브레이크 마찰재의 마찰특성에 미치는 부식 환경의 영향
Effect of Corrosive Environment on Friction Characteristics of Brake Friction Materials
Article information
Trans Abstract
The friction properties of brake friction materials are investigated utilizing the different car cleaners. Water, wheel cleaner and tire dressing were used to designate driving conditions in the field. The friction materials were soaked in each solution before friction test. The Coefficient of friction (COF) was similar in the case of water and tire dressing due to a same menstruum. And, the effect of surfactants within wheel cleaner caused lowest the COF. Surface morphologies were measured using confocal microscope and wheel cleaners, showing significant effects on the formation of thick and even friction film. The hardness of friction film was measured through micro-Vickers test, and the specimen with wheel cleaner showed highest hardness due to the thick film. On the other hand, the specimens with water and tire dressing showed a lower hardness even though the film was thicker than specimen with dry condition. The components of wheel cleaners also affected the hydrophobicity of friction films for both disc and pad. Therefore, the contact angle was critically low compared to other specimens. The reduction of hydrophobicity caused by the solution effects increasing of rust occurring on the surface of the brake disc. This result suggests that the formation of friction film under different environments was deeply related to friction and corrosive properties of brake system.
1. 서 론
자동차의 샤시 시스템 중 브레이크 시스템은 외부 환경에 직접적으로 노출되어 있는 부품 중 하나로 다양한 온도, 습도 및 외부 이물질 유입 조건에서 차량을 정지시키는 주요 부품이다. 최근 차량의 구동시스템이 전동화됨에 따라 차량의 정숙성과 편안함이 주요한 관심사가 되었고, 브레이크 시스템에서 발생하는 소음에 대한 연구도 활발하게 진행되고 있다[1-4]. 특히 전동화 시스템에 맞추어 회생제동 시스템이 적용됨으로 인해 차량을 정지시킬 때 유압에 의한 제동 비중과 빈도가 감소하고 있으며, 이에 따라 브레이크 디스크의 녹 발생 후 녹 제거가 불리해짐에 따른 소음 발생도 주요한 연구 화제이다[5-8].
브레이크 디스크에 사용되는 회주철(Gray Cast iron) 소재는 높은 내열성과 강도에 비해 가격이 저렴하기 때문에 전세계적으로 많이 사용되고 있다. 하지만 표면에 수분이 닿았을 때 수분이 전해액 역할을, 회주철이 음극 역할을, 내부의 흑연(Graphite flake)이 양극 역할을 하여 부식이 발생하는 문제점이 있다. 이를 개선하기 위해 알루미늄 소재의 브레이크 디스크 혹은 세라믹 소재의 브레이크 디스크 등에 대한 연구를 다양하게 진행하였으나, 가격적인 측면에서 불리하기 때문에 고가의 차량에만 적용되고 있는 상황이다. 따라서 일반 승용 차량에서는 회주철 디스크의 녹에 의한 문제들이 다양하게 보고되고 있다.
기존의 연구는 회주철 디스크의 녹이 발생되었을 때 마찰 특성과 소음 특성에 대한 연구를 주요하게 진행하였다. C.W. Park 등은 회주철 디스크의 녹이 발생하였을 때, 마찰재와의 스틱-슬립 현상(Stick-slip)에 대한 연구를 통해 정동 마찰계수의 변화에 대해 분석하였으며, 부식 발생 시 정동 마찰계수 차이가 증가하여 스틱-슬립의 진폭이 증가한다고 설명하였다[6]. H.J. Noh and H. Jang은 회주철에 발생하는 녹의 종류 (Fe2O3, Fe3O4)에 따른 마찰계수 값 변화와 속도에 따른 스틱-슬립 현상을 연구하였다. 녹의 종류에 따라 표면에너지의 변화가 변화함을 확인하였으며, 이로 인해 정마찰계수가 증가한다고 설명하였다[5]. 이처럼 녹에 따른 마찰 특성을 연관 지어 분석하는 연구도 다양하게 진행되었으나, 일부는 재료적인 측면에서 회주철 디스크의 녹이 발생하였을 때, 브레이크 마찰재와의 강한 응착력(Adhesive force)과 마찰재의 물성의 상관관계를 규명하고자 하였다. J. Gweon 등은 회주철 디스크와 브레이크 마찰재 사이의 녹고착 현상에 대한 연구를 진행하였으며, 브레이크 마찰재의 기공률, 산성도, 소수성, 강성, 접촉 면적 등과 녹고착력의 상관성을 분석하였다. 그 결과 소수성과 표면 조도가 작고 접촉 면적이 높을수록 녹고착력이 증가한다고 설명하였다[9].
이처럼 기존의 논문들은 녹이 발생한 이후의 마찰 특성과 소음 특성의 연관성에 초점을 두고 연구를 진행하는 경우가 많았으며, 디스크와 마찰재의 물성과 부식의 상관성을 주요하게 연구하였다. 본 연구에서는 녹이 발생하게 되는 원인에 대해 분석을 진행하고자 하였다. 브레이크 디스크가 실제로 사용될 수 있는 다양한 용매 분위기의 환경조건을 선별하여 마찰 특성을 분석하였으며, 평가 후의 디스크와 마찰재의 표면 거칠기와 마찰 필름의 마이크로 경도, 표면 접촉각을 측정하여 디스크의 녹 발생 가능성과 비교하고자 하였다.
2. 실험 방법
2.1 시험편
본 연구에서는 외부 환경에 노출되기 쉬운 브레이크 마찰재의 다양한 환경에 따른 마찰특성 변화와 부식영향성을 연구하여, 브레이크 시스템에서의 소음 발생 등에 대한 근본적인 원인을 분석하고자 하였다. Fig 1(a)는 본 연구에서 사용한 회주철 디스크의 사진으로, 회주철 디스크는 직경 80 mm, 높이 8 mm의 원판 형태로 제작하였다. 디스크의 제동면(Fig 1(b))은 실제 브레이크 디스크의 표면을 모사하기 위해, radial 방향으로 굴곡을 만들었으며, 각 peak의 간격은 200 μm으로 균일하게 형성하였다. Fig 1 (c)는 본 연구에서 사용한 브레이크 마찰재의 사진으로, 아반떼 차량에 판매되고 있는 Cu-Free 논스틸 마찰재를 18 mm (w) * 18 mm (l) * 8 mm (t)의 크기로 가공하였다.

(a) Disc, (b) enlarged picture of its surfaces and (c) friction material used in this study.
2.2 마찰 시험법
본 연구에서는 ASTM G99 규격에 의거하여 회전식 마찰마모시험기 (TE92 rotaty tribometer, Phoenix Tribology Ltd., England)를 이용하여 마찰 시험을 진행하였다. 실제 자동차의 주행 조건을 모사하기 위해, 상부에 디스크를 장착하고 하부에 마찰재를 장착하여 회전하는 디스크에 하중을 마찰재 면에서 가하도록 시험을 구성하였다. Fig 2는 마찰 시험기의 사진과 모식도를 나타낸 것으로, 마찰재는 180도 위치에 2개가 장착되도록 구성하였다.

TE92 rotary tribometer.
마찰 시험은 두 단계로 나누어 진행하였으며, 사전 준비 시험으로 버니시를 통해 기본적으로 마찰재와 디스크 표면에 마찰필름을 균일하게 형성하였으며, 본 시험은 용액 성분에 따른 영향성을 비교하기 위해 대조군으로 건조 상태를 포함하여 비교군으로 3가지 용액 (물, 휠 세정제, 타이어 광택제)에 버니시된 마찰재의 제동면을 10분간 침지한 이후에 장비에 장착하여 평가를 진행하였다. 본 실험에서 사용한 휠 세정제와 타이어 광택제는 시중에서 판매하는 제품을 사용하여, 성분 구성물은 확인할 수 있으나 함량과 관련된 부분은 정확하게 알기 어렵다. 버니시 시험은 하중 100 N, 속도 200 rpm으로 90분간 진행하였으며, 평가 후 마찰재와 디스크의 필름부 조도를 측정하여 시편 상태를 확인한 이후 본 시험을 진행하였다. 본 시험은 동일한 하중과 속도 조건으로 5분간 진행하였다. Table 1은 본 시험 시에 마찰재 시편을 침지했던 용액에 대한 성분을 기재한 것이다. 앞으로 건조 조건에서 시험한 시편은 D로 물은 H로 휠 세정제는 W로 타이어 광택제는 T로 표기하였다.

Chemical compositions of solutions used in this study.
3. 결과 및 고찰
3.1 마찰계수
Fig 3 은 네 가지 마찰재 시편의 버니시 시험 시 마찰계수를 나타내는 그래프로, 환경 조건을 반영하지 않고 모두 동일하게 건식 마찰을 실시하여 유사한 평균 마찰계수를 갖는다는 것을 확인할 수 있다. 균일한 필름을 형성하는 목적 외에도 표면에 마모 분진이 함유되는 경우 함습이 용이하기 때문에 버니시 시험을 수행하였다. 버니시 후 마찰재의 표면 조건이 동일한지 확인하기 위해 비접촉식 공초점 현미경 (VK-X1000, KEYENCE Co.)을 활용하여 측정하였으며, 그 결과를 Table 2에 표기하였다. 평균 표면 거칠기는 1.38~3.89 μm 수준으로 나타났으며, peak와 valley 값은 마찰재의 복합재 특성으로 인해 산포가 다양하게 나타나는 것으로 확인할 수 있다.

The friction coefficient profiles for four types of friction materials during 90 minutes burnish test with 100 N and 200 rpm. D denotes dry condition, H for water, W for wheel cleaner, and T for tire dressing.
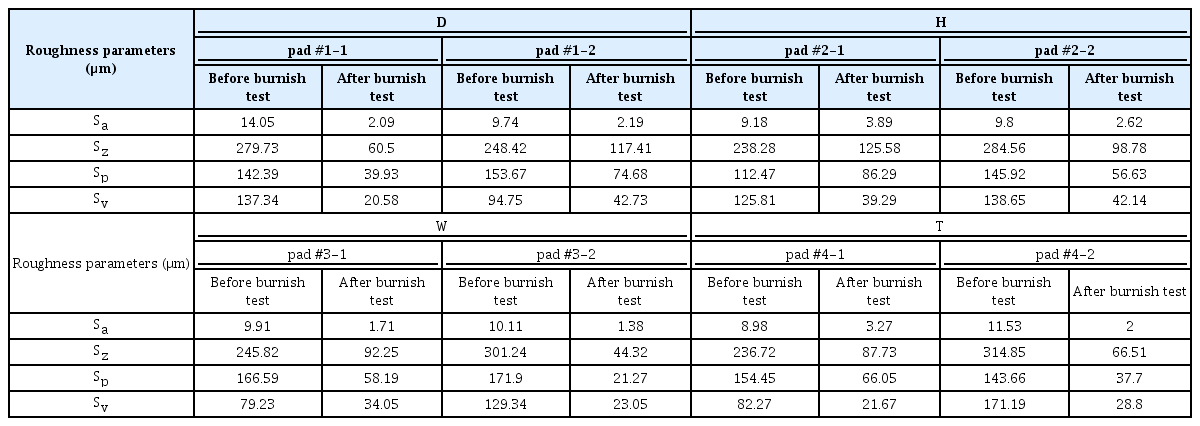
The surface roughness of four types of friction materials before and after burnish test. The burnish test was equally conducted under dry condition. D denotes dry condition, H for water, W for wheel cleaner, and T for tire dressing.
Fig 4는 네 가지 마찰재의 마찰시험 결과를 나타낸 것으로, 용액의 종류에 따라 마찰계수 수준과 시간에 따른 마찰계수 경향이 상이하다는 것을 확인할 수 있다. 우선 네 시편 모두 공통적으로 극초반에 마찰계수가 급격히 상승했다가 감소하는 경향을 보이고 있으며, 이는 디스크와 마찰재가 접촉한 이후 하중이 올라가는 50초의 시간 동안 압착됨에 따라 정마찰계수가 상승한 것에 기인하는 것으로 보인다. 물(H)과 타이어 클리너(T)에 침지하여 평가한 시편의 경우, 초반 마찰계수가 급격히 감소하였다가 상승하는 경향을 보이는 등의 심한 마찰계수 변화를 보이고 있다. 이는 타이어 클리너(T)의 용매가 물 성분이기 때문에 물(H)과 유사한 경향을 보이는 것으로 예상되며, 마찰계수가 급격히 변화하는 것은 마찰 시 계면의 물 성분의 증발에 따른 영향으로 보인다. 기존의 연구 논문에서 브레이크 마찰재가 함습되는 경우 정마찰계수가 높아지는 결과를 볼 수 있다[6,10]. 물이 증발됨에도 평균 마찰계수가 건조(D) 조건까지 감소하지 않는 이유는 물이 마르는 동안 발생한 마모 분진이 형성한 마찰필름의 차이로 인한 것으로 예상된다. 또한 건조 마찰(D)의 경우 초반에 마찰계수 상승 후 마찰계수가 완만하게 감소하여 안정적으로 유지되는 것을 볼 수 있으나, 휠 세정제(W)의 경우 마찰계수가 급격히 낮아지면서 네 시편 중 가장 낮은 마찰계수를 갖는 것을 확인할 수 있다. 이는 휠 세정제의 경우 계면활성제 성분인 메틸옥시란 폴리머 및 모노(2-에틸헥실)이서 등이 마찰계면에서 윤활작용을 일으키는 것으로 판단된다.

The friction coefficient profiles for four types of friction materials during 5 minutes friction test with 100 N and 200 rpm. D denotes dry condition, H for water, W for wheel cleaner, and T for tire dressing.
3.2 표면 분석
마찰 시험 이후 마찰계수 특성에 대한 원인을 분석하기 위해 마찰재 시편의 표면 조도를 측정하였다. 선거칠기 측정에서 문제시되는 측정 장소에 따른 결과의 편차를 최소화하기 위해 면거칠기를 측정하였다. Fig 5는 각 환경조건 별 평가한 마찰재의 표면을 나타낸 3차원 그림으로 Fig 5(a)는 건조 조건(D)에서의 마찰재 표면을 보여준다. 앞서 디스크의 표면을 굴곡있게 만들었기 때문에 마찰재 표면의 마찰필름도 디스크의 표면형상과 유사하게 형성된다는 것을 알 수 있다. 이러한 경향성은 물(H)과 타이어 광택제 (T)에서 두드러지게 나타나는 것을 알 수 있으며, 필름 형성에 의한 표면의 높이 변화를 확인하기 위해 평가 영역 중 최대 산 높이와 최대 골 깊이의 합으로 표면의 가장 높은 점에서 가장 낮은 점까지의 거리를 나타내는 최대 높이 파라미터인 Sz를 비교하였다.

The 3D surface roughness profiles of four specimens after the friction test. The profiles are measured by confocal microscope. The yellow line in the figure is the location where the line profile was measured. (a) Dry (no solution), (b) Water, (c) Wheel cleaner, and (d) Tire dressing.
건조 조건에서의 Sz 값은 평균 38.4 μm 수준인 반면 물(H) 시편의 경우 56.2 μm, 타이어 광택제(T) 시편의 경우 54.2 μm 수준으로 상대적으로 위쪽으로 필름이 두껍게 형성되어 있다는 것을 판단할 수 있다. 이는 J.K. Lancaster가 설명한 바와 같이 습기 또는 액체 성분이 마모 분진을 응집하는 효과가 있기 때문이다[11]. 다만 타이어 광택제(T) 시편의 경우 물(H) 시편보다는 상대적으로 넓게 마찰필름이 형성되어 있는 것을 확인할 수 있는데, 이는 타이어 광택제에 포함되어 있는 디메틸실록산의 영향으로 물이 증발한 이후에도 분진들이 응집하게 된 것으로 예상된다. 휠 세정제(W) 시편의 경우 다른 세 시편과 달리 디스크의 연마 형상을 알아보기 어렵게 마찰재 표면 전반적으로 마찰필름이 넓게 형성되어 있다는 것을 확인할 수 있다. 이는 일반적인 마찰재와 디스크의 마찰에서 형성과 파괴가 반복되는 마찰필름이 아닌 윤활이 주요하게 작용함에 따라 분진의 손실이 줄어들어 필름이 두껍게 형성된 것으로 예상된다[12]. Fig 5 (d)에서 마찰재의 하단 valley 부는 다른 시편에서도 관찰되지만, 상단 부분이 상대적으로 붉게 나타난다는 것은 다른 시편에 비해 필름이 두껍다는 것을 시사한다.
시험 후 마찰재와 디스크의 표면 거칠기 변화에 대해 Fig 6에 도시하였다. 휠 세정제를 이용하여 평가한 마찰재 #3의 경우 평가 후 정의 영역 중 각 점의 높이 절대값의 평균을 나타내는 높이 파라미터인 산술 평균 높이 Sa 값이 증가한다는 것을 확인할 수 있다. 반면 다른 3개의 시편에서는 모두 평균 거칠기 값이 감소하였다는 것을 확인할 수 있다. 마찰재 #3의 결과에서 특히 정의 영역 중 가장 낮은 점의 높이의 절대값을 나타내는 높이 파라미터인 최대 골 깊이 Sv 값이 증가하였다는 것을 확인할 수 있다. 이는 휠 세정제를 이용한 경우 마찰필름이 두껍게 형성됨에 따라 valley 쪽이 깊게 측정된 것으로 판단된다. 상대재인 디스크의 표면 거칠기는 마찰재의 표면 거칠기와 유사한 경향을 보이는 것으로 확인되었다. 건조 조건, 물, 타이어 광택제 분위기에서 마찰을 진행한 시편의 평균 표면 거칠기는 모두 감소하는 경향을 보였으나, 휠 세정제를 이용하여 평가한 시편에서는 평균 표면 거칠기가 증가하는 경향을 나타내었다. 특히 휠 세정제를 이용하였을 때, 정의 영역 중 가장 높은 점의 높이를 나타내는 높이 파라미터인 최대 산 높이 Sp 값이 증가하는 것으로 보아 디스크의 peak 쪽의 거칠기가 증가하는 경향을 확인할 수 있었다.

The roughness parameters change of friction materials (a-c) and discs (d-f) after burnish test and after friction test, where Arithmetical mean height Sa (a,d), maximum peak height Sp (b,e), maximum pit height Sv (c,f). #1 for dry condition, #2 for water, #3 for wheel cleaner, and #4 for tire dressing.
3.3 경도 및 표면 접촉각 측정
실제로 마찰 필름이 두껍게 형성되었는지 확인하기 위해, 마이크로 비커스 경도기 (FLV-AR series, Future-Tech Corp.)를 이용하여 마찰 필름의 경도를 측정하였다. 하중은 필름 측정을 위해 1 kgf 수준으로 5초간 압입하는 방식으로 진행하였으며, 시편 별로 5군데 측정을 진행하였다. 아래의 Fig 7과 Table 3에 측정된 압입흔과 측정 값을 나타내었다. 마찰필름의 경도 측정 결과, 휠 세정제(W) 시편에서 가장 높은 경도를 보이고 있다는 것을 확인할 수 있으며, 타이어 광택제(T)를 이용한 경우 필름의 경도가 가장 낮다는 것을 확인할 수 있다. 물(H)과 타이어 광택제 (T)의 경우 건조(D) 조건보다 낮은 필름 경도를 보이고 있는 부분은, 필름이 형성되는 동안 수분이 증발됨에 따라서 분진이 뭉쳐지는데 방해되기 때문인 것으로 예상된다. 타이어 광택제(T)가 물(H)보다 낮은 이유로는 물과 달리 디메틸실록산이 안정적인 물질이기 때문에, 마찰이 진행된 이후에도 마찰표면에 존재하기 때문이다[13].

The indentation marks after micro-Vickers test. (a) Dry, (b) Water, (c) Wheel cleaner, (d) Tire dressing.

The test results of micro-Vickers test.
본 연구에서는 마찰 환경에 따른 브레이크 디스크의 부식 영향성도 확인하였으며, 이를 위해 평가 후 디스크와 마찰재의 표면에너지 변화를 접촉각 측정 장비 (DM-500, Kyowa Interface Science Co.,Ltd)를 활용하여 분석하였다. 측정은 sessile drop 방식으로 증류수 5 ml를 마찰재 표면에 도포하고 그 각도를 측정하였다[14]. 우선 디스크와 마찰재 자체의 표면 에너지를 확인하기 위해, 신품 상태에서의 표면 접촉각을 측정하였다 (Fig 8 (a)). 신품 상태에서의 표면 접촉각은 디스크의 경우 98.7도, 마찰재의 경우에는 136.1도로 나타났다 (Table 4). 버니시 후의 표면 접촉각을 측정하지 않은 것은 건조 조건 평가 시와 동일한 환경이라고 가정하였기 때문으로, 시험 전의 표면 접촉각이 건조 조건 평가 후 디스크와 마찰재 모두 낮아지는 것을 확인할 수 있다. 물과 타이어 광택제를 이용한 경우, 건조 조건 대비 표면 접촉각이 다소 증가하는 경향을 보이고 있으며 이 원인으로는 물과 타이어 광택제로 평가한 경우 건조 조건 대비 마찰 표면의 필름이 두껍게 형성되면서 조도에 의한 영향으로 예상된다. X.B. Zhou와 J.T.M. De Hosson은 조도가 거칠수록 표면 접촉각이 높아진다는 연구 결과를 보고한바 있다[15]. 휠 세정제를 이용한 경우에는 디스크와 마찰재 모두 가장 낮은 접촉각을 보이고 있으며, 디스크의 경우에는 시험전 대비 62% 감소한 결과를, 마찰재의 경우에는 86% 감소한 결과를 보이고 있다. 이는 휠 세정제에 포함되어 있는 계면 활성제의 영향과 타 시편 대비 상대적으로 고른 마찰필름으로 인한 낮은 조도가 영향을 끼친 것으로 보인다.

The pictures of sessile drop test for different specimens. (a) New (not tested), (b) Dry, (c) Water, (d) Wheel cleaner, (e) Tire dressing.

The test results of surface contact angle for discs and friction materials.
위의 결과처럼 휠 세정제의 낮아진 표면 접촉각은 높은 친수성을 의미하며, 이로 인해 부식 가능성이 높다는 것을 시사한다. U.P. Passarelli 등은 회주철 디스크와 브레이크 마찰재의 부식에 의한 고착 현상에 있어서 친수성 표면이 불리하다고 보고한바 있다[16]. 실제로, 평가 후의 디스크를 상온 상습 (23도, 30%R.H.)을 유지하는 데시케이터에 3일간 보관하여, 디스크 표면에 부식 발생량을 비교하였다. Fig 9는 평가 후 디스크의 표면 사진을 나타낸 결과로, 건조 조건, 물, 휠 세정제의 순서로 표면에 부식이 많이 발생하였다는 것을 확인할 수 있다. Fig 9 (d)는 휠 세정제로 평가한 디스크 표면의 성분을 Energy Dispersive x-ray Spectroscopy (EDX)로 분석한 결과를 나타낸 것으로, 육안으로 보이는 성분이 산화철 성분임을 확인하였다.

Surface corrosion formed after evaluation (a-d) and the analysis results of the surface components of the discs evaluated with wheel cleaners (e). (a) Dry, (b) Water, (c) Wheel cleaner, (d) Tire dressing.
4. 결 론
본 연구에서는 브레이크 마찰재의 마찰 환경에 따른 마찰특성과 부식 영향성을 확인하였다. 브레이크 시스템이 노출될 수 있는 서로 다른 용액을 활용하여, 마찰 시의 마찰 계수를 비교하였으며 평가 후 표면 거칠기 및 경도를 측정하였다. 이후 변화한 표면 물성과 부식의 연관성을 확인하기 위해, 표면 접촉각을 측정하였으며, 평가 후 디스크를 방치하여 부식 생성물의 생성 차이도 확인하였다.
1) 환경조건 별 마찰계수는 휠 세정제를 사용한 경우가 가장 낮게 측정되었으며, 이는 휠 세정제 내에 포함되어 있는 계면활성제의 영향으로 확인되었다. 물과 타이어 광택제를 이용한 경우, 유사한 마찰계수 경향을 보였으며, 이는 타이어 광택제에 포함되어 있는 물 성분에 기인한 것으로 판단된다.
2) 평가 후 표면 거칠기 측정 결과, 물과 타이어 광택제를 사용한 경우에 건조 조건에 비해 많은 필름이 형성되는 것으로 확인되나, 필름의 경도는 약하게 측정되었다. 이는 물이 건조되면서 필름을 형성하는 분진 내부에 기공이 생긴 것으로 판단된다. 휠 세정제로 평가한 경우에는 마찰 필름도 네 시편 중 가장 두껍게 형성되었으며, 이는 휠 세정제 내의 계면활성제로 인해 마찰 필름의 파괴를 방해한 것으로 예상된다. 또한 물과 타이어 광택제 시편과 달리 필름의 경도는 가장 높게 측정되었으며, 이는 물과 달리 계면활성제 성분이 잔류하고 있기 때문으로 추정된다.
3) 표면에너지 측면에서 물과 타이어 광택제를 이용한 경우에 건조 조건보다 다소 높은 접촉각을 보이고 있으며, 이는 표면 조도의 영향으로 판단된다. 휠 세정제의 경우에 는 가장 낮은 접촉각을 보이고 있으며, 이는 균일한 마찰 필름 형성으로 인한 낮은 조도와 계면활성제의 영향으로 확인되었다.
4) 평가 후 디스크 필름부의 부식발생 비교평가 결과, 휠 세정제의 경우 가장 많은 부식 생성물이 생성됨을 확인하였으며, 물, 타이어 광택제, 건조 조건 순으로 부식 생성물량이 감소하였다.
따라서 본 연구에서는 휠 세정제를 이용한 경우, 계면활성제 성분에 의한 두꺼운 마찰필름 형성 및 높은 친수성에 의해 브레이크 디스크의 부식에 불리할 것으로 확인되었다. 이는 실제 필드 조건에서 발생하는 브레이크 디스크의 부식에 대한 원인으로 생각할 수 있다.