물사의 입도 분포와 AFS GFN(American foundry society grain fineness number)은 전동식 체가름 시험기 (Motorized sieve shaker, CG-211-8, Chunggye, Korea)를 이용하여 270 rpm, 3분 조건으로 53 µm부터 850 µm까지 분류한 뒤 각 체에 존재하는 잔류량을 이용해 측정하였으며, 입도분포에서 입자크기가 10%, 50% 그리고 90%에 해당되는 CV (Coefficient of variation) 값(ISO-13320-1)을 이용하여 입도분포 폭을 나타내는 Span 값을 계산하였다. 인공주물사의 구성 원자 및 결정상은 X-선 형광분석기(XRF, Zetium, PANalytical, Netherlands)와 X-선 회절분석기(XRD, UltimaVI, Rigaku, USA)를 이용하여 분석하였다.
혼련사는 혼합기(Youngjin Machinery Co. LTD)를 이용하여 인공주물사 대비 2.0 wt%의 무기바인더와 인공주물사를 220 rpm, 120초 조건으로 제조하였다. 강도측정용 주형은 주물용 시험 중자기(Youngjin Machinery Co., LTD)를 이용하여 제조된 혼련사를 175×22.4×22.4 mm(L×W×H) 크기인 주형으로 성형한 뒤 150°C인 고압의 열풍에 30초 동안 노출시켜 제작하였다. 제작된 모든 주형은 초기 강도와 최대 강도를 확인하기 위해 항온항습기(TH-DG-150, INOCHEM., Korea)에 절대습도 5.19 g/m3 (20°C, 30 RH%) 조건에서 1분, 30분, 60분 동안 보관하였으며, 흡습 후 강도 변화를 확인하기 위해 절대습도 29.9 g/m3 (38°C, 65 RH%) 조건에서 최대6시간 동안 추가로 보관한 뒤 주물사 강도 시험기(Digital Universal Sand Strength Tester, HJ-0505, HEUNGJIN, Korea)를 이용하여 10 mm/min 조건으로 3점 굽힘 강도를 측정하였다.
3. 결과 및 고찰
3.1 인공주물사 특성
사용된 인공주물사의 구성성분과 결정상은 XRF와 XRD로 분석하였으며, 그 결과를 표 2와 그림 2에 각각 나타내었다. 주 성분은 63.1%의 Al2O3와 23.5% SiO2이며 4.57, 5.76%의 Fe2O3와 TiO2 그리고 소량의 다른 원소가 포함되어 있는 것으로 확인되었다. 또한 주 결정구조는 멀라이트(mullite)이며 다른 상은 존재하지 않는 것으로 확인되는데, 순수한 멀라이트는 Al2O3/SiO2 질량 비가 2.6~2.8일 때 1500°C 이상에서 소성할 경우 3Al2O3-2SiO2의 구조가 형성되고 그보다 높은 Al2O3/SiO2 질량 비를 가지면 알루미나(alumina)가, 낮은 질량 비를 가지면 실리카(silica)가 공존하는 것으로 알려져 있다 [21]. XRF 분석 결과에서 인공주물사는 Al2O3/SiO2 질량비를 2.68 나타내지만, TiO2와 Fe2O3 같은 다른 원소가 포함되어 있는 것으로 확인되므로 순수 멀라이트에 비해 낮은 물리적 특성을 가지지만 천연주물사에 비해 높은 물리적 특성과 열적 특성을 가질 것으로 사료된다. 전동식 체가름 시험기로 인공주물사의 입도 분석한 결과는 그림 3에 나타내었다. 인공주물사는 100 µm 부터 600 µm까지 고르게 분포하여 1.23의 Span 값을 가지며, 300~425 µm의 크기를 가진 입자가 33.9%로 가장 많이 존재하였다. 입도 누적 분포에서 인공주물사의 d10, d50, d90은 각각 120.1, 244.7, 422.3 μm로 측정되었으며, AFS GFN는 47로 확인되었다. 그림 4는 인공주물사의 입형 및 표면의 거칠기를 SEM으로 분석한 결과이며, 대체적으로 둥근 형태의 입형을 가지고 요철 없이 매끈한 표면을 나타내는 것을 확인할 수 있었다. 인공주물사의 넓은 입도분포는 큰 입자 사이에 작은 입자가 존재하므로 높은 충진율을 가지며 매끈한 표면상태는 낮은 비표면적을 가져 적은 양의 바인더로도 주물사 사이에 형성되는 바인더 가교가 증가하여 높은 강도를 나타낸다. 따라서 본 연구에 사용된 인공주물사는 균일하고 둥근 입형, 매끈한 표면 특성 그리고 넓은 입도분포를 가지므로 높은 강도를 가지는 주형을 제작할 수 있을 것으로 판단된다.

Chemical compositions and particle size distribution of artificial sand

XRD pattern of artificial sand.

Particle size distribution of artificial sand using the motorized sieve shaker.

FE-SEM images of artificial sand.
3.2 무기바인더 특성
규산나트륨 수용액의 점도와 pH를 측정한 결과는 표 3에 나타내었다. 제조한 모든 무기바인더는 규산나트륨 수용액에 비해 점도가 낮게 나타났으며, 첨가된 실리카 나노 입자의 크기가 증가할수록 점도가 감소하는 경향을 나타내었다. 이러한 결과는 첨가된 실리카 나노입자의 크기가 클수록 낮은 비표면적을 가져 나타난 결과인 것으로 판단된다. 또한 실리카 나노입자의 첨가는 무기바인더의 pH에 큰 영향을 미치지 않는 것으로 확인되었다. 그림 5는 제조한 무기바인더의 수분 증발속도를 확인하기 위해 TGA로 분석한 결과를 나타내었다. 모든 무기바인더는 150°C까지 57.8%의 수분증발로 인한 질량감소를 나타내며, 500°C까지 결정수의 증발로 인해 6.2%의 질량감소 그리고 1000°C까지 소폭의 질량감소가 일어났다. 또한 실리카가 첨가된 무기바인더는 실리카가 첨가되지 않은 규산나트륨 수용액에 비해 수분 증발 속도가 감소하는 것으로 확인되었다. 콜로이달 실리카의 표면은 친수성인 실라놀 그룹을 포함한다. 또한 높은 표면에너지를 줄이기 위해 수용액 상에서 높은 반응성을 나타내는 것으로 알려져 있다 [23]. 따라서 실리카 나노입자의 실라놀 그룹이 물 분자와 높은 상호작용을 나타내어 증발 속도를 감소시킨 것으로 판단된다.

Physiochemical properties of the prepared inorganic binder with various size of silica nanoparticle
TGA curves of inorganic binders under air atmosphere.
그림 6은 크기가 다른 실리카 나노입자의 IR 분석 결과이다. 실리카 나노입자는 액상에 분산된 무정형 실리카로 Si-O-Si 결합과 표면에 실라놀 그룹을 포함하고 있다. 수용액 상태인 실리카 나노입자는 3350 cm-1, 1650 cm-1 부근에서 OH stretching, H2O stretching에 해당되는 흡수밴드를 각각 나타내었다. 또한 실리카의 Si-O-Si 결합으로 인해 1100 cm-1 에서 흡수밴드를 나타내며 크기에 따른 차이는 나타나지 않는 것으로 확인되었다.

FT-IR absorbance spectra of the silica sol with different size.
그림 7은 규산나트륨 수용액과 크기가 다른 실리카 나노입자를 첨가한 바인더의 IR 분석 결과이다. 규산나트륨 수용액은 3350 cm-1, 1650 cm-1 부근에서 OH stretching, H2O stretching에 해당되는 흡수밴드와 1200 cm-1~800 cm-1에서 규산나트륨의 Si-O-Si 결합에 해당되는 흡수 밴드를 각각 나타낸다 [24,25]. 실리카를 첨가한 바인더는 동일하게 3350 cm-1, 1650 cm-1 부근에서 OH stretching, H2O stretching에 해당되는 흡수밴드와 1200 cm-1~800 cm-1 에서 규산나트륨의 Si-O-Si 결합에 해당되는 흡수 밴드를 각각 나타낸다. 규산나트륨 수용액을 구성하고 있는 규산(silicic acid)은 Si-O-Si 결합을 형성하여 규산염(silicate) 구조를 이룬다 [25]. 이 때 형성되는 Si-O-Si 결합은 무작위로 일어나므로, 하나의 Si가 형성하고 있는 Si-O-Si 결합의 개수를 n으로 정하여 Qn (0≤n≤4) 이라 부른다 [26]. 형성된 규산염의 Qn은 IR 분석을 통해 1200 cm-1~800 cm-1 부근에서 확인 가능하며, Q4의 구조의 비율이 높을수록 흡수밴드가 1200 cm-1 부근으로 이동하고 Q0의 구조를 가진 규산염이 많을수록 800 cm-1 부근으로 이동하는 것으로 알려져 있다 [26]. 첨가된 실리카 나노입자가 용해될 시 바인더의 Qn 비율이 달라져 1200 cm-1~800 cm-1 부근의 밴드 이동이 나타난다. 하지만 실리카가 첨가된 바인더의 피크 이동은 나타내지 않으며 1100 cm-1 부근의 피크 강도는 상승하는 것을 확인할 수 있다. 이 피크의 상승은 그림 6에서 확인된 실리카 나노입자에 의해 나타난 결과이다. 따라서 바인더에 첨가한 실리카는 규산나트륨의 구조 변화에는 영향을 미치지 않고 분산되어 있는 것으로 판단된다.
FT-IR absorbance spectra of inorganic binders with different size of silica nanoparticles.
그림 8은 10 nm의 실리카 나노입자를 첨가한 바인더의 용해 시간에 따른 IR 스펙트럼 결과를 나타내었다. 그림 7과 동일하게 OH, H2O, Si-O-Si stretching에 의한 3350, 1650, 1100, 1013 cm-1 부근의 흡수 밴드를 각각 확인할 수 있지만, 용해시간이 증가함에 따라 규산염의 Q3와 Q1에 해당되는 1100 cm-1, 900 cm-1 그리고 Q2의 고리형 구조에 해당되는 750 cm-1 부근의 변화가 나타났다 [25]. 또한 1013 cm-1 부근의 Q2의 피크 강도가 증가함과 동시에 1013 cm-1에서 1006 cm-1 부근으로 이동하였다. 실리카는 일정 온도와 pH가 이상에서 규산으로 용해되고, 형성된 규산끼리 올리고머화를 하는 것으로 알려져 있다 [27]. 즉, Q3 구조를 가지는 실리카 나노입자가 시간이 증가함에 따라 염기성 상태인 무기바인더 내에서 용해되어 Q1 또는 Q2의 구조를 가지는 규산염을 형성하는 것으로 사료된다. 그로 인해 주 피크의 흡수밴드가 1013 cm-1에서 1006 cm-1 부근으로 이동하며, Q2와 Q1 부근의 피크 강도가 증가한 것으로 판단된다.
FT-IR absorbance spectra of inorganic binders with different dissolution times.
그림 9는 용해시간에 따라 Q2와 Q3의 피크 강도의 비율을 계산한 Q2/Q3 강도 비와 Q2 흡수밴드의 위치 변화를 나타내었다. 40 nm와 80 nm의 실리카를 첨가한 무기바인더의 주 흡수밴드는 변화가 없으며, Q2/Q3의 비율의 변화가 1.62에서 1.70으로 소폭 나타났다. 반면에 10 nm의 실리카를 첨가한 무기바인더의 주 흡수밴드는 1013 cm-1에서 1006 cm-1로 이동하였으며, Q2/Q3의 강도 비가 1.62에서 1.95로 증가하였다. 10 nm 실리카는 40, 80 nm 실리카보다 높은 비표면적을 가지기 때문에 비교적 빨리 용해되어 차이가 나타난 것으로 사료된다. 그로 인해 Q3의 구조를 나타내는 실리카가 900 cm-1에 해당되는 Q1 흡수밴드와 750 cm-1에 해당되는 고리형 구조 규산염인 Q2 흡수밴드가 증가한 것으로 판단된다.
Variation as a function of the dissolution times of silica nanoparticle: (a) the position of Q2 unit and (b) the intensity ratio of Q2 and Q3 units.
그림 10은 크기가 다른 실리카가 첨가된 무기바인더를 150°C에서 60분 동안 경화시킨 뒤 FE-SEM으로 분석한 결과이다. 10 nm와 40 nm의 실리카는 비교적 균일한 크기의 구형으로 응집체(aggregate)가 형성된 반면에, 80 nm의 실리카는 작고 불균일한 형태의 응집체가 형성되었다. 용액에 분산된 실리카 나노입자는 표면에 전기적 이중층을 형성하여 입자간의 반발력으로 인해 안정화 되어있으며, 이 전하 밸런스가 무너지는 경우에 응집이 일어난다 [23]. 이때, 크기가 작은 실리카 나노입자는 비표면적을 낮추기 위해 구형의 입자로 합쳐지는 RLCA(Reaction-limited cluster aggregation) 이론을 따라 응집을 하는 반면에, 큰 크기의 실리카 나노입자는 DLCA(Diffusion-limited cluster aggregation) 이론을 따라 무작위로 응집한다 [28]. 이러한 이유 때문에 10 nm 와 40 nm의 실리카는 균일하고 구형의 응집체를 형성하지만 낮은 분산도를 가지는 반면에, 80 nm의 실리카는 다양한 크기와 형태를 가지고 높은 분산도를 가지는 실리카 응집체를 형성한 것으로 판단된다.

FE-SEM image of inorganic binders with different size of silica cured at 150 °C: (a) 10 nm, (b) 40 nm, and (c) 80 nm.
그림 11은 10 nm의 실리카를 첨가한 뒤 용해시간을 달리하여 제조한 무기바인더를 150°C에서 60분 동안 경화시켜 FE-SEM으로 분석한 결과이다. (a)는 실리카 응집체가 고르게 분산되어 있지만, (b)와 (c)는 실리카 응집체끼리 반응하여 집합체(agglomerate)가 형성되어 프랙탈(fractal) 구조를 나타낸다 [29]. 이러한 프랙탈 구조는 중심부로부터 형성되는 가지(branch)의 수에 따라 차원(dimension)이 달라지는데, 용해시간이 300분에서 480분으로 증가함에 따라 더 높은 차원의 프랙탈 구조를 형성하는 것으로 보인다.
FE-SEM image of inorganic binders with different dissolution times cured at 150 °C: (a) 150 min, (b) 300 min, and (c) 480 min.
3.3 실리카의 크기와 용해시간에 따른 주형의 강도
규산나트륨 바인더로 제작한 주형은 제작 이후 일정 시간이 지난 뒤에 최대강도가 발현되고 대기 중의 수분에 의해 강도 감소를 나타낸다. 따라서 제작한 주형은 절대 습도 5.18 g/m3의 조건에서 60분 동안 보관하여 최대강도를 확인한 뒤 29.9 g/m3 조건에서 추가로 6시간 동안 보관하여 수분에 의한 강도 감소를 확인하였다.
크기가 다른 실리카의 첨가에 따른 주형 강도를 확인한 결과는 그림 12에 나타내었다. 주형의 강도는 첨가한 실리카의 크기가 증가할수록 5.73 MPa에서 6.66 MPa로 높아지는 것으로 확인된다. 또한 절대습도 29.9 g/m3 조건에서 시간을 달리하여 보관하더라도 80 nm 실리카를 첨가한 주형의 강도가 가장 높게 나타났다. 이러한 결과는 형성된 실리카 응집체의 차이에 의해 나타난 것으로 판단된다. 그림 10에서 확인한 결과, 크기가 10 nm와 40 nm인 실리카는 비교적 큰 크기의 실리카 응집체를 형성한 반면에 크기가 80 nm 실리카는 작은 크기의 실리카 응집체를 형성하였다. 또한 80 nm 실리카의 응집체는 10 nm와 40 nm 실리카 응집체에 비해 높은 분산도를 가지는 것으로 확인되었다. 따라서 첨가한 실리카의 크기가 80 nm일 때 가장 높은 비표면적과 분산도를 가지는 실리카 응집체가 형성되어 가장 높은 강도를 나타내는 것으로 판단된다.
Effect of silica nanoparticle sizes on the flexural strength of sand molds.
10 nm 실리카 나노입자의 용해시간에 따른 무기바인더 강도 변화는 그림 13에 나타내었다. 최대강도는 용해시간이 150분일 때 5.73 MPa로 가장 높았으며, 용해시간이 증가함에 따라 강도가 감소하는 경향을 나타낸다. 용해 시간이 증가할수록 실리카 응집체끼리 집합체를 형성하여 더 높은 차원의 프랙탈 구조를 가지며, 그로 인해 형성되는 실리카 응집체의 분산도가 감소하는 것을 그림 11에서 확인하였다. 또한 용해시간이 증가할수록 규산염의 구조가 Q3에서 Q2로 변화하는 것을 FT-IR 분석으로 확인하였다. 동일한 SiO2/Na2O 비율을 가지는 바인더의 규산염 구조가 Q3에서 Q2로 변할수록 경화 이후 형성되는 실록산 결합의 수가 감소하는 것으로 판단된다. 따라서 용해시간이 증가할수록 경화된 무기바인더 형성되는 실리카 응집체의 분산도가 감소할 뿐 아니라, 형성되는 실록산 결합의 수가 감소하여 강도가 낮아지는 것으로 사료된다.
Effect of dissolution times of silica nanoparticles on the flexural strength of sand molds.
그림 14는 규산나트륨 수용액과 80 nm 실리카 나노입자를 첨가한 바인더로 제작한 주형의 강도를 비교한 결과이다. 규산나트륨 수용액으로 제작한 주형은 최대 7.91 MPa의 강도를 나타낸다. 반면에 80 nm 실리카를 첨가한 주형은 최대 6.66 MPa의 강도를 나타내므로 실리카 첨가로 인해 주형의 강도는 감소한 것으로 확인된다. 하지만 절대습도 29.9 g/m3의 조건에서 규산나트륨 수용액으로 제작한 주형은 4.95 MPa의 강도 감소를 나타낸 반면에 실리카를 첨가한 주형은 4.06 MPa의 강도 감소를 나타내므로 실리카 첨가로 인해 강도 감소 폭이 줄어든 것을 확인할 수 있다. 규산나트륨 바인더는 SiO2/Na2O의 비율이 약 2.2~2.3일 때 가장 높은 강도를 나타내며, 2.3 보다 높아질수록 낮은 강도를 나타낸다 [31]. 실리카를 첨가한 바인더의 SiO2/Na2O 비율은 3.16로 규산나트륨 수용액에 비해 상승하여 강도가 감소한 것으로 판단된다. 하지만 바인더의 SiO2/Na2O 비율이 높아질수록 가수분해 반응을 일으키는 나트륨 이온이 감소하므로 강도 감소는 줄어드는 것으로 판단된다. 또한 바인더 표면에 실리카 응집체를 형성하므로 수분과 접촉하는 바인더의 비표면적이 감소하는 것으로 사료된다. 따라서 규산나트륨 수용액에 실리카를 첨가할 경우 단점인 강도 감소를 개선할 수 있을 것으로 보여진다.

Effect of silica nanoparticles on the strength of sand molds.
4. 결 론
본 연구는 규산나트륨 바인더의 단점인 강도 감소를 줄이기 위해 일정한 SiO2/Na2O 비율을 가지는 규산나트륨 수용액에 실리카 나노입자를 첨가하여 바인더를 제조하였다. 강도 측정을 위해 제조한 바인더와 인공주물사를 이용하여 주형을 제작하였고, 첨가된 실리카의 크기와 용해 시간에 따른 주형 강도의 변화를 확인하였다.
첨가한 실리카 나노입자는 바인더의 수분 증발 속도를 감소시켰으며, 실리카의 크기가 증가할수록 바인더의 점도는 감소하는 경향을 나타내었다. 강도 측정 결과, 실리카 입자의 크기가 증가할수록 높은 비표면적과 분산도를 가지는 응집체를 형성하여 주형의 강도가 높아지는 것을 확인하였다. 실리카의 용해 시간이 증가할수록 주형의 강도는 감소하는 경향을 나타내었다. 이는 용해 시간이 증가할수록 실리카 응집체의 분산도가 감소하여 나타난 결과이다. 또한 용해시간의 증가함에 따라 바인더의 Q2/Q3 비율이 증가하여 형성되는 실록산 결합의 감소로 인해 나타난 것으로 판단된다. 규산나트륨 수용액과 비교한 결과, 실리카의 첨가로 인해 주형의 강도는 감소하였지만, 수분에 의한 강도 감소는 줄어드는 결과를 확인하였다. 이러한 결과는 바인더의 SiO2/Na2O 상승과 실리카 응집체의 형성으로 인해 나타난 것으로 사료된다. 따라서 실리카 나노입자의 첨가는 규산나트륨 수용액의 단점인 강도 감소를 개선할 수 있을 것으로 보여진다.
Acknowledgements
This work was supported by the Technology Innovation Program (KM210054) funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea) and the support of the Korea Institute of Industrial Technology as (KITECH EH-22-0012).