1. 서 론
W-7Ni-3Fe (wt%) 합금은 W-Ni-Fe계 텅스텐 중합금 중 하나로 γ-matrix 내 구형의 W 입자가 분포되어 있는 조직을 가진 2상 복합체이다. 이 합금은 높은 밀도를 가지며 우수한 연성, 강도, 인성 및 내식성을 갖는 소재로 rotor, valance weight, kinetic energy penetration 등 고밀도, 고강도가 요구되는 분야에서 사용되고 있다 [1-4]. 그러나 W-7Ni-3Fe 텅스텐 중합금은 우수한 기계적 특성에도 불구하고 난가공성 소재로 형상 제어가 어렵다는 단점을 지닌다 [5].
금속 사출 성형(metal injection molding, MIM) 공정은 플라스틱 사출 성형법과 분말 야금 기술이 조합된 분말 야금 성형 기술이다. MIM 공정은 20 μm 이하의 미세한 분말과 결합제를 혼합하여 사출 성형하고 탈지 반응을 통해 결합제를 제거한 뒤 소결 단계를 걸쳐 고밀도의 제품을 생성하는 공정이다. 이 공정은 정밀 주조 공정 및 다이 캐스팅 공정과 비교하여 치수정밀도가 높아 난가공재의 경우에도 후 가공처리 없이 정밀한 형상의 부품으로 제조할 수 있으며 대량 생산이 가능하다는 장점을 가지고 있다 [5-8].
현재까지 W-7Ni-3Fe 합금은 주로 액상 소결법으로 제조되어 왔다. 그러나 액상 소결 법으로 W-7Ni-3Fe 합금을 제조할 경우 1460 oC 이상의 높은 온도에서 소결을 수행해야 한다는 공정 상의 제한과 형상 왜곡이 쉽게 발생할 수 있다는 문제점이 있다 [9,10]. 이에 따라 W-7Ni-3Fe 합금의 형상을 비교적 쉽게 제어하여 적용 범위를 넓히고자 MIM 공정을 통해 W-7Ni-3Fe 합금을 제조하려는 시도가 이루어지고 있다. 현재 MIM 공정으로 제조된 W-7Ni-3Fe 합금 소재는 미세조직 및 기계적 특성에 미치는 고에너지 볼 밀링(high energy ball milling, HEBM) [11-14]에 대한 연구가 일부 보고되었다. 그러나 이러한 연구 결과의 대부분은 미세조직, 기계적 특성의 단순 제시에 국한되어 있으며, 열처리에 의한 특성 향상과 미세조직의 변형 거동을 연계 해석한 연구는 미비한 상태이다.
본 연구에서는 MIM 공정을 이용하여 W-7Ni-3Fe 합금을 제조하고 이에 대한 미세조직 및 상온 기계적 특성을 조사하였다. 이와 함께 진공 분위기에서 열처리를 수행하여 미세조직 및 기계적 특성에 미치는 열처리의 영향을 알아보고자 하였다. 또한 MIM 공정으로 제조된 W-7Ni-3Fe 합금 소재의 파단면 관찰을 통해 변형 거동에 대해서 고찰해보았다.
2. 실험 방법
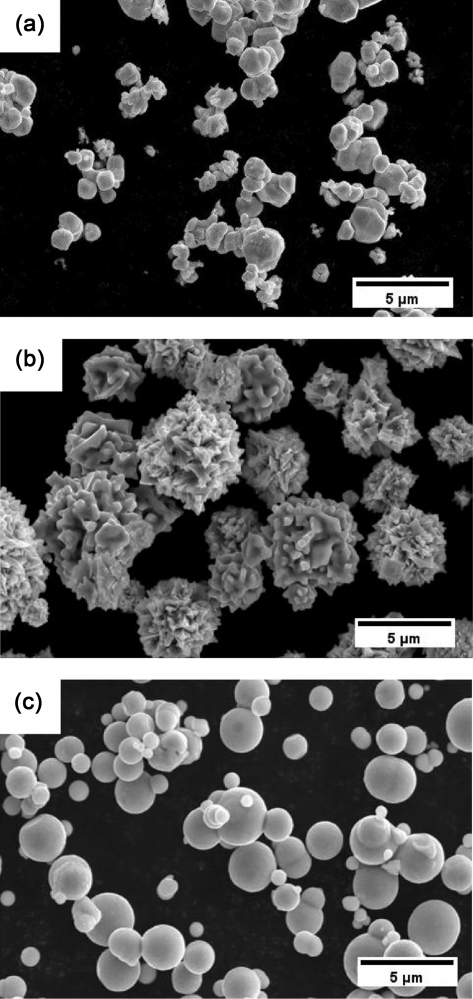
본 연구에서 세 종류의 순수 분말들(W, Ni, Fe 분말)을 사용하였으며 사용한 분말을 그림 1에 도시하였다. 본 연구에서 사용된 W, Ni, Fe 분말들의 평균 분말 입자 크기(average powder particle size)는 각각 1.70, 4.94, 2.39 μm로 측정되었다. MIM 공정을 통해 W-7Ni-3Fe 합금을 제조하기 위해서 상기 분말들을 조성에 맞추어 정량하고 QM-1 유성형 볼 밀을 이용하여 기계적 합금화(mechanical alloying, MA)하였다. 그 후 MA 처리된 분말들을 결합제와 혼합하고 사출 성형을 수행한 후, 탈지 및 소결 단계를 거쳤다. 소결 단계에서는 수소 분위기에서 1,420 °C로 1시간 동안 소결을 수행하였으며 최종적으로는 ASTM E8 규격의 판상 시편(as-fabricated)을 제조하였다. 추가적으로 MIM 공정을 통해 제조된 W-7Ni-3Fe (wt%) 합금에 미치는 열처리의 영향을 알아보기 위해 시편 소재에 대해 추가로 진공 분위기에서 1,100 °C로 1시간 동안 열처리를 수행한 뒤 질소 가스를 이용하여 칭하였다. 이후 초기 제조 소재를 초기 소재로 열처리 한 소재를 열처리된 소재로 명명하고자 한다.
제조된 소재들의 상 분석을 위하여 주사전자현미경(scanning electron microscopy, SEM, Tescan, VEGA II LMU), 에너지 분광기(energy dispersive spectroscopy, EDS), 엑스선 회절 분석기(X-ray diffraction, XRD, Rigaku XRD Ultima IV), 전자빔미세분석기(electron probe X-ray microanalyzer, EPMA, EPMA-1600)를 사용하였다. 기공도를 측정하기 위하여 기계적 연마를 실시한 뒤에 SEM 이미지와 이미지 분석기를 사용하여 20회 측정 후 평균 값을 구하였다.
기계적 특성 평가를 위해 비커스(Vickers) 경도 및 상온 인장 시험을 수행하였다. 경도는 비커스 경도기 AVK-C100를 이용하여 12회 측정 후 평균 값을 구하였다. 인장 시험은 인장 시험기 Instron-8501을 이용하여 변형률 속도가 10-3/s가 되도록 설정한 뒤 소재 별로 3회 실시하였다. 인장 시험 후 소재의 변형 및 파괴 거동을 알아보기 위해 전계방출형 주사전자현미경(field emission scanning electron microscopy, S-4300, FE-SEM)을 이용하여 파면을 관찰하였다.
3. 결과 및 고찰
초기 소재 및 열처리된 소재의 XRD 상 분석 결과를 그림 2에 나타내었다. 두 소재 모두 W 상과 γ(Ni, Fe) 상으로 구성된 2 상 복합 소재(composite)임을 알 수 있었으며, W 상과 γ(Ni, Fe) 상 이외의 다른 상은 검출되지 않았다. 즉 추가적인 열처리를 수행함에도 불구하고 상 변화가 일어나지 않는 것이 확인되었다.
그림 3은 MIM 공정으로 제조된 W-7Ni-3Fe 합금의 SEM/EDS 관찰 결과이다. 여기서 (a)는 초기 소재, (b)는 열처리된 소재이다. 그림 3을 통해 두 소재 모두 조대한 결함은 관찰되지 않았으며 구형의 밝은 영역과 어두운 영역으로 구성되어 있는 것을 확인 할 수 있었다. 각각의 영역에 대해 EDS 분석을 수행한 결과 상대적으로 밝은 영역은 W 원소가 많이 검출되는 W 상임을, 상대적으로 어두운 영역은 Ni, Fe 원소가 많이 검출되는 γ(Ni, Fe) 상임을 알 수 있었다. 추가적으로 각 상들의 분율을 정량적으로 측정해보았다. 그 결과 초기 소재와 열처리된 소재의 W 상 분율은 각각 81.57%, 81.38%로 나타났으며 기공도는 각각 0.06%, 0.04%로 확인되었다. 이를 통해 진공 분위기에서 열처리를 수행함에도 불구하고 상 분율이나 기공도는 크게 변하지 않는 것을 알 수 있었다.
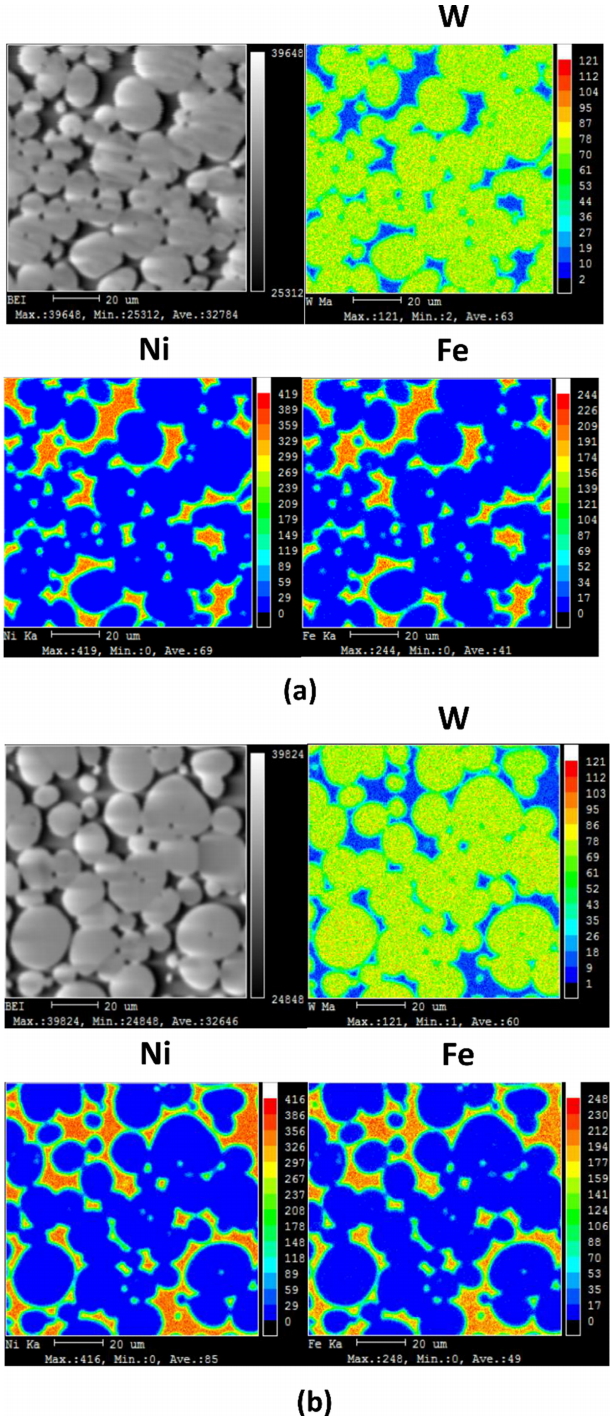
두 소재의 성분 분포 차이를 더욱 자세히 알아보고자 EPMA 분석을 수행하였으며 그 결과를 그림 4에 도시하였다. EPMA 분석 결과, 두 소재 모두 기지 영역에서는 Ni, Fe 원소가 균일하게 분포하고 있는 것을, 구형의 W 상 영역에서는 W 원소가 분포되어 있는 것을 확인할 수 있었다. 한편 W-Ni-Fe 텅스텐 중합금의 경우 각 원소들의 함량, 소결 온도 및 시간에 따라 합금의 기계적 특성을 저하시키는 μ상 (W과 Fe로 이루어진 금속간 화합물)이 생성될 수 있다고 보고되고 있다 [15]. 그러나 상기 미세조직 관찰 결과들을 통해 본 연구에서 사용된 소재들의 경우 μ상가 존재하지 않는 건전한 소재임을 알 수 있었다.
W-7Ni-3Fe 합금의 열처리에 따른 기계적 특성을 평가하였다. 먼저 비커스 경도 측정 결과 초기 소재 및 열처리된 소재의 경도는 각각 363.7, 387.2 Hv로 측정되어 열처리 후 경도 값이 증가하는 경향을 나타내었다. 초기 소재 및 열처리된 소재의 경도 값을 타 공정으로 제조된 동일 조성(W-7Ni-3Fe)합금의 경도 값과 비교해보았다. 비교 소재로는 W-7Ni-3Fe 합금에 주로 적용되는 액상소결(liquid phase sintering, LPS) [16] 공정과 상온 가공(cold work) [17] 공정으로 제조된 W-7Ni-3Fe 합금이 있으며, 각각의 공정들(액상소결, 상온가공)로 제조된 W-7Ni-3Fe 합금의 경도 값은 각각 270 Hv, 380 Hv로 보고되었다. 이를 통해 본 연구에서 제조된 초기 소재 (363.7 Hv) 및 열처리된 소재(387.2 Hv)의 경도 값은 타 공정으로 제조된 W-7Ni-3Fe 합금의 경도 값과 유사하거나 비교적 우수한 수준임을 알 수 있었다.
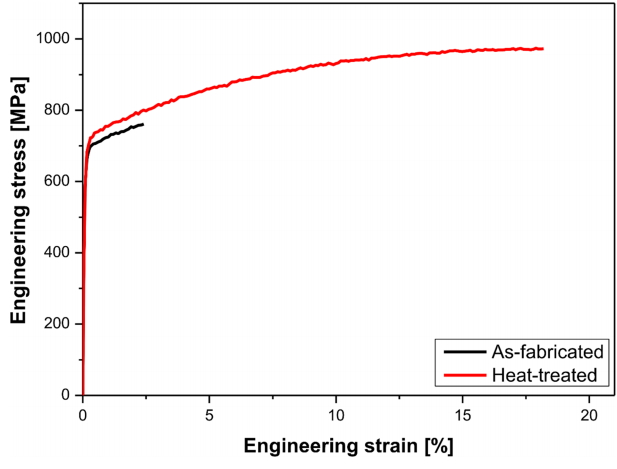
그림 5는 초기 소재 및 열처리된 소재의 상온 인장 시험 결과를 통해 얻은 응력 변형률 곡선을 나타낸 것이다. 인장 시험 결과 초기 소재와 열처리된 소재의 항복 강도는 각각 698.3, 714.0 MPa로 측정되었으며 최대 인장 강도는 각각 760.8, 960.0 MPa로 나타났다. 또한 초기 소재와 열처리된 소재의 연신율은 각각 2.4%, 20.3%로 측정되었다. 이를 통해 초기 소재와 열처리된 소재의 상 분율 및 기공도가 유사함에도 불구하고 열처리 이후 경도, 강도뿐만 아니라 연신율까지 큰 폭으로 증가함을 알 수 있었다.
앞서 제시한 초기 소재와 열처리된 소재의 상온 인장 특성을 타 공정으로 제조된 W-7Ni-3Fe 합금의 상온 인장 특성과 비교해보았으며 그 결과를 표 1에 나타내었다. 비교재로는 액상소결 [16]을 포함하여 마이크로파 소결(microwave sintering) [18]과 같은 분말 야금 공정 및 상온 가공 [17], 냉간 등방압 가압법(cold isostatic pressing, CIP) [19], 젤캐스팅(gelcasting) [19] 공정으로 제조된 W-7Ni-3Fe 합금이다. 여기에서 동일한 조성임에도 불구하고 제조 공정이 변화함에 따라 W 상의 크기 및 분율이 달라질 수 있으나 이러한 상관 관계는 여기서 다루지 않았으며, 각 공정의 최적 조건에 대한 기계적 특성만을 비교하였다. 표 1를 통하여 타 공정으로 제조된 W-7Ni-3Fe 합금의 항복 강도는 590-630 MPa 수준임을, 최대 인장 강도는 810-920 MPa 수준임을 알 수 있다. 이를 통해 본 연구에서 제조된 초기 소재는 타 공정과 유사한 기계적 특성을 지닌 것을, 열처리된 소재는 타 공정에 비해 우수한 기계적 특성을 나타내는 것을 알 수 있다.
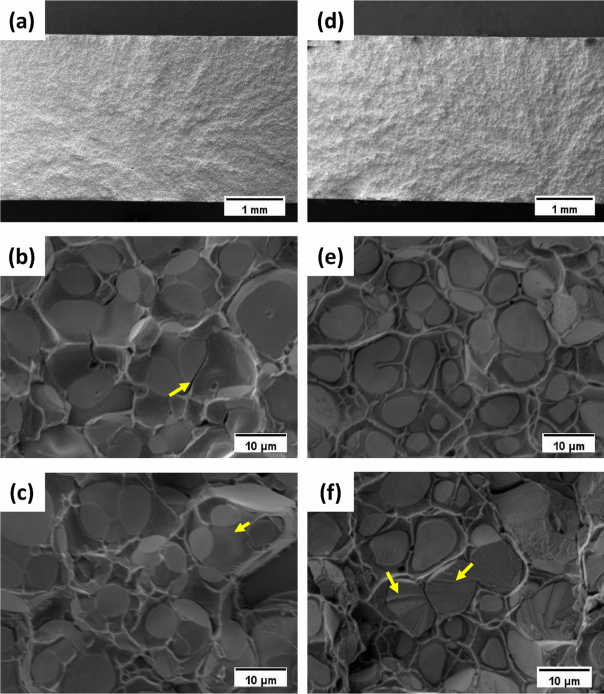
W-7Ni-3Fe 합금들의 열처리에 따른 변형 거동 차이를 알아보고자 인장 시험 후 파단면을 관찰하였으며 그 결과를 그림 6에 나타내었다. 먼저 파단면을 저 배율로 관찰한 결과 그림 6(a), (d) 두 소재 모두 조대한 결함은 존재하지 않았다. 파단면을 고 배율로 관찰한 결과 그림 6(c), (f) 초기 소재와 열처리된 소재들에서 공통적으로 γ(Ni, Fe) 상에서 연신된 특징을 확인 할 수 있었다. 그러나 초기 제조 소재의 경우 W 입자가 γ(Ni, Fe) 상으로부터 분리된 흔적이 나타났으며 열처리된 소재의 W 상은 변형 도중 깨진 듯한 흔적이 관찰되었다.
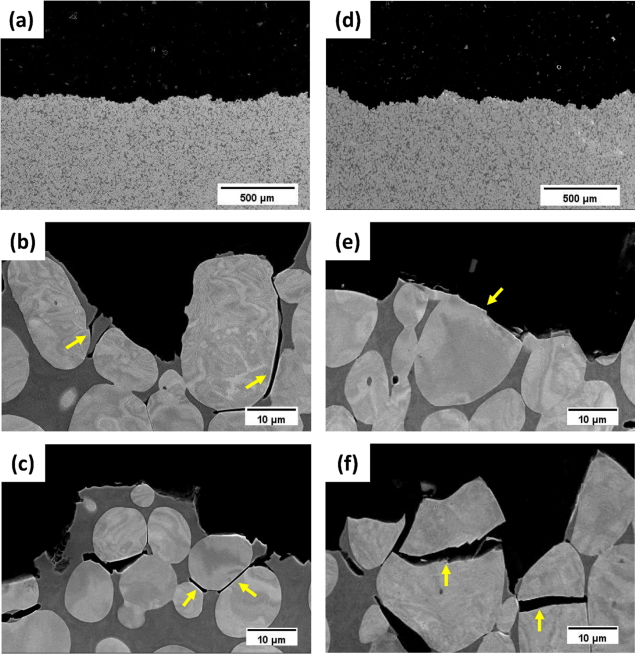
후 열처리가 W-7Ni-3Fe의 변형 거동에 미치는 영향을 보다 상세히 알아보고자 파단된 시편의 단면을 관찰하였으며 이를 그림 7에 도시하였다. 여기서 그림 7(a), (b), (c)는 초기 소재 파단면의 단면이며 그림 7(d), (e), (f)는 열처리된 소재의 단면이다. 관찰 결과 초기 소재의 경우 주된 균열이 W 상과 γ(Ni, Fe) 상의 계면을 따라 진전되는 반면 열처리된 소재의 경우 주된 균열이 W 상을 가로지르며 진전되는 것을 확인할 수 있었다. 또한 초기 소재에 생성된 이차균열은 W 상과 γ(Ni, Fe) 상 또는 W 상과 W상 계면을 따라 형성된 것을, 열처리된 소재에 생성된 이차균열은 대부분 구형의 W 상 내부를 따라 진행된 것을 알 수 있었다. 상기 결과들을 통해 W-7Ni-3Fe 합금에 추가적으로 열처리를 수행할 시 W 상과 γ(Ni, Fe) 상의 결합력이 향상되는 것을 유추할 수 있었는데 이는 열처리 과정 중 결정립계에 존재하는 잔류 수소가 제거되었기 때문으로 사료된다. 일반적으로 수소 분위기에서 소결을 수행하여 제조된 W-7Ni-3Fe 합금의 경우 결정립계에 잔류 수소가 존재하게 되는데 이러한 잔류 수소는 합금의 기계적 특성을 저하시킨다고 알려져 있다. Yoon 등[20]은 텅스텐 중합금의 경우 1000 °C 이상의 고온, 진공 분위기에서 열처리를 수행함에 따라 상간 계면에 존재하는 잔류 수소가 제거되는 것을 확인한 바 있다. 또한 Penrice 등[21]은 1000 °C의 고온 열처리 후 칭하게되면 잔류 수소가 제거될 뿐만 아니라 W-Fe 또는 W-Ni로 이루어진 금속간 화합물을 효과적으로 제어할 수 있어 상 간 계면에 불순물 석출을 방지할 수 있는 것으로 보고한 바 있다. 즉 본 연구에서 제조한 초기 소재와 열처리된 소재가 유사한 상 분율 및 기공도를 나타내고 있음에도 불구하고 열처리된 소재의 기계적 특성이 매우 높게 나타난 것은 1000 °C 이상의 온도에서 열처리 후 칭함에 따라 잔류 수소가 제거되고 일부 생성될 수 있는 금속간 화합물을 석출시키지 않아 계면 결합력이 향상되었기 때문으로 사료된다.
4. 결 론
본 연구에서는 MIM 공정을 이용하여 W-7Ni-3Fe 텅스텐 중합금을 제조하였다. 이와 함께 미세조직 및 기계적 특성에 미치는 열처리의 영향에 대해 조사했으며 다음과 같은 결론을 얻었다.
(1) 미세조직 관찰 결과, 두 소재 모두 W 상과 γ(Ni, Fe) 상으로 구성되어 있는 것을 알 수 있었다. 초기 소재에서는 미세 기공이 약 0.06%로, 열처리된 소재의 경우 약 0.04%로 나타났다.
(2) 기계적 특성 평가를 위해 비커스 경도 측정 결과, 초기 소재와 열처리된 소재의 경도는 각각 363.7, 387.2 Hv로 나타났다. 상온 인장 시험 결과, 초기 소재의 경우 항복 강도는 698.3 MPa, 최대 인장 강도는 760.8 MPa, 연신율은 2.4%로 측정되었으며, 열처리된 소재의 경우 항복 강도는 714.0 MPa, 최대 인장 강도는 960.0 MPa, 연신율은 20.3%로 나타났다. 즉, 열처리 이후 강도 및 연신율의 인장 특성이 모두 우수해지는 것을 알 수 있었다.
(3) 파단면 관찰 결과, 초기 소재는 대부분의 균열이 W 상과 γ(Ni, Fe) 상 계면을 따라 형성되었으며, 열처리된 소재는 W 상 내부를 따라 균열이 진전된 것을 확인했다. 이를 통해 열처리 후 W 상과 γ(Ni, Fe) 상의 계면 결합력이 우수해지는 것을 알 수 있었다.