1. Introduction
Among the many titanium alloys that have been developed, Ti-6Al-4V (Ti64) has been in the greatest demand for decades because of its high strength, high creep resistance, biocompatibility, excellent corrosion resistance and satisfactory strength-to-weight ratio. These features make the alloy suitable for applications in the marine, aerospace, military, biomedical, and chemical industries [1-11]. The alloy’s excellent mechanical properties have been attributed to the combination of hcp α and bcc β phases, which form typical microstructures such as α/β lamellar and colony microstructures. The size and ratio of the phases can be tuned by adjusting the processing conditions [12-15]. However, despite these advantages, Ti64 has inferior hardness and wear resistance, and these remaining challenges have yet to be solved. Improving these qualities is especially important for parts that come into frequent contact, such as in medical devices, aircraft and other military uses. Surface coating with harder materials can mitigate this concern, but is not a sustainable solution, especially in medical and dental devices.
Recently, some attempts have been made to improve both the wear resistance and the tensile properties of Ti64. The formation of hard phases, such as TiC and TiB<sub>2</sub>, in Ti64 can increase its strength and hardness, which affect wear resistance, however, they can also degrade ductility [16,17]. Studies have shown that the addition of boron toTi64 up to 2 wt% enhanced the hardness via grain refinement. However, tensile test results were not reported in these studies, so the corresponding effect of the added boron could not be accurately evaluated [18,19]. Choe et al. [20] and Frary et al. [21] reported that adding tungsten to Ti64 markedly increased its tensile strength and hardness. They studied Ti64 containing relatively high tungsten contents (10 and 15 wt% W) which also led to a reduction in ductility due to the incomplete dissolution of the W in the matrix.
Tungsten can provide additional advantages for biomedical applications, such as low toxicity and elastic modulus. Also, it has high stiffness, strength, and shows slow dissolution and diffusion kinetics in β titanium. However, reports on the effect of adding tungsten in relatively low amounts (< 10 wt%) on the microstructural parameters and mechanical behavior of Ti64 alloy are rare.
In this study, we analyzed the effect of different amounts of added tungsten (1 and 5 wt%) on the microstructural parameters of Ti-6Al-4V and correlated those parameters with the mechanical properties of the alloys.
2. Experimental Procedures
The material used in this study was Ti64 alloy with varying contents of W. The Ti64 alloy was prepared by adding pure Al and V to commercial pure Ti. The Ti64 alloy with 0 wt% W was designated as the basic alloy. The other alloys prepared in this study contained 1 wt% and 5 wt% W. The alloys were manufactured using the powder injection molding (PIM) technique. They were sintered for 2 h at 1200 °C and then subjected to 2 h of hot isostatic pressing (HIP) at 900 °C and 100 MPa, during which the alloys were plastically deformed to collapse internal voids.
Microstructural characterization was performed with a Leica DFC 500 optical microscope (OM) after carefully polishing and etching the samples in Kroll’s reagent (85 % DI water, 5% nitric acid, and 10% HF). The microstructures were also analyzed using a fully automated, high-resolution electron backscatter diffraction (EBSD) instrument (EDAX TEAM EBSD system with a Hikari XP camera). The EBSD data were obtained at a step size of 2.0 μm and analyzed using TSL software [22]. X-ray diffraction (XRD) patterns to identify the phase of samples were obtained using a D/MAX 2500H Rigaku X-ray diffractometer with Cu-Kα radiation. The quantitative measurements of the phases (α and β) in the alloys were performed with ImageJ software (version 1.5Ij8). The microstructure parameters, such as the colony size and lamellar thickness, were measured using the intersection method [23]. Analyses of the chemical compositions in the phases of the alloys were performed using an energy-dispersive spectrometer attached to a JSM-6390 scanning electron microscope.
Tensile tests were conducted on cylindrical samples at ambient temperature. Each tensile sample had a gauge length and a diameter of 36 mm and 6.4 mm, respectively, according to the ASTM E-8 standard. The test was performed on an Instron 5982 universal testing machine with a load capacity of 100 kN and a crosshead speed of 1 mm min-1. Nanoindentation hardness tests were performed on polished sections using an XP nanoindenter with a Berkovich indenter tip. A load of 200 g and a hold time of 10 s was used for the nanoindentation tests. The continuous stiffness mode was used in this study, and indentations were performed at a constant nominal strain rate of 0.05 s-1. The indentations were made in both the α and the β phases.
3. Results and Discussion
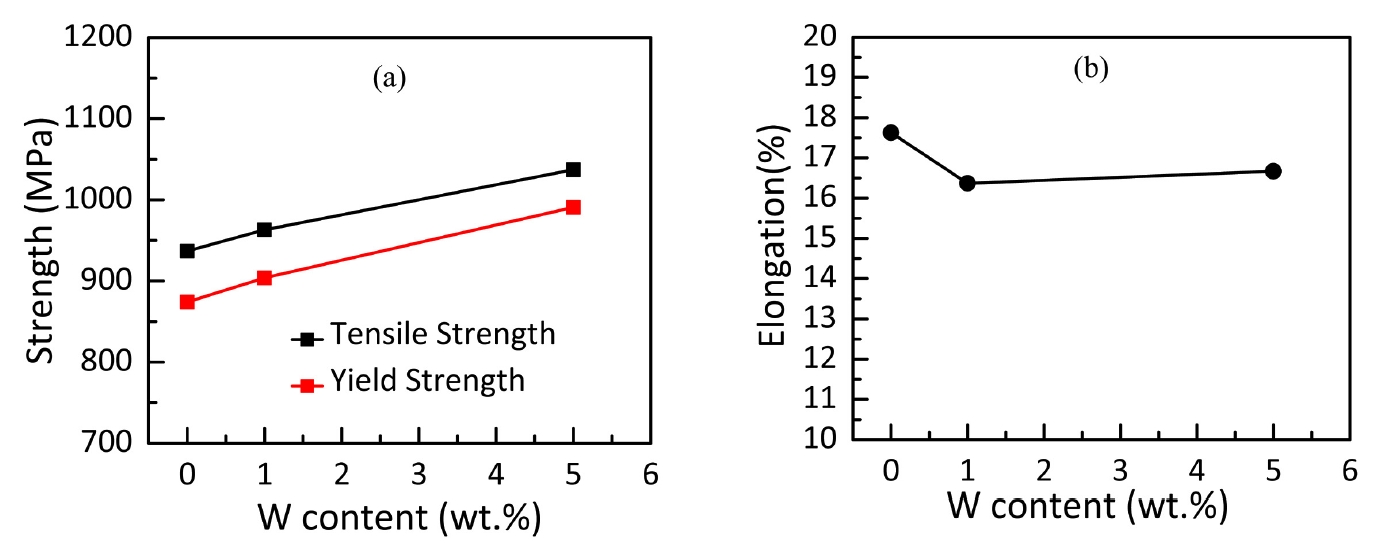
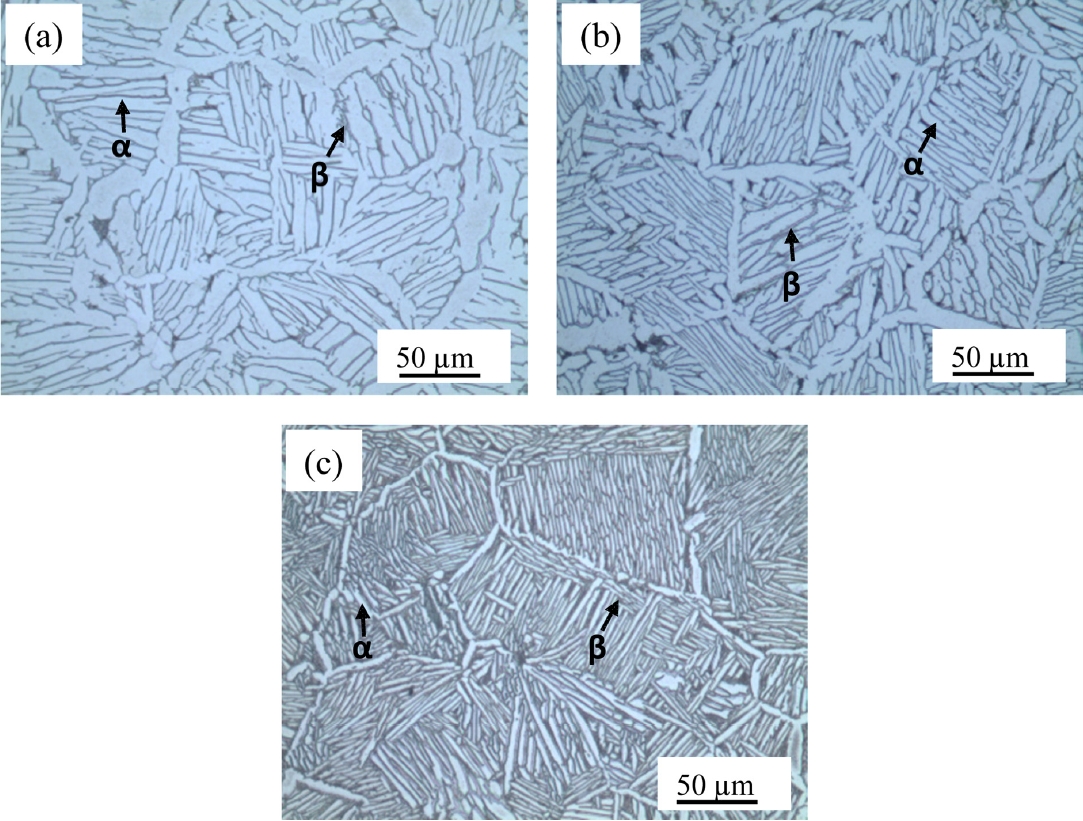
Table 1 and Fig 1(a) show the tensile properties of the Ti64 alloy containing different W contents. The yield strength and tensile strength increased proportionally as the W content was increased from 0 wt% to 5 wt%. The elongation remained within 16~18% up to 5 wt% W addition, as shown in Fig 1(b). Fig 2 shows optical micrographs of the alloys with different W contents. For the alloys with 0 to 1 wt% W, the figures show similarly aligned Widmanstätten α platelets in colonies, together with primary α formed along the prior β grain boundary. As the W content increased, the α (bright)-β (dark) lamellar structure (colonies) became finer, and the thickness of the primary α became thinner. In the alloy with 5 wt% W addition, the α/β lamellar structure with long α platelets changed into a basket weave structure, which is a much finer form of Widmanstätten morphology, as shown in Fig 2(c). This structure normally forms in very high cooling or large supercooling from the β phase; additionally, this structure is known to further increase the strength of the alloy [24].
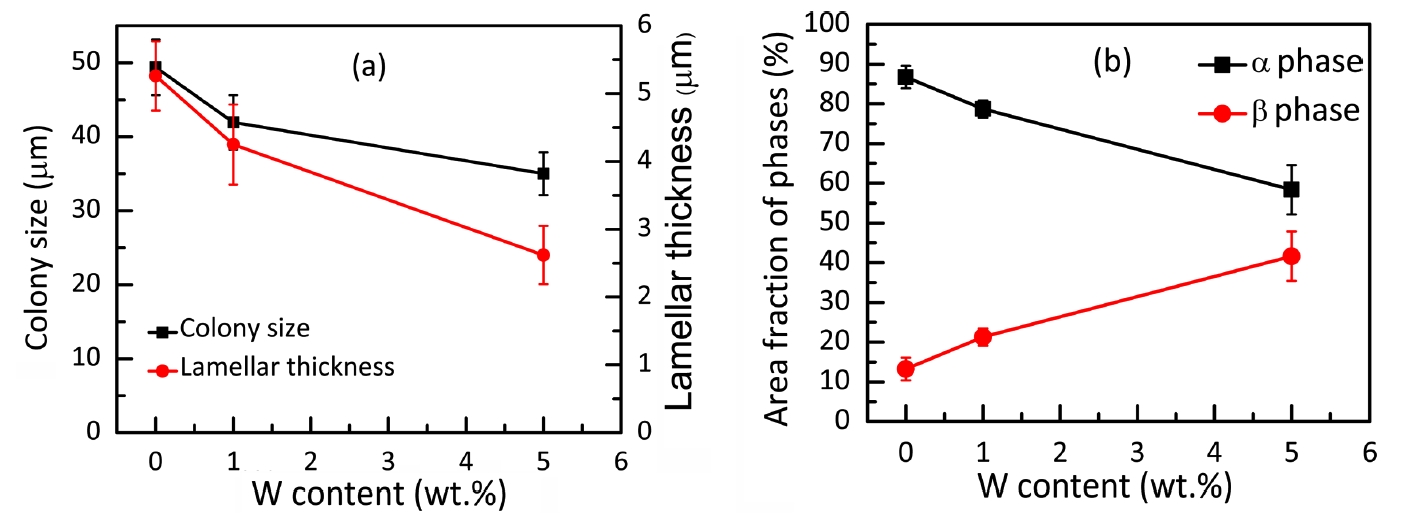
Fig 3 shows the EBSD map of the phases in the alloys with 0 and 5 wt% W addition. Increasing the W content from 0 to 5 wt% led to a considerable refinement of the grain in the microstructure, resulting in finer and denser lamellae within the colonies. The lamellar thickness and colony size measured by OM are quantitatively presented in Table 1 and Fig 4(a). The lamellar thickness significantly decreased as the W concentration was increased up to 5 wt%. The colony size also decreased as the W content increased: from 49.38 μm for 0 wt% W to 35.01 μm for 5 wt% W. The relative amounts of the α and β phases, which were measured as area fractions in the OM images, are shown in Fig 4(b). The ratio of the α to β phase showed a dramatic change: from approximately 9 for 0 wt% W to 2 for 5 wt% W.
These microstructural changes induced by the addition of W evidently suggest that W is a strong β phase stabilizer. It shifts the β to α transformation to a lower temperature, thereby inducing a finer α/β lamellar structure in the existing β grains, due to the shorter diffusion distance. Concurrently, with higher W content the same mechanism can also contribute to the formation of smaller colony sizes in the alloys through nucleation of the α phase in the interior of the existing β grains. However, the growth of nucleated α platelets is suppressed. To explain the finer lamellar structure, microchemical analyses of each phase can provide additional information.
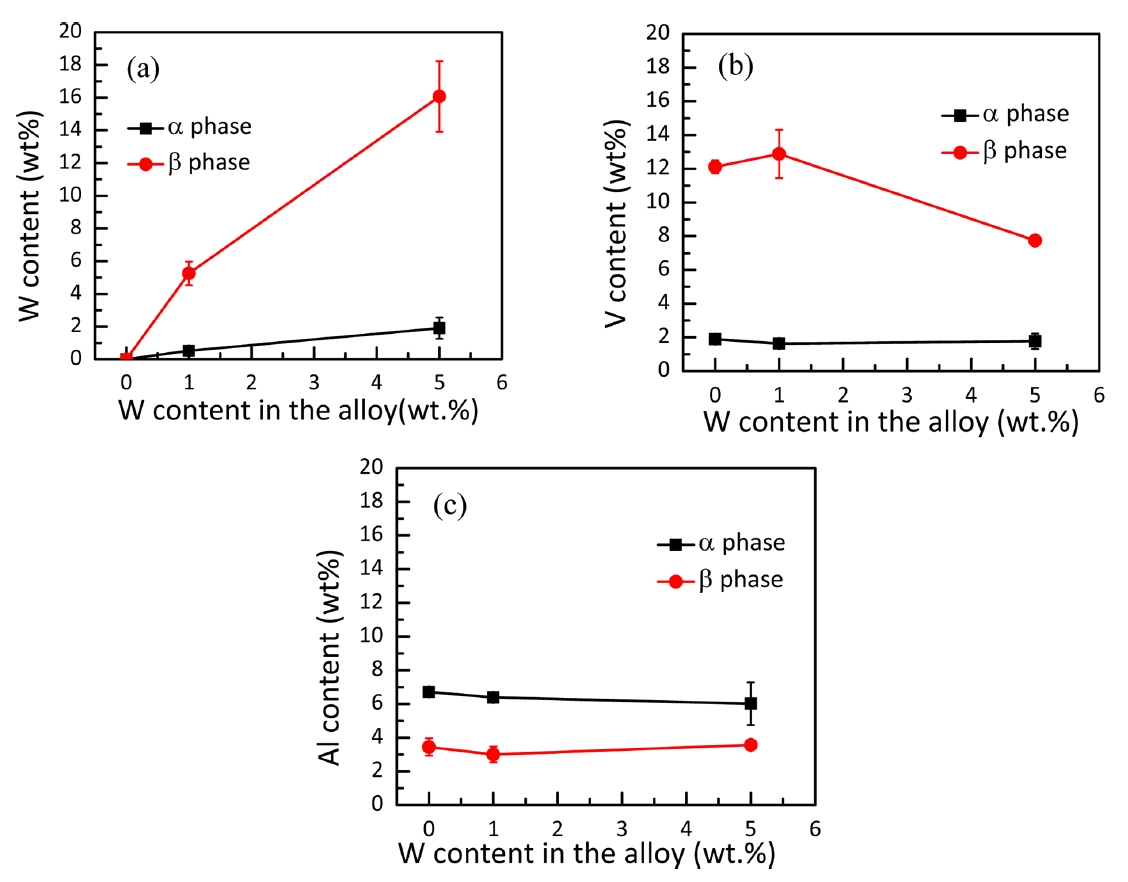
Fig 5 shows the results of the microchemical analyses of microstructures with different W contents. Basically, the α phase is enriched in Al, whereas β is enriched in V and W. In Fig 5(a), the added W is mostly partitioned to the β phase, although it also increases up to 2 wt% in the α phase. For instance, the addition of 5 wt% W in the alloy results in 16 wt% W in the β phase. Concurrently, V in the β phase decreases with an increase in W content (Fig 5(b)). The Al contents in both the α and β phases were not substantially affected by the W addition, as shown in Fig 5(c). These elemental distributions suggest that the phase transformation from single β phase to α-β lamellar during cooling accompanies a large amount of backward diffusion of W and V into the β phase, and the diffusion of Al into the α phase. The kinetics of the phase transformation depends on the β phase stabilizing elements and the phase transformation temperature [25]. Tungsten, a strong β phase stabilizing element, lowers the transformation temperature and kinematically retards the elemental partitioning process, only allowing diffusion over a short distance. This can enhance the nucleation of the α phase in the prior β grain at lower temperatures and result in the formation of the fine basket weave structure [26,27].
From Fig 4(a), it is evident that the finer colony size and lamellar thickness produced by adding W improved the tensile properties of the Ti64 alloy, as was previously reported in several studies [12-15]. According to Kar et al. [28], the yield strength and tensile strength are inversely proportional to the lamellar thickness because of the decrease in dislocation pile-up length. Similarly, the yield strength and tensile strength are inversely related to the colony size. According to the literature [29], a colony acts like a single grain, within which only the basal system is activated during deformation. During deformation, dislocations of the same nature pile up at the boundaries of the colony, which can result in a large concentration of stress. Hence, failure may occur at the colony boundaries. Furthermore, the preservation of ductility within 16~18% is attributed to the finer colony size and lamellar thickness. According to the literature [30], the ductility of the Ti64 alloy with a Widmanstätten morphology is enhanced by finer colony size and lamellar thickness. Therefore, a smaller colony size and finer lamellar thickness will produce a good balance among the properties of yield strength, tensile strength, and ductility, as displayed in Fig 1, which indicates higher yield strength and tensile strength and good ductility.
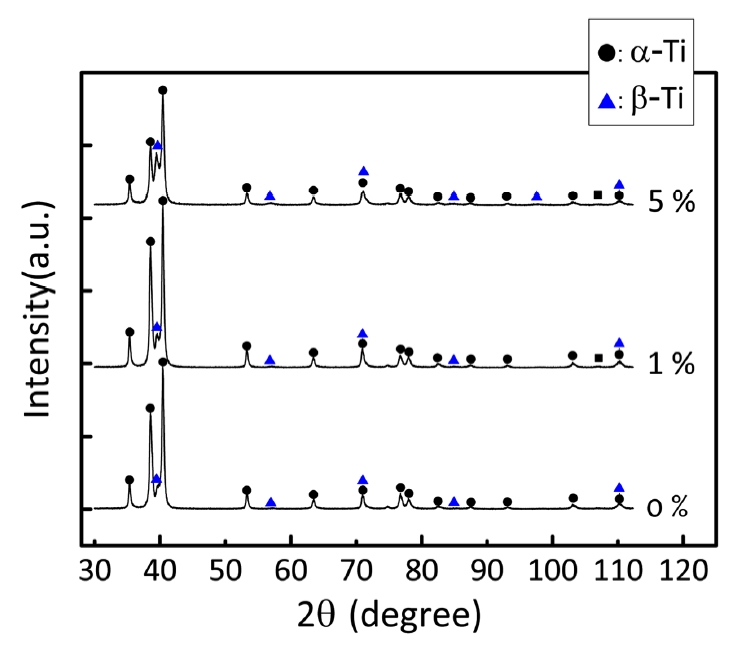
The redistribution of the alloying elements in the solid solution due to the addition of W can also modify the role of each phase in the tensile properties of the alloy. To identify the phases present in the microstructure, the alloys were subjected to XRD analysis. As shown in Fig 6, the major peaks are from the α phase, however the peaks from β become more prominent as the W content increases. No other peaks except for those two phases are present, even for 5 wt% W. This confirms that the added W element was not consumed to form any intermetallic compounds.
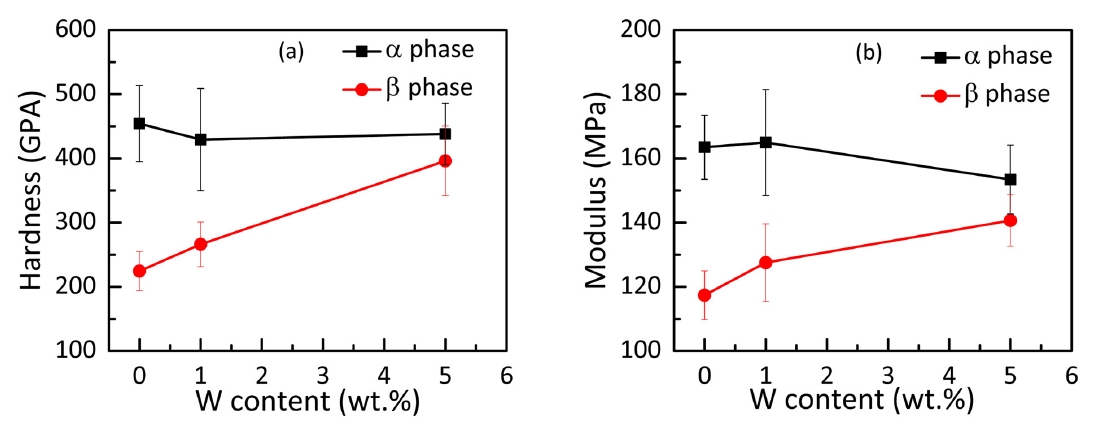
To analyze the contribution of each phase to the strengthening effect, nanoindentation tests were performed on the α and β phase regions in the microstructure. As shown in Fig 7(a), with no added W (0 wt%) the bcc β phase is much softer than the hcp α phase in the Ti64 alloy. For the W-bearing alloys, the hardness of the α phase remained constant regardless of the added W content. In contrast, the hardness of the soft β phase increased significantly as the W content increased from 0 wt% W (225 GPa) to 5 wt% W (396 GPa). This trend in nanohardness is consistent with the observation that the W in the solid solution in the β phase replaces V, as shown in Figs 5(a) and (b). Hence, the added W simultaneously increases the β (soft) to α (hard) ratio and increases the hardness of the β phase. These two phenomena balance each other and strengthen the alloy while inducing only a small change in ductility.
Fig 7(b) shows the change in modulus in each phase with respect to W content: as W increased to 5 wt%, the W content in the α phase decreased, while it increased in the β phase. Modulus can be beneficial or detrimental depending on how the material is used. Medical applications of Ti alloys require a lower modulus, close to that of human bone [31], whereas mechanical parts for aerospace and automotive industries require Ti alloys with superior wear resistance, usually obtained by alloys with high hardness and modulus [32]. In Fig 7(b), since W has an opposite effect on the modulus of the two phases, it should be assumed that there is no significant modulus change in the α-β composite structure following W addition. However, added W can improve the mechanical properties of the material, as it reduces localized breakage caused by the mechanical mismatch between the two phases.
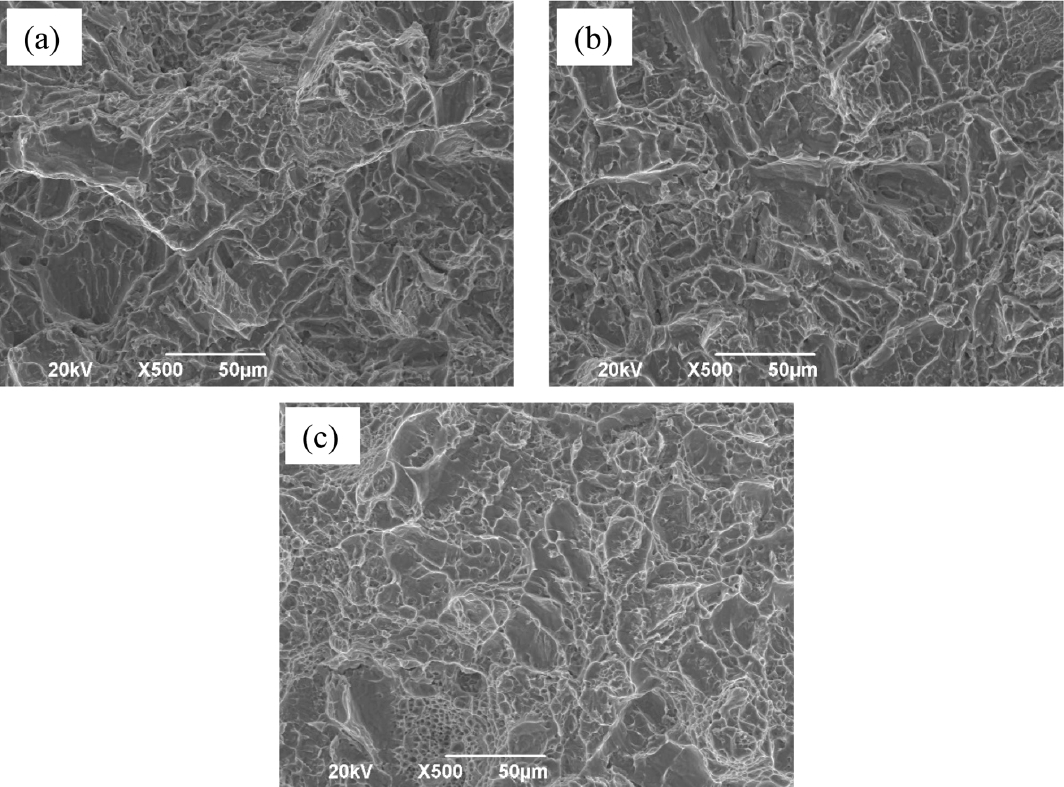
For the alloys with up to 5 wt% added W, it is evident that both the finer microstructure and the increase in the β phase concurrent with solid solution hardening are responsible for strengthening the alloy and limiting ductility loss. Furthermore, we assert that the formation of the finer Widmanstätten basket weave structure is partly responsible for the improvement in the tensile property of the alloy. The PIM process was completed at such a relatively high W content, which made the microstructure homogeneous or defect free. As shown in Fig 5(c), the W content in the β phase increased rapidly up to 5 wt% W addition, which suggests that the W dissolved completely in the matrix. This is supported by the XRD analysis in this study, shown in Fig 6, which did not reveal any peaks from pure W or W -compounds. Lee et al. [30] reported that the tensile strength and ductility of the Ti64 alloy improved significantly because of the fine Widmanstätten structure of the alloy. Fig 8 displays the change in the fracture surface appearance with increasing W content. Comparing Figs 8(a) and (c), the alloy containing 5 wt% W shows finer dimples than that without W, which is in good agreement with the finer microstructure which contributed to the improved yield strength, tensile strength and good ductility observed in the tensile tests.
4. Conclusions
In conclusion, the effects of added W on the microstructure and mechanical properties of PIM-processed Ti-6Al-4V alloy were investigated. Increasing the W content in the Ti-6Al-4V alloy from 0 to 5 wt% led to considerable improvements in strength while inducing only a small loss in ductility. The improved tensile properties provided by the W addition were attributed to the finer lamellar thickness and the increased β (soft) to α (hard) phase ratio. Additionally, the added W preferentially strengthened the β phase by solid solution hardening, due to the partitioning of W in the phase. These results suggest that adding W to Ti-6Al-4V alloy is a promising way to develop Ti alloys with higher strength and wear resistance.