1. 서 론
가스터빈 고온부품은 제작사에 따라 1-3단 또는 1-4단으로 구성되어 있으며, 각 단을 구성하는 블레이드 및 베인은 고온/고속의 가혹한 환경조건에서 운전된다. 따라서, 운영사는 제작사가 제시하는 기동/정지 횟수 또는 등가운전시간(Equivalent Operation Hour) 중 선도래하는 것을 기준으로 엄격하게 수명을 평가하고 주기적 예방정비(overhaul)를 수행하고 있다.
특히 발전효율 향상을 위하여 입구 운전온도가 지속적으로 상승하는 방향으로 발전설비가 발전 및 고도화되고 있으며, 현재 국내 복합화력 발전소에서 많이 사용되는 F급 가스터빈의 경우 1300℃의 가혹한 환경에서 운전된다 [1].
복합화력 계획예방정비 시 일반적으로 제작사가 제시하는 기준에 따라 점검 시기를 A, B, C급으로 나누어 주기 점검을 수행하고 있으며 연소기, 버켓, 노즐과 같은 고온부품의 경우 수명주기에 따라 가스터빈 주기기 모든 부품을 분해 후 전문가시스템(expert system)에 의한 상세 점검 및 수명평가가 이뤄지며, 수명평가 결과를 기준으로 계속 사용, 재생, 또는 교체 작업이 이뤄진다.
전력거래소 급전지시에 따라 부하추종운전(load following mode)으로 작동하는 우리나라 발전소의 운전조건을 고려할 때, 가스터빈 고온부품의 수명에 큰 영향을 미치는 기동횟수(Equivalent stop, ES) [2]가 다른 국가 발전소와 비교하여 빈번하여 예방정비 주기가 빠르며, 빈번한 예방정비는 결국 유지보수 비용을 증가시킨다.
유지보수 비용 절감 및 경제성 향상을 위하여 최근 가스터빈 고온부품 소재 구성비율 및 제작기술 [3,4], 코팅 방법 및 분말 구성비율 [5-7] 뿐만 아니라 수명완료 고온부품 모재에 대한 열처리 및 HIP 최적화 기술 [8,9] 등의 재생 핵심 기술에 관한 다양한 연구가 지속적으로 수행되고 있다 [10-13]. 하지만 미국, 일본 등의 선진국은 가스터빈 관련기술을 항공우주와 관련된 국가기반기술로 분류하여 해외에 유출 되지 않도록 철저히 관리 중이기 때문에 해외 가스터빈 제작사는 상술한 핵심 기술들을 철저히 비공개한다. 본 연구는 가스터빈 유지보수 원천기술 확보를 위하여 수명 완료된 고온부품에 열처리 및 HIP 공정을 수행할 경우 고온부품 재생을 통한 추가사용이 가능한지에 초점을 맞추었다.
가스터빈 고온부품으로 사용되는 Ni기 초합금에 속하는 GTD111 소재의 주요 강화 기구는 석출강화이며, austenite matrix에 강화 석출물인 γ', γ-γ' eutectics, carbides, TCP phase 등으로 구성되어 있다 [14]. 석출강화는 석출물의 형태와 분포가 재료 특성을 지배하는데, 이러한 특성은 고용화 및 시효 열처리에 의해 결정된다 [15]. 고용화 열처리는 내부 합금원소들을 용해하는 역할을 하며, 시효 열처리는 핵생성 및 γ'의 성장에 영향을 미치기 때문때 [16], Ni 기 초합금의 미세조직 제어 및 강화를 위해서는 열처리 조건이 매우 중요하다. 또한 열간 정수압 프레스법(hot isostatic pressing, HIP)은 조직 내의 미세 기공을 제거하여 기계적 특성값의 산포를 줄일 수 있는 장점이 존재한다 [17].
이러한 가스터빈 모재 미세조직의 열처리 반응특성을 고려할 때, 열처리 및 열간 정수압 프레스법 공정이 재생에 중요한 역활을 한다고 생각되어 본 연구에서는 열처리 및 열간 정수압 프레스법 공정을 활용하여 운전수명을 소진한 가스터빈 고온부품의 재사용 여부를 판단하였다.
이를 위하여 실제 국내 복합화력 발전소에서 예방정비 시 운전수명이 완료된 고온부품을 이용하여 시편 제작 후, 고온부품의 고온 강도 향상을 위하여 3단계 열처리를 수행하였으며, 미세조직내부 기공 제거를 통한 무결성 향상을 위하여 열간 정수압 프레스법을 적용하였다. 제시한 공정의 재생특성 분석을 위하여 감마프라임(γ') 및 MC cirbide 등의 변화를 미세조직을 분석을 통하여 관찰하였으며, 응력-파단 시간, 인장강도 및 경도등 기계적 특성 또한 평가하였다. 또한 국내 재생정비기술의 정략적 평가를 위하여 해외 실험결과들과 정량적 비교·분석하였다.
2. 실험방법
국내 복합화력 발전소에서 실 사용하는 1300℃ F급 가스터빈의 3단 버켓을 이용하여 시편을 제작하였다. F급 가스터빈은 운전 중 3600 rpm으로 고속회전하며, 입구온도는 1327℃이다. 대상 고온부품은 GTD111을 모재로 사용하며, 1단 및 2단 고온부품들은 높은 운전 온도 조건을 고려하여 모재에 TBC(Thermal Barrier Coating) 및 Bond 코팅층이 존재하지만 3단 고온부품들은 별도의 코팅층이 존재하지 않는다.
실 사용된 3단 버켓의 운전이력은 기동횟수(Equivalent Stop, ES) 1,893회, 운전시간(Operational Hours, OH) 59,244 h로 등가운전시간(Equivalent Operational Hours, EOH) [2]은 97,104 h이다. 1300℃ F급 가스터빈 3단 고온부품 교체 또는 재생수명이 등가운전시간 기준 96,000 h임을 고려할 때 [18], 본 버켓 부품은 운전수명의 101.15%를 사용했으므로 적절한 시기에 재생정비가 수행되고, 설계 수명만큼 사용된 것으로 사료된다.
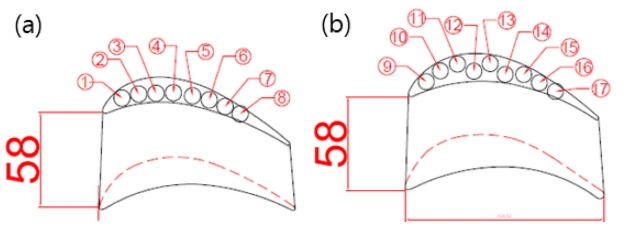
기계적 특성 평가를 위하여 방전가공법을 이용하여 3단 버켓을 platform trailing edge를 기준으로 18 mm 상단 위치의 에어포일(airfoil)부를 58 mm씩 가로절단하여 각각 파트 A 및 파트 B로 구분하였으며, 파트 A는 열처리를 수행하지 않고 파트 B는 재생을 위한 열처리(Full solution+Normal heat treatment) 공정을 실시하여 그림 1에 나타낸 바와 같이 시편을 채취하였다. 따라서 본 연구에서는 파트 A를 열처리 전(without heat treatment, w/o HT), 파트 B를 열처리 후(with heat treatment, w/ HT)로 구분한다.
열처리 조건은 1210℃에서 2시간 유지 후 급랭, 1120℃에서 2시간 유지 후 급랭하고 최종적으로 845℃에서 24시간 유지 후 급랭하였다. 추출 시편을 이용하여 제작사가 제시하는 가스터빈 고온부품의 상태평가 주요 지표인 응력-파단 시간, 인장강도 및 경도를 측정하였다. 또한 HIP 공정을 열처리 후 시편에 적용하여, 기공 제거 및 무결성(integrity)을 향상시켰을 때 기계적 특성변화 또한 관찰하였다. HIP 공정에서는 시편을 1200℃ 및 100 MPa 조건에 4시간 유지하였다. 상술한 열처리 및 HIP 공정은 미국 전력연구원(Electric Power Research Institute) 자료를 기반으로 도출하였다 [19]. 추후 지속적으로 수명이 완료된 시편을 확보하여 참고문헌에 제시된 조건 외의 다양한 조건에서 실험을 수행하여 미세조직 및 기계적 특성변화에 대한 정량적 비교분석 및 최적 열처리 및 HIP 공정을 도출할 계획이다.
파트 A 및 파트 B 에서 채취한 시편을 이용하여 ASTM E633 표준시편을 각각 6개씩 제작하여 응력-파단 시험을 수행하였다. 실험조건은 871℃, 310.26 MPa 및 982℃, 186.16 MPa 두 가지 이며, 신뢰성 있는 실험을 위하여 열처리 전·후 시편을 각각 3개씩을 이용하였다. 인장강도 실험 또한 열처리 전·후 채취 시편을 이용하여 ASTM E21 표준시편을 각각 2개씩 제작하여 수행하였다. 인장시험기 (INSTRON®, 8801, USA)를 사용하여 650℃ 온도 및 변형률 속도 1 mm/min 조건으로 인장시험을 실시하였다. 시편 추출 후 남은 파트 A 및 B에 대해 경도계 (Rockwell, KDMT-170, USA)를 이용하여 경도를 측정하였으며, 위치 의존성이 크지 않지만 신뢰성 있는 데이터 취득을 위하여 두께가 가장 두꺼운 trailing edge 부위를 3회 측정하였다.
미세조직 평가를 위한 시편은 기계적 특성평가를 위한 시편 채취 후 남은 부분을 이용하여 제작하였다. 열처리 전 시편 파트 A에서는 그림 1의 ①, ④ 및 ⑧ 주위에서 시편을 채취하였으며, 열처리 후 시편 파트 B에서는 그림 1의 ⑨, ⑬ 및 주위에서 시편을 채취하였다. 추출된 시편 표면은 #200까지~1 μm까지 Polishing 후 H3PO4 10 ml, H2SO4 45 ml, HNO3 45 ml를 이용하여 6V에서 5초간 전해에칭을 실시하였다. 주사전자현미경(Scanning electron microscope (SEM), Hitachi, JSM6360, Japan)을 이용하여 ×2000, ×5000, ×8000 배율로 미세조직 관찰을 수행하여 γ' 크기 및 분율 등 미세조직을 분석하였으며, 레이져 현미경(Keyence, VX-X260K, Japan)을 이용하여 관찰한 미세조직으로부터 MC carbide 면적 분석을 수행하였다.
3. 실험결과 및 고찰
3.1 미세조직 평가
모재의 열화정도는 γ' 분석을 통하여 분석 가능하다 [1]. γ'은 석출상으로서 노출 온도가 높을 경우 열화가 빠르게 진행되는데, 열화가 진행됨에 따라 크기가 커지며 표면에너지를 높이기 위하 구형으로 변하는 경향성을 보이며, 이에 따라 분율(area fraction)이 감소하게 된다 [20]. 하지만 고용화 열처리를 수행하면 내부 합금 원소들을 용해하며, 시효 열처리를 통하여 γ' 핵생성 및 성장이 다시 시작되기 때문에 합금의 미세조직이 회복 가능하다.
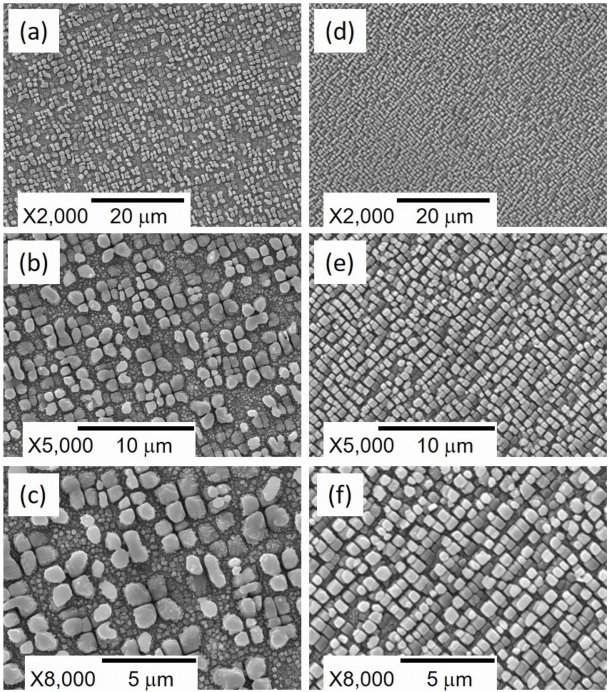
그림 2 (a), (b) 및 (c)에 도시된 바와 같이 열처리 전 미세조직의 경우 γ'이 γ matrix내 구형의 형태로 크게 뭉쳐 있는 경향이 관찰되는 반면, 열처리 후 미세조직은 그림 2 (d), (e) 및 (f)에 도시된 바와 같이 γ'이 γ matrix 내 미세하고 높은 밀도를 보이는 형태로 분포되어 열처리 전 미세조직에 비해 γ' 분율이 높음을 관찰하였다. 이러한 현상은 열처리를 수행하여 조직을 복원하는 경우 γ matrix에 분포되어 있는 γ' 이 primary γ'과 미세한 secondary γ'으로 나뉘어서 분포되게 되며, 열화 됨에 따라 primary γ' 의 사이즈가 커지면서 cube형태에서 spherical형태로 변형되며, 미세한 secondary γ'은 점차적으로 소멸되기 때문이다 [21].
따라서 열처리를 통하여 가스터빈 고온부품의 미세조직이 회복됨을 추론 가능하다. 이러한 효과는 그림 2에 도시된 suction side 뿐만 아니라 leading edge 및 trailing edge에서도 동일하게 관찰가능하였다. 열처리 후 HIP 공정을 추가해도 기공 제거를 통한 무결성은 향상되지만 미세구조 조직상의 특별한 변화는 없기 때문에 HIP 공정 추가 시 미세조직 사진은 도시하지 않았다.
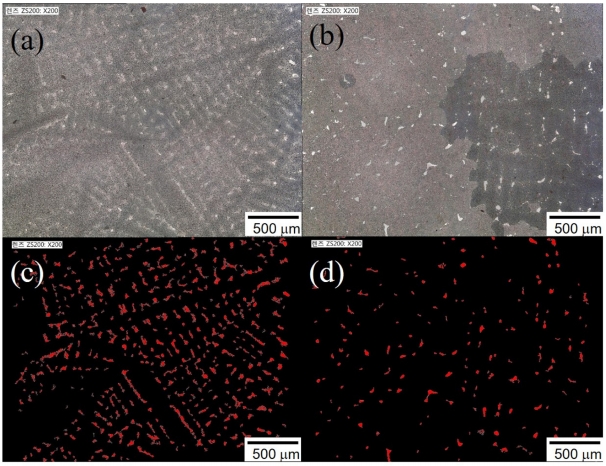
그림 3은 열처리 전·후 미세조직 변이 관찰을 위하여 레이져 현미경을 이용하여 측정한 metal+carbide상(이하 MC carbide로 명명)이다. 그림 3 (a) 및 (c)는 열처리 전, 그림 3의 (b) 및 (d)는 열처리 후의 MC carbide 측정 사진이다. 열처리 공정을 수행한 Ni기 합금의 경우 미세조직 내에 MC carbide가 존재하며, 열화가 진행되면 합금의 조성 및 열화 온도영역에 따라 MC → M23C6 또는 MC → M6C로 변이하며 [22], 합금 내 Mo나 W의 함량이 많을수록 M6C가 더 많이 생겨난다 [23]. 즉 MC carbide 상의 변이를 통해 미세조직의 열화 및 재생정도를 분석 가능하다. 본 연구에서는 MC carbide상을 MC, M23C6, M6C 등으로 구분하지 않아도 열처리 영향을 관찰 가능하여 MC carbide 각 상의 변화에 대한 구체적인 분석을 수행하지 않았다. 하지만, SEM과 TEM을 활용하여 실 사용 블레이드의 열화 전/후 MC, M23C6, M6C를 포함하는 MC carbide상 변화에 대한 정량적 비교분석을 수행 하면 열화에 대한 각 상의 변화를 분석 가능할 것으로 사료되므로 추후 시편에 대해서는 각상에 대한 분석을 수행할 예정이다.
열처리 전후의 MC carbide상에 대한 레이져 현미경 분석을 수행한 결과 기존 문헌에서 관찰한 결과와 동일하게 열처리 전 가스터빈 고온부품의 미세조직은 열화의 영향으로 다량의 MC carbide가 석출된 것이 관찰되지만, 열처리 후 미세조직에서는 MC carbide가 다량 감소되었다. 그림 3 미세조직 분석결과를 이용하여 MC carbide 분율을 계산하면 열처리 전 534,817 μm2였으나, 열처리 후 161,338 μm2로, 열처리를 통하여 MC carbide가 70% 감소한 것을 확인 하였다.
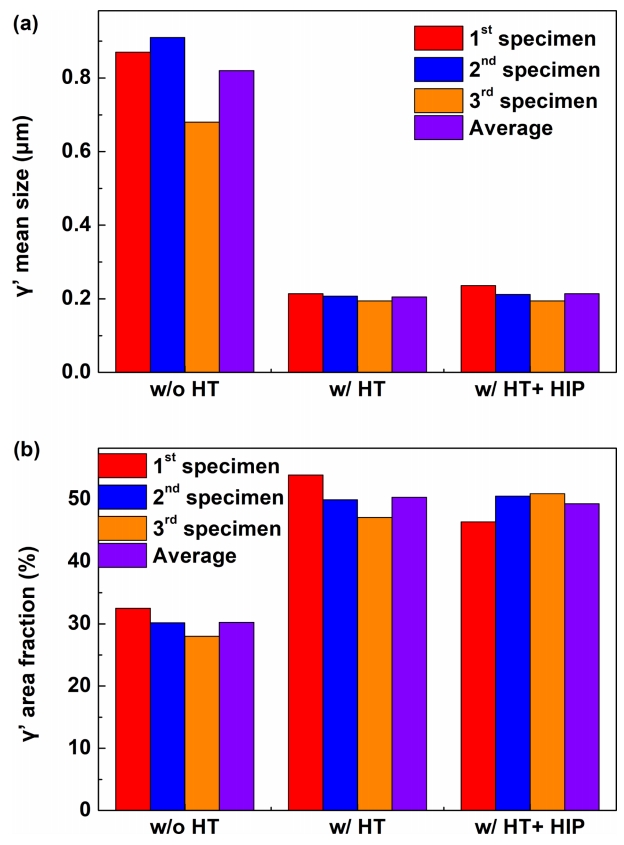
열처리 효과의 정량적 분석을 위하여 열처리 전·후 및 HIP 공정 추가시 γ' 평균 크기 및 분율을 레이져 광학현미경을 이용하여 측정한 결과를 그림 4에 도시하였다. 열처리 전, 후 및 HIP 공정 추가시 γ'의 평균크기는 0.82 μm, 0.205 μm, 0.214 μm이며, 분율은 각각 30.25%, 50.32%, 49.28%이었다. 열처리를 통하여 γ'의 평균 크기가 열처리 전과 비교하여 60 μm로 감소하며, 분율은 20% 향상됨을 관찰 가능하였다. HIP 공정은 조직 내의 미세기공 제거를 통하여 무결성 향상 및 산포를 감소시키지만, γ'의 평균 크기 및 분율은 변화가 미비한 것을 관찰 가능하였다.
열처리 전 leading edge 주변에서 추출한 시편(그림 4의 첫번째 시편) 평균크기 및 분율이 trailing edge 주변에서 추출한 시편(그림 4의 세번째 시편) 평균크기 및 분율보다 큰 것을 고려할 때 국부 열화가 더욱 심각하다고 사료되며, 이러한 국부 열화를 고려했을 때 leading edge에서의 버켓 표면 온도가 trailing edge에서의 버켓 표면 온도보다 높을 것이라는 것을 유추할 수 있었다.
GTD111과 유사한 구성을 갖는 Ni기 초합금강인 IN738LC의 초기 γ' 크기가 약 0.2 μm 임을 고려할 때 [24], 열처리 후 미세조직 크기는 Ni기 초합금강 초기 크기와 크게 상이하지 않음을 관찰 가능하며, 재생공정을 통하여 여전히 버켓의 미세조직을 복원할 수 있음을 관찰 하였다.
3.2 기계적 특성 평가
본 절에서는 기계적 측면에서 가스터빈 고온부품 재생이 주요 평가지표인 응력-파단 시간, 인장강도 및 경도 측정 결과를 분석하였다. 실제 가스터빈에서 사용한 재생부품에 대한 분석 자료는 국내에 드물기 때문에, 본 연구에서는 국외 선행연구 실험조건과 동일하게 실험을 수행하고 실험 결과를 비교·분석하였다.
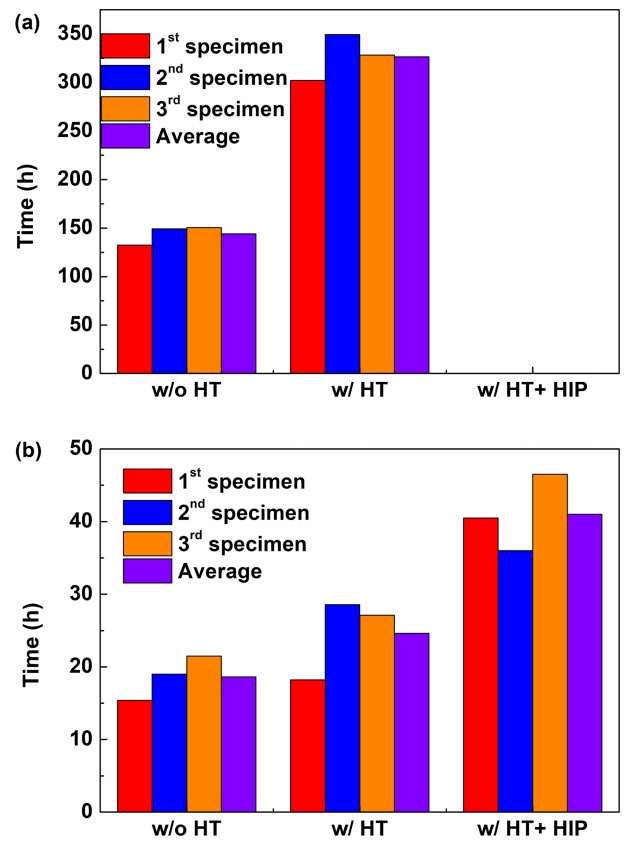
응력-파단 시험은 열처리 전, 열처리 후, 열처리 및 HIP 공정을 수행한 시편에 대하여 982℃, 186.16 MPa 조건에서 수행하였으며, 871℃, 310.26 MPa 조건은 3단 버켓의 Airfoil 부에서 채취할 수 있는 시험편 수량의 제약 때문에 열처리 전·후에 대한 실험만 수행하였다 (그림 5).
그림 5 (a)는 871℃, 310.26 MPa 조건에서는 응력-파단 시간을 도시하였다. 세 번 실험한 결과가 유사한 것을 보면 실험이 정상적으로 수행됨을 유추 가능하다. 하지만 γ' 평균크기 및 분율과 유사하게 leading edge에서 채취한 시편의 응력-파단시간이 가장 작은 것을 관찰 가능하다. 따라서 leading edge 표면온도가 높기 때문에 열화가 심한 것을 미세조직 분석뿐만 아니라 응력-파단시간을 통해서도 확인할 수 있었다.
열처리 전 평균 파단시간이 144.0 h, 열처리 후 평균 파단시간은 326.6 h로 열처리를 통하여 응력-파단 시간이 두 배 이상 증가하는 것을 관찰할 수 있었다. GTD111 다결정 시험편의 경우 최소 응력-파단시간이 140시간임을 고려할 때 [25], 열처리 후 최소 조건의 두 배 이상으로 충분한 신뢰성을 갖는다고 사료된다. 또한 일반적인 GTD111 소재를 주조 및 열처리한 소재의 응력-파단 시험 값이 동일 운전조건에서 288시간인 것을 고려할 때 [26], 고온부품의 재생을 위한 열처리 시 기계적 특성이 상당 부분 재생됨을 유추할 수 있었다. 따라서 열처리만 수행해도 본 운전조건에서는 충분히 신뢰성을 확보가 가능함을 확인하였다.
그림 5 (b)는 982℃, 186.16 MPa 조건에서는 측정한 응력-파단 시간을 도시하였다. 열처리 전 평균 파단시간은 18.6 h, 열처리 후 평균 파단시간은 24.6 h, 열처리 및 HIP 공정을 수행한 경우 평균 파단시간은 41.0 h이었다. 제작사에서 일반적으로 제시하는 최소 응력-파단시간 기준을 30 h임을 고려할 때, 열처리만 수행할 경우 본 운전조건에서는 고온부품 재사용을 위한 신뢰성 확보가 어려운 반면, HIP 공정까지 추가하는 경우 최소 응력-파단시간을 37% 초과하기 때문에 신뢰성 확보가 가능하다. 결론적으로, 가스터빈 재생정비 시 고온 운전조건에서 신뢰성 확보를 위해서는 열처리 뿐만 아니라 HIP 공정도 추가되야 할 것으로 사료된다.
국외 연구결과와의 정량적 비교를 위하여 응력-파단 시험 데이터를 이용하여 재료의 수명평가시 빈번히 사용되는 LMP (Lason-Miller Parameter) 값[27]을 산출하였다. 열처리 및 HIP 공정을 추가하면 표 1에 도시된 바와 같이 LMP값이 증가하는 것을 확인하였다. 871℃, 310.26 MPa 조건에서 EPRI 실험의 경우 LMP 값이 열처리 전·후 ≅25.7 및 ≅25.9이며, 982℃, 186.16 MPa 조건에서 LMP값이 각각 ≅26.8 및 ≅27.0으로 본 연구결과와 유사하다. 따라서 본 연구에서 제시하는 3단 열처리 및 HIP 공정을 수행하면 국외 연구결과와 유사한 수준으로 향상됨을 확인하였다.
인장시험은 열처리 전·후 시험편에 대하여 650℃ 온도 및 변형률 속도 1 mm/min 조건으로 두 개의 시편을 이용하여 실험을 수행하였으며, 평균값 및 괄호안의 표준편차를 EPRI에서 수행한 2개의 시편 실험 측정 평균값 및 괄호안의 표준편차와 같이 표 2에 도시하였다. 열처리 전 시편의 경우 항복강도(yield strength) 및 최대인장강도(ultimate strength) 모두 EPRI 실험값보다 작지만, 열처리 후 결과 값이 향상되어 EPRI 실험값을 상회하였다.
연신율의 경우 열처리 전·후 모두 양호한 결과를 보여주고 있으나 열처리 후 조금 성능이 개선된 것을 확인할 수 있었다. 연신률의 경우 EPRI 제시값보다 낮은 값을 보이지만 측정값은 일반적인 Ni 초합금강에서 연신율 값으로, 본 부품을 열처리 후 재사용 하더라도 건전성을 유지할 것으로 판단된다.
표 3에 경도시험 측정 평균값 및 표준편차(괄호안)를 도시하였다. 표준편차가 작은 것을 고려할 때, 측정되는 경도값이 큰 차이가 없음을 추론 가능하다. 열처리 및 HIP 공정은 경도에 큰 영향을 미치지 않는 것을 관찰할 수 있다. P. Wangyal, et. al [28]은 열처리 후 γ'의 분율이 증가하기 때문에 경도가 증가한다고 했으나, 본 연구결과를 보면 이러한 특성변이를 관찰할 수 없었다. 오히려 열처리 전에는 그림 3에서 도시한 것과 같이 MC carbide가 760℃~980℃ 온도에서는 불규칙적으로 grain boundary에 형성되어 파단강도가 증가되는 것으로 추측되지만 변화량이 미비하여 유의미한 추가분석은 힘들다. 경도 실험결과 또한 EPRI 가 제시한 허용범위인 36-44 HRc 범위임으로 사용가능하며, 경도 값은 재생정비 시 상대적으로 크게 고려하지 않아도 될 것으로 생각된다.
4. 결 론
본 연구에서는 수명이 완료된 1300℃ F급 가스터빈 3단 버켓 재생 시 열처리 및 HIP 공정을 통한 특성 변화를 분석함으로써 하기와 같은 결론을 도출하였다.
1. 미세조직 분석을 통하여 가스터빈 고온부품 γ'의 변이 형태를 관찰 가능하였으며, 열화된 고온부품의 열처리시 γ'의 크기가 작아지며, 분율이 증가함을 관찰 가능하다. 이는 일반적인 Ni기 합금강의 특징을 잘 대변하는 결과이며, 열화 시 발생하는 MC carbide 석출상이 열처리를 통하여 소멸되고 건전한 상태로 회복되는 것을 관찰 가능하였다.
2. 응력-파단시간 측정을 통하여, 낮은 온도 운전조건을 고려할 때는 열처리만 수행해도 충분하지만, 높은 온도 운전조건을 고려할 때는 HIP 공정을 추가하여 미세조직 내부 기공을 제거하여 균질성을 향상시키는 것이 필요하다. 하지만 기공은 랜덤하게 위치하므로 미세조직 분석을 통해서 특별히 관찰하기는 쉽지 않았다.
3. 인장시험을 통하여, 열처리만 하는 경우 EPRI 제시조건을 만족하기 힘들지만, 열처리 및 HIP 공정을 수행하는 경우 EPRI 시험결과에 도시된 LMP 값과 가장 근사값이 산출됨을 확인할 수 있었다. 따라서 본 부품이 제작사가 제시하는 기준을 초과하여 운전된 Scrap품인 것과 고온조건에 노출되는 고온부품의 특성을 고려할 때, 열처리 및 HIP 공정을 모두 수행해야 할 것으로 사료된다.
4. 열처리 및 HIP 공정과 경도와의 유의미한 상관관계는 없었지만, EPRI 조건을 만족하기 때문에 경도는 상대적으로 중요하지 않은 것으로 사료된다.
5. 미세조직 및 기계적 특성 분석 모두 leading edge 가 trailing edge보다 열화도가 높았으며, 재생 시 기계특성도 상대적으로 낮았다. 이는 leading edge 주변 표면 온도가 높다는 의미이기 때문에, 본 가스터빈 수명평가시 3단 버켓 고온부품의 전체 신뢰성 평가를 위해서는 leading edge를 상세히 점검하고 및 주기적으로 상태를 감시하는 것이 필요할 것으로 사료된다.