1. ņä£ ļĪĀ
ņé░ņŚģņĀ£ĒÆłņØä ĒżĒĢ©ĒĢ£ ņØ╝ņāüņāØĒÖ£ ņĀ£ĒÆłņŚÉņä£ļÅä Ļ│ĀņĀĢļ░Ć, Ļ│Āņä▒ļŖź ļ░Å Ļ│ĀĻĖ░ļŖźņä▒ ļō▒ņØ┤ ņÜöĻĄ¼ļÉ©ņŚÉ ļö░ļØ╝ ņŗ£ĒīÉņÜ® ļ»╝ņāØĻĖ░ĻĖ░ņŚÉņä£ļŖö ņé¼ņÜ®ļÉśĻĖ░ ņ¢┤ļĀżņøĀļŹś ĒĢŁĻ│ĄĻĖ░, ļĪ£ņ╝ōņØś ņŚöņ¦äņØ┤ļéś ĻĘĖ ņŻ╝ļ│Ć ņĀ£ĒÆłņŚÉņä£ļ¦ī ņé¼ņÜ®ļÉśņ¢┤ņ¦ĆļŹś ļé┤ņŚ┤ĒĢ®ĻĖł, Ļ▓Įļ¤ē Ļ│ĀĻ░ĢļÅäĒĢ®ĻĖł ļō▒ņØś TiĻ│ä ļ░Å NiĻ│ä, CoCrĻ│ä ļō▒Ļ│╝ Ļ░ÖņØĆ ļé£ņéŁņåīņ×¼ļōżņØ┤ ņØśļŻīļČäņĢ╝ļź╝ ĒżĒĢ©ĒĢ£ ļŗżņ¢æĒĢ£ ņāØĒÖ£/ņé░ņŚģļČäņĢ╝ņŚÉņä£ ņé¼ņÜ®ļÉśņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļé£ņéŁņåīņ×¼ļź╝ Ļ░ĆĻ│ĄĒĢśļŖö ņĀłņéŁĻ│ĄĻĄ¼ļĪ£ļŖö cBNņØä ĒżĒĢ©ĒĢ£ ņäĖļØ╝ļ»╣Ļ│ä Ļ│ĄĻĄ¼ļéś HSSĻ░ĢņØä ņØ┤ņÜ®ĒĢ£ Ļ│ĄĻĄ¼, ņĮöĒīģļÉ£ ņ┤łĻ▓ĮĻ│ĄĻĄ¼Ļ░Ć ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśņ¢┤ ņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ņżæ ņäĖļ®śĒŗ░ļō£ ņ╣┤ļ░öņØ┤ļō£(Cemented-Carbide)ļĪ£ ļČłļ”¼ļŖö ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£(WC)ļŖö ņäĖļØ╝ļ»╣ņØś ņןņĀÉĻ│╝ ĻĖłņåŹņØś ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®┤ņä£ļÅä ļåÆņØĆ ņ£ĄņĀÉ(2600 ┬░C)Ļ│╝ ļ╣äņżæ(15.7 g/cm3)ņØ┤ ļåÆņĢä ļŗżņ¢æĒĢ£ ņé░ņŚģļČäņĢ╝ņŚÉņä£ ņĀüņÜ®ļÉśņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż.
WCļŖö ļīĆĒæ£ņĀüņØĖ ļé£ņä▒ĒśĢņä▒ ņåīņ×¼ļĪ£ņŹ© ņåīĻ▓░ņĪ░ņĀ£ļĪ£ ņĮöļ░£ĒŖĖ, ņ▓Ā, ļŗłņ╝ł(Co, Fe, Ni) ļō▒ņØä ņ▓©Ļ░ĆĒĢśņŚ¼ ņåīĻ▓░ņä▒ļŖźņØä Ē¢źņāüņŗ£ņ╝£ ņĀ£ņĪ░ļÉśļ®░, ņåīĻ▓░ņĪ░ņĀ£ ņ▓©Ļ░Ćņŗ£ ņåīĻ▓░ņä▒ļŖźĻ│╝ ņØĖņä▒ĒŖ╣ņä▒ņØ┤ Ē¢źņāüļÉśņ¢┤ Ļ│ĀņØĖņä▒ņØś ņ┤łĻ▓ĮĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢĀ ņłś ņ׳ņ£╝ļéś Ļ│ĄĻĄ¼ļĪ£ ņé¼ņÜ®ņŗ£ ņåīĻ▓░ņĪ░ņĀ£ ļČĆļČäņŚÉņä£ Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØļÉśņ¢┤ ĒīīņåÉļÉśļŖö ļ¼ĖņĀ£ņĀÉņØ┤ ļ░£ņāØļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņåīĻ▓░ņĪ░ņĀ£ņØś ĒĢ©ļ¤ēņØä ņĄ£ņåīĒÖöĒĢśļ®┤ņä£ļÅä ļéśļģĖĻĄ¼ņĪ░ļĪ£ ņĀ£ņĪ░ĒĢśņŚ¼ ĒŖ╣ņä▒ņØä Ē¢źņāüņŗ£Ēé© Ļ│ĄĻĄ¼ņåīņ×¼ļōżņØ┤ ņĀ£ĒÆłĒÖöļÉśĻ│Ā ņ׳ļŗż
ĻĖ░ņĪ┤ ņ┤łĻ▓ĮĒĢ®ĻĖł ņĀ£ņĪ░ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ļČäļ¦ÉņĢ╝ĻĖłļ▓Ģ ņżæ ņŚ┤Ļ░ä Ļ░ĆņĢĢĻĖ░ņłĀ(Hot-press, HIP)ņØä ņØ┤ņÜ®ĒĢ£ ļ░®ļ▓ĢņØä ņŻ╝ļĪ£ ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ņ£╝ļéś Ļ│ĄņĀĢņŗ£Ļ░äņØ┤ ĻĖĖĻ│Ā Ēøäņ▓śļ”¼ Ļ│ĄņĀĢņØ┤ ĒĢäņÜöĒĢśļŗż [1-7]. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ╣śļ░ĆĒĢ£ Binderless-WCļź╝ ņ¦üļźś ņĀäļźśņÖĆ ļåÆņØĆ ņĢĢļĀźņØä Ļ░ĆĒĢĀ ņłś ņ׳ļŖö ĒÄäņŖżņĀäļźśĒÖ£ņä▒ ņåīĻ▓░ņןņ╣śļĪ£ ņ¦¦ņØĆ ņŗ£Ļ░äņŚÉ ņåīĻ▓░ņś©ļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ĒĢśņśĆĻ│Ā ĒŖ╣ņä▒ĒÅēĻ░Ćļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
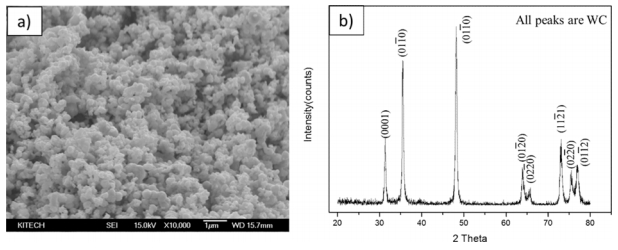
ņøÉļŻīļČäļ¦ÉļĪ£ļŖö WC (ļīĆĻĄ¼ĒģŹ, 0.3~0.5 ╬╝m, ņł£ļÅä 3N5) ļČäļ¦ÉņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĘĖļ”╝ 1ņØĆ ņ┤łĻĖ░ ļČäļ¦ÉņØś ĒśĢņāü ļ░Å ņāüļČäņäØņØä ņ£äĒĢśņŚ¼ ņŻ╝ņé¼ņĀäņ×É Ēśäļ»ĖĻ▓ĮĻ│╝ XņäĀ ĒÜīņĀłļČäņäØ ņןņ╣śļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņāüļČäņäØĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 1ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ WCļŖö Ļ░üņ¦ä ĻĄ¼ĒśĢņØä ļØäĻ│Ā ņ׳ņ£╝ļ®░, (01-10) ļ░®Ē¢źņ£╝ļĪ£ ņÜ░ņäĀļ░░Ē¢źņØĖ WC Ēö╝Ēü¼ļ¦ī Ļ┤Ćņ░░ļÉśņŚłĻ│Ā W2CņÖĆ Ļ░ÖņØĆ ņĀ£ 2ņāüņØĆ ļČäņäØļÉśņ¦Ć ņĢŖņĢśļŗż. ņ×ģļÅäļČäņäØ ņןņ╣śļź╝ ņØ┤ņÜ®ĒĢ£ WC ļČäļ¦ÉņØś ņ×ģļÅäļČäņäØ Ļ▓░Ļ│╝ ĒÅēĻĘĀ ņĢĮ 0.34 ╬╝m Ēü¼ĻĖ░ļĪ£ D(0.1) : 0.129 ╬╝m, D(0.5) : 0.199 ╬╝m, D(0.9) : 0.384 ╬╝m ņ×ģļÅäļĪ£ ļČäĒżļÉ£ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż.
ņøÉļŻīļČäļ¦É ļČäņäØņØ┤ ņÖäļŻīļÉ£ WC ļČäļ¦ÉņØä ĒØæņŚ░ ļ¬░ļō£(ņÖĖĻ▓Į 150 mm, ļé┤Ļ▓Į 100 mm, ļåÆņØ┤ 100 mm, EX70ņ×¼ņ¦ł)ņŚÉ ņČ®ņ¦ä Ēøä ņāüĒĢśļČĆļź╝ ĒØæņŚ░ ĒÄĆņ╣śļĪ£ ļ¦ēņĢäņŻ╝ņŚłņ£╝ļ®░, ļ░Ćļ┤ēļÉ£ ĒØæņŚ░ ļ¬░ļō£ ņģŗĒŖĖļź╝ 300 tonņØś ņĢĢļĀźĻ│╝ 30,000 A ĒÄäņŖżņ¦üļźś ņĀäļźśļź╝ ņØĖĻ░ĆĒĢĀ ņłś ņ׳ļŖö ĒÄäņŖżņĀäļźśĒÖ£ņä▒ ņåīĻ▓░ ņןņ╣śņŚÉ ņןņ░® ņŗ£Ēé© Ēøä ņåīĻ▓░ņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņåīĻ▓░ņØĆ 6 PaņØś ņ¦äĻ│ĄņāüĒā£ņŚÉņä£ 60 MPaņØś ņåīĻ▓░ņĢĢļĀźņØä ņØĖĻ░ĆĒĢ£ Ēøä ņŖ╣ņś©ņåŹļÅä 800 ┬░C/minņ£╝ļĪ£ ņŖ╣ņś© ņŗ£ņ╝░ļŗż. ĒØæņŚ░ ļ¬░ļō£ Ēæ£ļ®┤ņØä ĒīīņØ┤ļĪ£ ļ®öĒāĆļź╝ ņØ┤ņÜ®ĒĢ£ ņś©ļÅä ņĖĪņĀĢ ļ░®ņŗØņ£╝ļĪ£ ņåīĻ▓░ņś©ļÅäļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ņłśņČĢĻĖĖņØ┤Ļ░Ć ļ│ĆĒĢśņ¦Ć ņĢŖļŖö ņĄ£ņóģ ņåīĻ▓░ņś©ļÅä(1600 ┬░C)ļź╝ ņĀĢĒĢśņŚ¼ ņĀ£ņĪ░ĒĢ£ ļÆż 200 ┬░Cņö® Ļ░Éņś©ĒĢśņŚ¼ Ļ░üĻ░ü ņåīĻ▓░ņ▓┤(1000, 1200, 1400 ┬░C)ļź╝ ņĀ£ņĪ░ĒĢśņśĆļŗż. ņØ┤ļĀćĻ▓ī ņĀ£ņĪ░ļÉ£ Binderless-WC ņåīĻ▓░ņ▓┤ņØś ļ░ĆļÅäļŖö ņĢäļź┤Ēéżļ®öļŹ░ņŖż ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ░ĆļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØĆ 5 g Fe3(CN)6, 5 g NaOH ļ░Å 50 mlņØś ņ”Øļźśņłśļź╝ Ēś╝ĒĢ®ĒĢśņŚ¼ 1ļČäĻ░ä Ēæ£ļ®┤ ļČĆņŗØ Ēøä ņĀäņ×ÉĒśäļ»ĖĻ▓ĮņØä ņØ┤ņÜ®ĒĢ£ Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ ļ░Å ņäĀĒśĢ ļČäņäØļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż [8,9]. ļśÉĒĢ£ ņåīĻ▓░ ĒøäņØś ņāüļ│ĆĒÖö Ļ┤Ćņ░░ņØä ņ£äĒĢśņŚ¼ XņäĀ ĒÜīņĀł ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ļ╣äņ╗żņŖż Ļ▓ĮļÅäĻ│äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ▓ĮļÅä ļ░Å ĒīīĻ┤┤ņØĖņä▒ņØä ņĖĪņĀĢĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
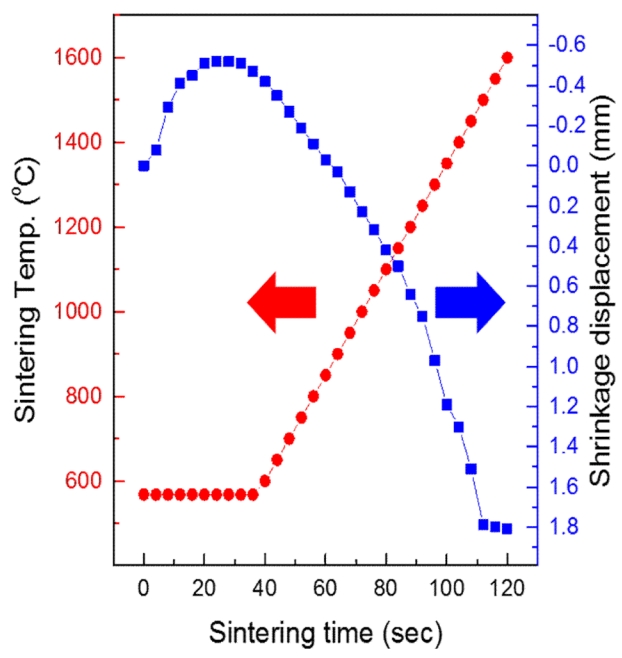
ĻĘĖļ”╝ 2ļŖö ņåīĻ▓░ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņåīĻ▓░ņś©ļÅä ļ░Å ņłśņČĢĻĖĖņØ┤ ļ│ĆĒÖö ĻĘĖļלĒöäļź╝ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, Binderless-WC ņåīĻ▓░ņ▓┤ļź╝ 60 MPaņØś ņåīĻ▓░ņĢĢļĀźņ£╝ļĪ£ 12:1ņØś ĒÄäņŖżļ╣äļź╝ ņØĖĻ░ĆĒĢśņŚ¼ 1600, 1400, 1200 ļ░Å 1000 ┬░CņØś ņś©ļÅäņŚÉņä£ Ļ░üĻ░ü ņĀ£ņĪ░ĒĢśņśĆļŗż. ņ¦üļźś ĒÄäņŖżņĀäļźśļź╝ ĻĘĖļØ╝ĒīīņØ┤ĒŖĖ ĒÄĆņ╣śņŚÉ ņØĖĻ░ĆĒĢśņŚ¼ ņĢĮ 30 secĻ╣īņ¦Ć ĒīĮņ░ĮĒĢśņśĆņ£╝ļ®░, ņåīĻ▓░ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņłśņČĢņØ┤ ņ¦äĒ¢ēļÉśņŚłĻ│Ā ņĢĮ 1600 ┬░C ļČĆļČäņŚÉņä£ ņłśņČĢņØĆ ņ¦äĒ¢ēļÉśņ¦Ć ņĢŖņĢśļŗż. ņĢĮ 20 secĻ╣īņ¦Ć ņłśņČĢļ│┤ļŗżļŖö ĒīĮņ░ĮņØ┤ ņ¦äĒ¢ēļÉ£ ņØ┤ņ£ĀļŖö ņ▓½ņ¦Ė ĻĖēņåŹĒĢ£ ņåīĻ▓░ņś©ļÅä ņāüņŖ╣ņŚÉ ļö░ļźĖ Binderless-WC ļČäļ¦É(5.5 ├Ś 10-6/K)Ļ│╝ ĒØæņŚ░ ļ¬░ļō£ ļ░Å ĒÄĆņ╣ś(1.19 ├Ś 10-6/K)ņØś ņŚ┤ĒīĮņ░Į Ļ│äņłś ņ░©ņØ┤ņÖĆ ļæśņ¦Ė Binderless-WC ļČäļ¦É ļé┤ņŚÉ ņ×öņĪ┤ĒĢśļŖö Ļ░ĆņŖż ļČłņł£ļ¼╝ ņĀ£Ļ▒░ņŚÉ ļö░ļźĖ ĒīĮņ░Į Ēśäņāü ļ░£ņāØņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
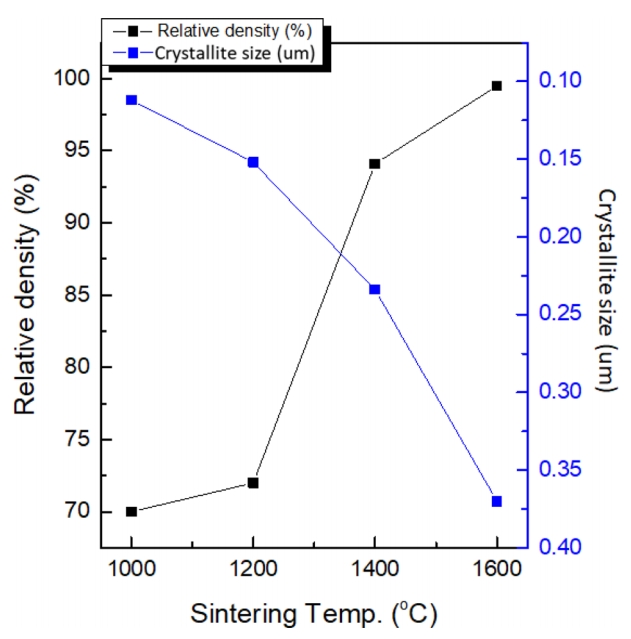
ĻĘĖļ”╝ 3ņØĆ ņåīĻ▓░ņś©ļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ Binderless-WC ņåīĻ▓░ņ▓┤ņØś ņāüļīĆļ░ĆļÅä ļ░Å Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņåīĻ▓░ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņāüļīĆļ░ĆļÅäļŖö ņĢĮ 70ņŚÉņä£ 99.5%ļĪ£ Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśņśĆļŗż. ņåīĻ▓░ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļźĖ ņāüļīĆļ░ĆļÅä ņ”ØĻ░Ć ņÜöņØĖņØĆ ĒÄäņŖż ņ¦üļźśņĀäļźśņŚÉ ņØśĒĢ┤ ļČäļ¦ÉĻ│╝ ļČäļ¦ÉņØś ņĀæņ┤ēņĀÉņŚÉņä£ ņżä(Joule) ņŚ┤ ļ░£ņāØņ£╝ļĪ£ Ļ│Āņś©ņØ┤ ļÉśļ»ĆļĪ£ ņøÉņ×ÉņØś ĒÖĢņé░ņØ┤ ļ╣Āļź┤Ļ│Ā, ļČäļ¦ÉĻ│╝ ļČäļ¦É ņé¼ņØ┤ņŚÉ ĒöīļØ╝ņ”łļ¦ł ļ░£ņāØņ£╝ļĪ£ ļČäļ¦ÉĒæ£ļ®┤ņØ┤ ņØ┤ņś©ĒÖöļÉ£ Ļ░ĆņŖżņÖĆ ņČ®ļÅīļĪ£ ļČäļ¦É Ēæ£ļ®┤ņĀĢĒÖöĻ░Ć ņØ╝ņ¢┤ļéśĻ│Ā, ļśÉĒĢ£ ņĀäĻĖ░ņן ĒĢśņŚÉņä£ ņøÉņ×ÉņØś ĒÖĢņé░ņØ┤ ļ╣Āļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ĻĖ░ņĪ┤ ĒāĆ ņåīĻ▓░ļ▓Ģ(HP, HIP, ņāüņĢĢņåīĻ▓░)Ļ│╝ ļ╣äĻĄÉ ņŗ£ ļ╣äĻĄÉņĀü ļé«ņØĆ ņś©ļÅäņŚÉņä£ļÅä ļ╣ĀļźĖ ņŗ£Ļ░ä ļé┤ņŚÉ ņåīĻ▓░ņØ┤ ņēĮĻ▓ī ņØ┤ļŻ©ņ¢┤ņ¦ĆĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż [10-13]. ļśÉĒĢ£ ņåīĻ▓░ ņżæ Ļ░ĆĒĢ£ ņĢĢļĀźņØĆ ņåīĻ▓░ņŚÉ ļīĆĒĢ£ ĻĄ¼ļÅÖļĀźņØä ņ”ØĻ░Ćņŗ£Ēéżļ®░, ņĢĢļĀźņØ┤ļéś ņČ®Ļ▓®ņŚÉļäłņ¦ĆĻ░Ć ņ╗żņ¦ÉņŚÉ ļö░ļØ╝ ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ēøä ņØ╝ņĀĢĒĢ£ ĒżĒÖöņ╣śņŚÉ ļÅäļŗ¼ļÉ£ļŗż. ļ¼╝ņ¦łņØś ņåīņä▒ļ│ĆĒśĢņØĆ ĒĢŁļ│ĄņØæļĀź ņØ┤ņāüņŚÉņä£ ļ░£ņāØļÉśļ»ĆļĪ£ ņ╣śļ░ĆĒĢ£ ņāØņä▒ļ¼╝ņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņØ╝ņĀĢ ņ×äĻ│äņ╣ś ņØ┤ņāüņØś ņĢĢļĀźņØä ņØĖĻ░ĆĒĢ┤ņĢ╝ ļÉśļ®░, ņåīĻ▓░ņŚÉ ļīĆĒĢ£ ņĀäņ▓┤ ĻĄ¼ļÅÖļĀź FDļŖö ļŗżņØī ņŗØĻ│╝ Ļ░Öļŗż.
ņŚ¼ĻĖ░ņä£ ╬│ļŖö Ļ│äļ®┤ņŚÉļäłņ¦Ć, PaļŖö ņØĖĻ░ĆņĢĢļĀź, rņØĆ ņ×ģņ×ÉņØś ļ░śĻ▓ĮņØ┤ļŗż.
ņĢłņĀĢĒÖö ņ¦Ćļź┤ņĮöļŗłņĢäļź╝ ņØ┤ņÜ®ĒĢ£ ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ [14], 1000 ┬░CņŚÉņä£ ņåīĻ▓░ĒĢśļŖö ļÅäņżæņŚÉ ņāüļīĆņĢĢļĀźņØä 60 MPaņŚÉņä£ 100 MPaļĪ£ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņāüļīĆļ░ĆļÅäļŖö ĒśäņĀĆĒ׳ ņ”ØĻ░ĆĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņåīĻ▓░ņĢĢļĀźņØä 60 MPaļĪ£ Ļ│ĀņĀĢĒĢśņśĆņ¦Ćļ¦ī ņåīņä▒ ļ│ĆĒśĢņØ┤ Ļ░ĆļŖźĒĢ£ ņ×äĻ│äņ╣ś ņØ┤ņāüņØś ņåīĻ▓░ņĢĢļĀźĻ│╝ ļ╣ĀļźĖ ņŖ╣ņś©ņåŹļÅäļĪ£ ņØĖĒĢ┤ ĻĖ░ņĪ┤ ĒāĆ ņåīĻ▓░ļ▓Ģļ│┤ļŗż ļé«ņØĆ ņś©ļÅäņŚÉņä£ļÅä Ļ│Āļ░ĆļÅäņØś ņåīĻ▓░ņ▓┤ļź╝ ņĀ£ņĪ░ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
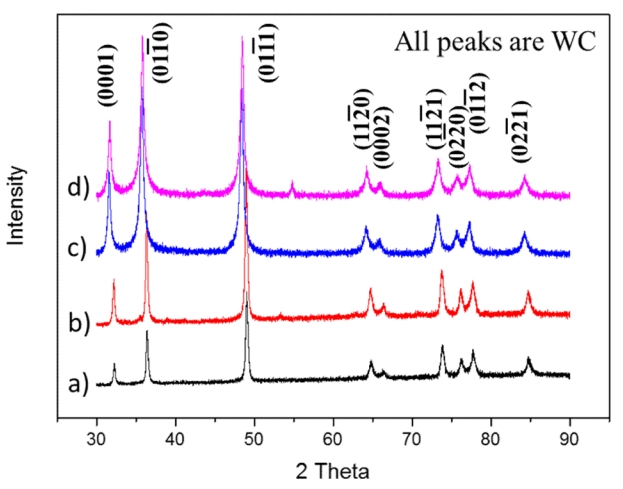
ĻĘĖļ”╝ 4ļŖö ņåīĻ▓░ņś©ļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ Binderless-WC ņåīĻ▓░ņ▓┤ņØś ņāü ļČäņäØĻ▓░Ļ│╝ļĪ£ Binderless-WC ņåīĻ▓░ņ▓┤ļŖö (01-10), (01-11) ļ®┤ņ£╝ļĪ£ ņÜ░ņäĀļ░░Ē¢ź ĒĢśņśĆļŗż. ņåīĻ▓░ņś©ļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ W2CņÖĆ Ļ░ÖņØĆ Carbon ļČäĒĢ┤ņŚÉ ļö░ļźĖ ņĀ£ 2ņāüņØĆ ļČäņäØļÉśņ¦Ć ņĢŖņĢśļŗż. ņåīĻ▓░ņś©ļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ļåÆņØĆ ņåīĻ▓░ņś©ļÅäņŚÉņä£ļÅä ņĀ£ 2ņāüņØ┤ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņØĆ ņØ┤ņ£ĀļŖö 6 PaņØś Ļ│Āņ¦äĻ│Ą ņāüĒā£ņŚÉņä£ ļ╣ĀļźĖ ņŖ╣ņś©ņåŹļÅäņÖĆ 10ļČä ņØ┤ļé┤ņØś ļŗ©ņŗ£Ļ░ä ņåīĻ▓░Ļ│ĄņĀĢņ£╝ļĪ£ ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż. ņåīĻ▓░ņś©ļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņØś ņāüļČäņäØ Ļ▓░Ļ│╝ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Suryanarayana and Grant Norton ņŗØ [15]ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ▓░ņĀĢņ×É Ēü¼ĻĖ░ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż.
ņŚ¼ĻĖ░ņä£ BcrystallineļŖö ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ£ ļ░śĻ░ĆĒÅŁņ”ØĻ░Ć, BstrainņØĆ ļ│ĆĒśĢ(strain)ņŚÉ ņØśĒĢ£ ļ░śĻ░ĆĒÅŁ ņ”ØĻ░Ć, ╬╗ļŖö Ēīīņן, LņØĆ Ļ▓░ņĀĢņ×É Ēü¼ĻĖ░, ╬ĘļŖö ļ│ĆĒśĢ(strain) ļ░Å ╬ĖļŖö ĒÜīņĀłĻ░üļÅäņØ┤ļŗż. 1000, 1200, 1400 ļ░Å 1600 ┬░CņØś ņåīĻ▓░ņś©ļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ Binderless-WC ņåīĻ▓░ņ▓┤ņØś Ļ▓░ņĀĢņ×É Ēü¼ĻĖ░ļŖö ņĢĮ 0.112, 0.152, 0.234 ļ░Å 0.37 ╬╝mļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
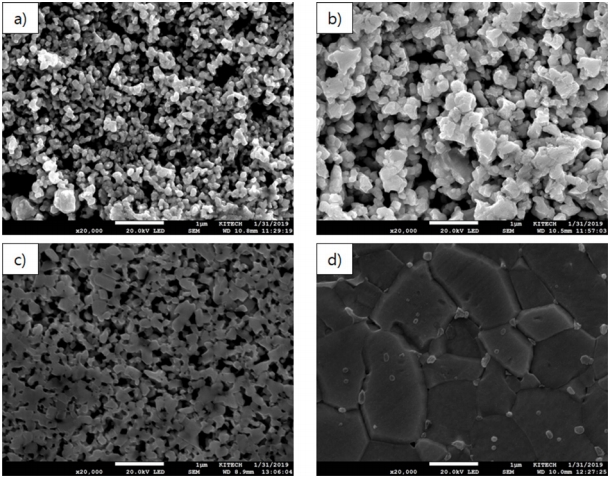
ĻĘĖļ”╝ 5ļŖö ņåīĻ▓░ņś©ļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ Binderless-WC ņåīĻ▓░ņ▓┤ņØś ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØĻ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 5 a)ļŖö 1000 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ļĪ£ņŹ© ļČäļ¦ÉĒśĢņāüĻ│╝ ņ£Āņé¼ĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ļČĆļČäņĀüņ£╝ļĪ£ ņåīĻ▓░ņĢĢļĀźņŚÉ ņØśĒĢ£ ļČäļ¦É ņØæņ¦æĒśäņāüļ¦ī Ļ┤Ćņ░░ļÉśņŚłļŗż. ĻĘĖļ”╝ b)ļŖö 1200 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ļĪ£ņŹ© 1000 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņÖĆ ļ╣äĻĄÉņŗ£ ņØæņ¦æĒśäņāüņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā Ļ▓░ņĀĢņä▒ņןņØ┤ ņĪ░ĻĖłņö® ņØ╝ņ¢┤ļéśĻ│Ā ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ĻĘĖļ”╝ c)ņØś Ļ▓ĮņÜ░ 1400 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ļĪ£ņŹ© ļČĆļČäņĀüņ£╝ļĪ£ ļŗżļ®┤ņ▓┤ ĒśĢņāüņØś ļ»ĖņäĖņĪ░ņ¦üņ£╝ļĪ£ ļ│ĆĒÖöļÉśņŚłņ£╝ļ®░, ņåīĻ▓░ņś©ļÅä ņĀĆĒĢśņŚÉ ļö░ļźĖ ĻĖ░Ļ│ĄļōżņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ĻĘĖļ”╝ d)ļŖö 1600 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ļĪ£ņŹ© ņ╣śļ░ĆĒĢ£ Ļ▓░ņĀĢļ”ĮĻ│äļź╝ Ļ░Ćņ¦ä ļŗżļ®┤ņ▓┤ ĒśĢņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņåīĻ▓░ņś©ļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ Ļ▓░ņĀĢņä▒ņןņŚÉ ļö░ļźĖ ņ╣śļ░ĆĒÖö ĒÜ©Ļ│╝ļŖö ņāüĻĖ░ ĻĘĖļ”╝ 3 ņäżļ¬ģĻ│╝ ļÅÖņØ╝ĒĢ£ ĒÜ©Ļ│╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
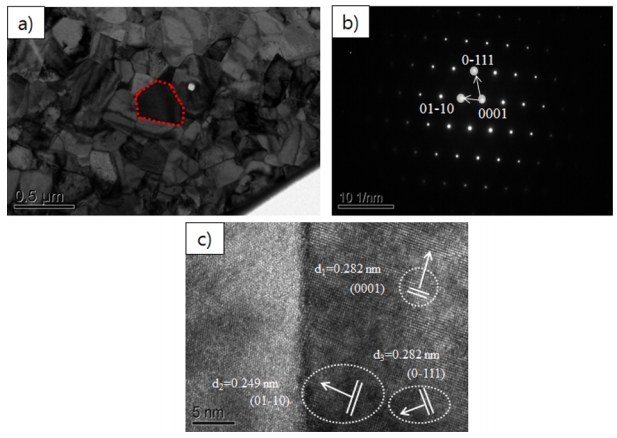
ĻĘĖļ”╝ 6ņØĆ Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓ĮņØä ņØ┤ņÜ®ĒĢśņŚ¼ 1600 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļČäņäØĒĢśņśĆļŗż. ĻĘĖļ”╝ 6 a)ļŖö bright-field ņØ┤ļ»Ėņ¦ĆļĪ£ WC ņ×ģņ×ÉļŖö ņ┤łĻĖ░ ņøÉļŻīļČäļ¦ÉņØś ĻĄ¼ĒśĢņŚÉņä£ Ļ▓░ņĀĢņä▒ņןņŚÉ ļö░ļźĖ ļŗżļ®┤ņ▓┤ ĒśĢņāüņØś ņ×ģņ×ÉļĪ£ ļČäĒżļÉ£ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ĻĘĖļ”╝ 6 a)ņØś ļČēņØĆ ņāēņ£╝ļĪ£ Ēæ£ņŗ£ļÉ£ WC ņ×ģņ×ÉņŚÉ SAED Ēī©Ēä┤ņØä ĻĘĖļ”╝ 6 b)ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, (0001), (01-10), (0-111) ļ®┤ņ£╝ļĪ£ ņÜ░ņäĀ ļ░░Ē¢źļÉ£ ņĀĢĒśĢņĀüņØĖ HCP ĻĄ¼ņĪ░ļź╝ ļØäĻ│Ā ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ĻĘĖļ”╝ 6 c) Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓ĮņØä ĒåĄĒĢ£ ļ®┤Ļ░äĻ▒░ļ”¼ ņĖĪņĀĢ ņØ┤ļ»Ėņ¦ĆļĪ£ d1 (0001) ļ®┤ņØś ļ®┤Ļ░äĻ▒░ļ”¼ļŖö ņĢĮ 0.282 nm, d2 (01-10) ļ®┤ņØś ļ®┤Ļ░äĻ▒░ļ”¼ļŖö ņĢĮ 0.249 nm, d3 (0-111) ļ®┤ņØś ļ®┤Ļ░äĻ▒░ļ”¼ļŖö ņĢĮ 0.282 nm ņĖĪņĀĢļÉśņŚłļŗż.
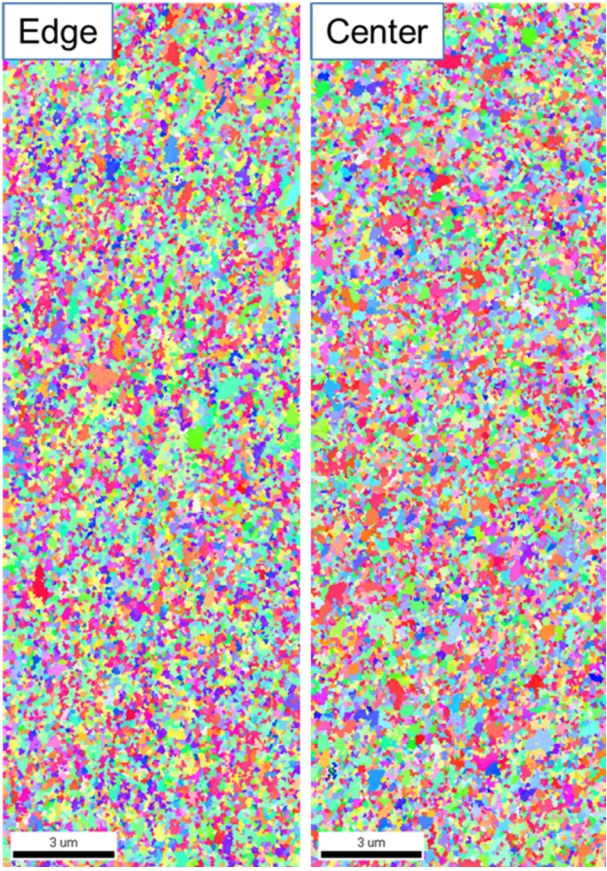
ĻĘĖļ”╝ 7ņØĆ 1600 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņ¦üĻ▓Į 100 mm├ś ├Ś ļæÉĻ╗ś 5mmT Ēü¼ĻĖ░ņØś binderless-WC ņåīĻ▓░ņ▓┤ņØś ņżæņĢÖ ļ░Å ņÖĖĻ░ü(ņĄ£ņÖĖĻ░üņŚÉņä£ 10 mm ņ£äņ╣ś) ļČĆņ£äļź╝ ņ╗ĘĒīģĒĢśņŚ¼ ņĀäĒĢ┤ņŚ░ļ¦ł Ēøä EBSD ļČäņäØ Ļ▓░Ļ│╝ņØ┤ļŗż. EBSDļź╝ ņØ┤ņÜ®ĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ņĖĪņĀĢ Ļ▓░Ļ│╝ ņżæņĢÖ ļ░Å ņÖĖĻ░ü ļČĆņ£äņØś Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļŖö ņĢĮ 0.22 ļ░Å 0.21 ╬╝m Ēü¼ĻĖ░ļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ņāüļīĆļ░ĆļÅäļŖö ņĢĮ 99.6 ļ░Å 99.5%ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. 1600 ┬░CņØś ļåÆņØĆ ņåīĻ▓░ņś©ļÅäņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņ¦üĻ▓Į 100 mm├ś ├ŚļæÉĻ╗ś 5 mmT Ēü¼ĻĖ░ņØś ņåīĻ▓░ņ▓┤ņØś ļ¼╝ņä▒ņØĆ Ļ▒░ņØś ĻĘĀņØ╝ĒĢśņśĆņ£╝ļ®░, ĻĘĖ ņØ┤ņ£ĀļŖö ņÖĖļČĆĻ░äņĀæĻ░ĆņŚ┤ ļ░®ņŗØņØś ĻĖ░ņĪ┤ ņåīĻ▓░ļ▓ĢĻ│╝ ņ░©ļ│äĒÖöļÉ£ ĒÄäņŖżņ¦üļźś ņĀäļźśļź╝ ņ¦üņĀæ ĒåĄņĀäņŗ£ņ╝£ ņ¦üņĀæĻ░ĆņŚ┤ļ░®ņŗØņŚÉ ņØśĒĢ┤ ļé┤ņÖĖļČĆ ļ¼╝ņä▒ņØ┤ ĻĘĀņØ╝ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
1000, 1200, 1400 ļ░Å 1600 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ Binderless-WC ņåīĻ▓░ņ▓┤ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ĒÅēĻ░Ćļź╝ ņŗżņŗ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ēæ£ļ®┤ņØä Ļ▓Įļ®┤ņŚ░ļ¦ł Ēøä ļ╣äņ╗żņŖż Ļ▓ĮļÅäĻ│äļź╝ ņØ┤ņÜ®ĒĢśņśĆņ£╝ļ®░, 30 kgf ĒĢśņżæņØä ņØĖĻ░ĆĒĢśņŚ¼ ņĢĢĒØöņØś Ēü¼ĻĖ░ņÖĆ ņĢĢĒØö ļ¬©ņä£ļ”¼ņŚÉņä£ Ēü¼ļ×ÖņØ┤ ņĀäĒīīļÉ£ ĻĖĖņØ┤ļź╝ ņĖĪņĀĢĒĢ┤ņä£ Antis ņŗØņ£╝ļĪ£ ĒīīĻ┤┤ņØĖņä▒ņØä ņĖĪņĀĢĒĢśņśĆļŗż [16].
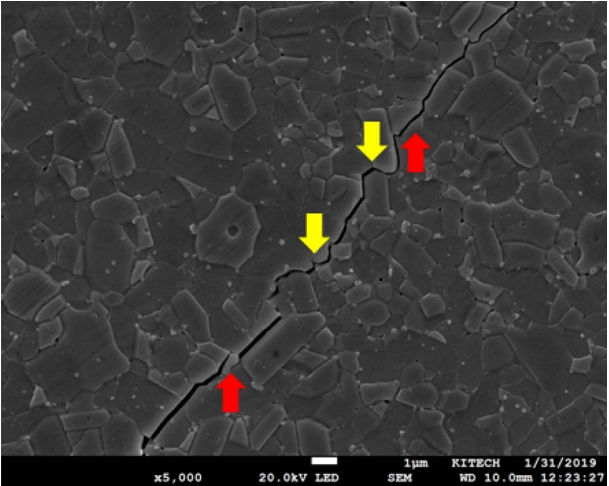
ņŚ¼ĻĖ░ņä£ EļŖö Ēāäņä▒Ļ│äņłś, HļŖö Ļ▓ĮļÅä, PļŖö ĒĢśņżæņØ┤ļ®░, CļŖö Ēü¼ļ×ÖņØś ĻĖĖņØ┤ņØ┤ļŗż. Binderless-WC ņåīņ×¼ņØś Ēāäņä▒Ļ│äņłśļŖö 696 GPaņØ┤ļ®░, 7ĒÜī ņĖĪņĀĢļÉ£ Ļ░ÆņØś ņĄ£ļīĆ/ņĄ£ņåī Ļ░ÆņØä ņĀ£ņÖĖĒĢ£ ĒÅēĻĘĀ ĒīīĻ┤┤ņØĖņä▒ņØ┤ļŗż. 1600 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņØś ņżæņĢÖ ļ░Å ņÖĖĻ░üņØś Ļ▓ĮļÅäļŖö 2664.8 ļ░Å 2658.2 kg/mm2 ņØ┤ļ®░, ĒīīĻ┤┤ņØĖņä▒ņØĆ 3.84 ļ░Å 3.96 MPa.m1/2 ļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā ĒÅēĻĘĀ 2,661.5 kg/mm2 ļ░Å 3.90 MPa.m1/2 ņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. 1000 ļ░Å 1200 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņØś Ļ▓ĮļÅä ļ░Å ĒīīĻ┤┤ņØĖņä▒ņØĆ ņĖĪņĀĢĒĢśņżæņØ┤ ļåÆņĢä ņĢĢĒØöņØ┤ļéś Ēü¼ļ×ÖņØ┤ ņĀĢĒÖĢĒĢśņ¦Ć ņĢŖņĢä ņĖĪņĀĢĒĢśņ¦Ć ļ¬╗ĒĢśņśĆņ¦Ćļ¦ī 1400ņØś Ļ▓ĮļÅäļŖö 1602.6 kg/mm2ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ņåīĻ▓░ņś©ļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ĻĖ░Ļ│ĄņØ┤ ņŚåļŖö Ļ│Āļ░ĆļÅäņØś ņ╣śļ░ĆĒĢ£ ņåīĻ▓░ņ▓┤Ļ░Ć ņĀ£ņĪ░ļÉśņŚłĻ│Ā ļéśļģĖ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ Ļ░Ćņ¦ä Ļ▓░ņĀĢļ”Įņ£╝ļĪ£ ņØĖĒĢ┤ Ļ▓░ņĀĢļ”ĮĻ│äļ®┤ņØś Ļ▓░ĒĢ®ņŚÉļäłņ¦Ć ņāüņŖ╣ņŚÉ ļö░ļźĖ ĻĖ░Ļ│Ąņ£© Ļ░ÉņåīļĪ£ mean free pathĻ░Ć ņ¦¦ņĢäņĀĖ Ļ▓ĮļÅä ĒŖ╣ņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [17]. ĒīīĻ┤┤ņØĖņä▒ņØś Ļ▓ĮņÜ░ ņåīĻ▓░ņ▓┤ņØś Ļ│Āļ░ĆļÅäĒÖöņŚÉ ļö░ļźĖ ĻĖ░Ļ│ĄļźĀ Ļ░ÉņåīļĪ£ ņØĖĒĢ┤ Ēü¼ļ×ÖņØś ĒÄĖĒ¢źņØ┤ ņĀüņ¢┤ņĀĖ Ēü¼ļ×Ö ņĀäĒīīĻ░Ć ņēĮĻ▓ī ņØ╝ņ¢┤ļéśĻ│Ā ļśÉĒĢ£ WC Ļ│Āņ£ĀņØś ņĘ©ņä▒ ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ĒīīĻ┤┤ņØĖņä▒ Ļ░ÉņåīļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļ”╝ 8ņŚÉ 1600 ┬░CņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņØś Ēü¼ļ×Ö ņĀäĒīīĒśäņāüņØä ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ Ēü¼ļ×ÖņØ┤ ņ¦äĒ¢ēļÉśļ®┤ņä£ ņ×ģļé┤( ) ļ░Å ņ×ģĻ│ä(
) ļ░Å ņ×ģĻ│ä( ) ĒīīĻ┤┤ĒśäņāüņØä ĒÖĢņØĖ ņłś ņ׳ņŚłļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĻĘĀņŚ┤ņØĆ ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£ ņ×ģņ×ÉņÖĆ ņ¦üĻ░üņ£╝ļĪ£ ļ¦īļéśļŖö Ļ▓ĮņÜ░ ņ×ģļé┤ĒīīĻ┤┤ĒśäņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā ļ╣äņŖżļō¼ĒĢśĻ▓ī ļ¦īļéśļŖö Ļ▓ĮņÜ░ ņ×ģĻ│äĒīīĻ┤┤ ĒśäņāüņØ┤ ņ¦äĒ¢ēļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĖłņåŹņØś ļéśļģĖ ņåīĻ▓░ņ▓┤ņØś Ļ▓ĮņÜ░ ņŻ╝ļĪ£ ņ×ģĻ│ä ĒīīĻ┤┤Ļ░Ć ņØ┤ļŻ©ņ¢┤ņĀĖ ĻĘĀņŚ┤ņØś ĒÄĖĒ¢źņØ┤ ļ¦ÄņØ┤ ņØ╝ņ¢┤ļéśņä£ Ēü¼ļ×ÖņØś ņĀäĒīīĻ░Ć ņ¢┤ļĀĄĻ│Ā ņØ┤ļĪ£ ņØĖĒĢ┤ ĒīīĻ┤┤ņØĖņä▒ņØ┤ Ē¢źņāüļÉ£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśņ¢┤ ņ¦ĆĻ│Ā ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä ņ×ģļé┤ļ│┤ļŗżļŖö ņ×ģĻ│äņŚÉņä£ ĒīīĻ┤┤Ļ░Ć ņŻ╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłņ¦Ćļ¦ī ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£ ņåīņ×¼ Ļ│Āņ£ĀņØś ļåÆņØĆ ņĘ©ņä▒ ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ļé«ņØĆ ĒīīĻ┤┤ņØĖņä▒Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
) ĒīīĻ┤┤ĒśäņāüņØä ĒÖĢņØĖ ņłś ņ׳ņŚłļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĻĘĀņŚ┤ņØĆ ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£ ņ×ģņ×ÉņÖĆ ņ¦üĻ░üņ£╝ļĪ£ ļ¦īļéśļŖö Ļ▓ĮņÜ░ ņ×ģļé┤ĒīīĻ┤┤ĒśäņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā ļ╣äņŖżļō¼ĒĢśĻ▓ī ļ¦īļéśļŖö Ļ▓ĮņÜ░ ņ×ģĻ│äĒīīĻ┤┤ ĒśäņāüņØ┤ ņ¦äĒ¢ēļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĖłņåŹņØś ļéśļģĖ ņåīĻ▓░ņ▓┤ņØś Ļ▓ĮņÜ░ ņŻ╝ļĪ£ ņ×ģĻ│ä ĒīīĻ┤┤Ļ░Ć ņØ┤ļŻ©ņ¢┤ņĀĖ ĻĘĀņŚ┤ņØś ĒÄĖĒ¢źņØ┤ ļ¦ÄņØ┤ ņØ╝ņ¢┤ļéśņä£ Ēü¼ļ×ÖņØś ņĀäĒīīĻ░Ć ņ¢┤ļĀĄĻ│Ā ņØ┤ļĪ£ ņØĖĒĢ┤ ĒīīĻ┤┤ņØĖņä▒ņØ┤ Ē¢źņāüļÉ£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśņ¢┤ ņ¦ĆĻ│Ā ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä ņ×ģļé┤ļ│┤ļŗżļŖö ņ×ģĻ│äņŚÉņä£ ĒīīĻ┤┤Ļ░Ć ņŻ╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłņ¦Ćļ¦ī ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£ ņåīņ×¼ Ļ│Āņ£ĀņØś ļåÆņØĆ ņĘ©ņä▒ ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ļé«ņØĆ ĒīīĻ┤┤ņØĖņä▒Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
) ļ░Å ņ×ģĻ│ä() ĒīīĻ┤┤ĒśäņāüņØä ĒÖĢņØĖ ņłś ņ׳ņŚłļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĻĘĀņŚ┤ņØĆ ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£ ņ×ģņ×ÉņÖĆ ņ¦üĻ░üņ£╝ļĪ£ ļ¦īļéśļŖö Ļ▓ĮņÜ░ ņ×ģļé┤ĒīīĻ┤┤ĒśäņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā ļ╣äņŖżļō¼ĒĢśĻ▓ī ļ¦īļéśļŖö Ļ▓ĮņÜ░ ņ×ģĻ│äĒīīĻ┤┤ ĒśäņāüņØ┤ ņ¦äĒ¢ēļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĖłņåŹņØś ļéśļģĖ ņåīĻ▓░ņ▓┤ņØś Ļ▓ĮņÜ░ ņŻ╝ļĪ£ ņ×ģĻ│ä ĒīīĻ┤┤Ļ░Ć ņØ┤ļŻ©ņ¢┤ņĀĖ ĻĘĀņŚ┤ņØś ĒÄĖĒ¢źņØ┤ ļ¦ÄņØ┤ ņØ╝ņ¢┤ļéśņä£ Ēü¼ļ×ÖņØś ņĀäĒīīĻ░Ć ņ¢┤ļĀĄĻ│Ā ņØ┤ļĪ£ ņØĖĒĢ┤ ĒīīĻ┤┤ņØĖņä▒ņØ┤ Ē¢źņāüļÉ£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśņ¢┤ ņ¦ĆĻ│Ā ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä ņ×ģļé┤ļ│┤ļŗżļŖö ņ×ģĻ│äņŚÉņä£ ĒīīĻ┤┤Ļ░Ć ņŻ╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłņ¦Ćļ¦ī ĒģģņŖżĒģÉņ╣┤ļ░öņØ┤ļō£ ņåīņ×¼ Ļ│Āņ£ĀņØś ļåÆņØĆ ņĘ©ņä▒ ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ļé«ņØĆ ĒīīĻ┤┤ņØĖņä▒Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.4. Ļ▓░ ļĪĀ
Ļ│Āļ░ĆļÅäņØś Binderless-WC ņåīĻ▓░ņ▓┤ļź╝ Co, Fe, Ni ļō▒Ļ│╝ Ļ░ÖņØĆ ņåīĻ▓░ņĪ░ņ×¼ ņŚåņØ┤ ĒÄäņŖżņĀäļźśĒÖ£ņä▒ ņåīĻ▓░ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ 1600 ┬░CņŚÉņä£ 60 MPaņØś ņåīĻ▓░ņĢĢļĀźņ£╝ļĪ£ 120 sec ļ¦īņŚÉ ņ¦üĻ▓Į 100 mm├ś, ļæÉĻ╗ś 5 mmT Ēü¼ĻĖ░ļĪ£ ņĀ£ņĪ░ĒĢśņśĆļŗż. ņĀ£ņĪ░ļÉ£ ņåīĻ▓░ņ▓┤ņØś ņżæņĢÖ ļ░Å ņÖĖĻ░üņØś ņāüļīĆļ░ĆļÅäļŖö ņĢĮ 99.6 ļ░Å 99.5%ņØ┤ļ®░, Ļ▓░ņĀĢņ×É Ēü¼ĻĖ░ļŖö ņĢĮ 0.22 ļ░Å 0.21 ╬╝mļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. Ļ▓ĮļÅä ļ░Å ĒīīĻ┤┤ņØĖņä▒ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ĒÅēĻ░Ć Ļ▓░Ļ│╝ 2664.8 ļ░Å 2658.2 kg/mm2, 3.84 ļ░Å 3.96 MPa.m1/2ļĪ£ ņżæņĢÖ ļ░Å ņÖĖĻ░üņØś ļ¼╝ņä▒ņØ┤ Ļ▒░ņØś ĻĘĀņØ╝ĒĢśņśĆļŗż.
Binderless-WC ņåīĻ▓░ņ▓┤ņØś ņāüļīĆļ░ĆļÅä ļ░Å Ļ▓░ņĀĢņ×É Ēü¼ĻĖ░ļŖö ņåīĻ▓░ņś©ļÅäĻ░Ć 1000ņŚÉņä£ 1600 ┬░CļĪ£ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĢĮ 70ņŚÉņä£ 99.5% ļ░Å 0.112ņŚÉņä£ 0.37 ╬╝m Ēü¼ĻĖ░ļĪ£ ņāüļīĆļ░ĆļÅäļŖö Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢ£ ļ░śļ®┤ Ļ▓░ņĀĢņ×É Ēü¼ĻĖ░ļŖö ļŗżņåī ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ļśÉĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ĒÅēĻ░Ć Ļ▓░Ļ│╝ Ļ▓ĮļÅäļŖö 1602.6ņŚÉņä£ 2661.5 kg/mm2ļĪ£ ņ”ØĻ░ĆļĪ£ ņ”ØĻ░ĆĒĢśĻ│Ā ĒīīĻ┤┤ņØĖņä▒ņØĆ 3.90 MPa.m1/2ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż.