1. ņä£ ļĪĀ
ņĢäņŚ░ļÅäĻĖłĻ░ĢĒīÉņØĆ Ļ░ĢĒīÉņØś Ļ░Ģņä▒Ļ│╝ Ļ▓ĮņĀ£ņä▒ņØä ņ£Āņ¦ĆĒĢśļŖö ļÅÖņŗ£ņŚÉ ņÜ░ņłśĒĢ£ ļé┤ļČĆņŗØņä▒ņ£╝ļĪ£ Ļ░£ļ░£ļÉ£ ņØ┤ļל ņłśņÜöĻ░Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņŚ¼ ņĄ£ĻĘ╝ ņĀäņäĖĻ│äņŚÉņä£ ņŚ░Ļ░ä 1ņ¢Ą 3ņ▓£ļ¦ī Ēåż Ļ░Ćļ¤ē ņāØņé░ļÉśņ¢┤ Ļ▒┤ņČĢņ×Éņ×¼, ņĀäņ×ÉņĀ£ĒÆł, ņ×ÉļÅÖņ░© Ļ░ĢĒīÉ ļō▒ ņŗżņāØĒÖ£ņØś ņŚ¼ļ¤¼ ļČäņĢ╝ņŚÉ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż [1,2]. ņĢäņŚ░ ļÅäĻĖł Ļ░ĢĒīÉņØ┤ ņÜ░ņłśĒĢ£ ļé┤ļČĆņŗØņä▒ņØä Ļ░¢ļŖö ņØ┤ņ£ĀļŖö ņ▓Āļ│┤ļŗż ņØ┤ņś©ĒÖö Ļ▓ĮĒ¢źņØ┤ Ēü░ ņĢäņŚ░ņØ┤ ĒؼņāØ ļČĆņŗØ ņŚŁĒĢĀņØä ņłśĒ¢ēĒĢ©Ļ│╝ ļŹöļČłņ¢┤ ļČĆņŗØņØ┤ ņ¦äĒ¢ēļÉśļ®┤ņä£ ņāØņä▒ļÉśļŖö ņ╣śļ░ĆĒĢśĻ│Ā ņĢłņĀĢĒĢ£ ņŗ£ļ¬¼ņĮ£ļØ╝ņØ┤ĒŖĖ(simonkolleite)ņāüņØ┤ ņןļ▓ĮņØś ĒÜ©Ļ│╝ļź╝ Ļ░¢ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ļäÉļ”¼ ņĢīļĀżņĀĖ ņ׳ļŗż [3,4]. ĒĢśņ¦Ćļ¦ī ņĢäņŚ░ņØś ņĄ£ļīĆ ņāØņé░ĻĄŁņØĖ ņżæĻĄŁĻ│╝ ņØĖļÅä, ļĖīļØ╝ņ¦łņØś ņĢäņŚ░ļÅäĻĖł Ļ░ĢĒīÉņØś ņāØņé░ļ¤ē ĒÖĢļīĆļĪ£ ņØĖĒĢ£ ņøÉņ×Éņ×¼ Ļ│ĀĻ░łņØś Ļ░ĆņåŹĒÖöņÖĆ, ĻĘĖņŚÉ ļö░ļźĖ ņĢäņŚ░ ņøÉņ×Éņ×¼ņØś Ļ░ĆĻ▓® ņāüņŖ╣ ļō▒ņØś ļ¼ĖņĀ£ļĪ£ ņØĖĒĢśņŚ¼ ņäĖĻ│äņĀüņ£╝ļĪ£ ņĢäņŚ░ņØä ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ņé¼ņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņĢäņŚ░Ļ│ä ĒĢ®ĻĖł ļ░Ģļ¦ēņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£ĒĢśĻ▓ī ņ¦äĒ¢ē ņżæņØ┤ļŗż [5-7]. ņØ┤ņŚÉ Prosek et.al. ņØĆ Zn-Mg, Zn-Al, Zn-Mg-Al ļō▒ ļŗżņ¢æĒĢ£ ņĢäņŚ░ Ļ│ä ĒĢ®ĻĖł ļ░Ģļ¦ēļōżņØä ņŚ░ĻĄ¼ĒĢ£ Ļ▓░Ļ│╝ Zn-Mg ļ░Ģļ¦ēņØ┤ Ļ░Ćņן ņÜ░ņłśĒĢ£ ļé┤ļČĆņŗØņä▒ņØä ļéśĒāĆļé┤ļŖö Ļ▓āņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż [8]. ņØ┤ļ¤¼ĒĢ£ ņé¼ņŗżņØä ļ░öĒāĢņ£╝ļĪ£ Zn-Mg ĒĢ®ĻĖł ļ░Ģļ¦ēņŚÉ ļīĆĒĢ£ ņäĀĒ¢ēņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłĻ│Ā Mg ĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļé┤ļČĆņŗØņä▒ņØĆ ņ”ØĻ░ĆĒĢśļŖö Ļ▒░ļÅÖņØ┤ ĒÖĢņØĖļÉśņŚłļŗż [9]. ĻĘĖļ¤¼ļéś ļŗżņ¢æĒĢ£ Mg ĒĢ©ļ¤ēņØä Ļ░¢ļŖö Zn-Mg ļ░Ģļ¦ēņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝, Mg ĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ZnņÖĆ MgņØś ņøÉņ×É Ēü¼ĻĖ░ ņ░©ņØ┤ņŚÉ ņØśĒĢ£ Zn Ļ▓®ņ×ÉņØś ņÖ£Ļ│Īņ£╝ļĪ£ ņØĖĒĢśņŚ¼, Mg ĒĢ©ļ¤ē 8.2 wt%ņŚÉņä£ Ļ▓░ņĀĢņä▒ņØä ļØäļŹś ļ░Ģļ¦ēņØĆ Mg ĒĢ©ļ¤ēņØ┤ 11.2 wt%ļĪ£ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĻĖēĻ▓®ĒĢśĻ▓ī ļ╣äņĀĢņ¦łĒÖöĻ░Ć ņ¦äĒ¢ēļÉśļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż [9,10]. ļ░Ģļ¦ēņØś ļ╣äņĀĢņ¦łĒÖöņŚÉ ļö░ļØ╝ ļ░Ģļ¦ēĻ│╝ ļ¬©ņ×¼ ņé¼ņØ┤ņØś ļ░Ćņ░®ļĀźņØĆ ĻĖēĻ▓®Ē׳ Ļ░ÉņåīĒĢśĻ▓ī ļÉśļ®░, ņØ┤ņŚÉ ļīĆĒĢśņŚ¼ La et.al. ņØĆ ļ░Ģļ¦ēņØś ņĀĢļ¤ēņĀüņØĖ ļ░Ćņ░®ļĀź ĒÅēĻ░Ćļź╝ ņ£äĒĢ£ punch stretching ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ Mg ĒĢ©ļ¤ē 3 wt%ņŚÉņä£ 8.3%ņśĆļŹś ļ░Ģļ¦ēņØś ļ░Ģļ”¼ ļ®┤ņĀüņØ┤ 13.1 wt% Mg ĒĢ©ļ¤ē ļ░Ģļ¦ēņŚÉņä£ 27%ļĪ£ ĒÖĢņØĖļÉśņŚłĻ│Ā, ļ░Ģļ”¼ ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļČĆņŗØņĀĆĒĢŁņä▒ņØ┤ ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż [11]. ļśÉĒĢ£ Jung et. al. ņØĆ Mg ĒĢ©ļ¤ē(0~15 wt%)ņŚÉ ļö░ļźĖ Zn-Mg ĒĢ®ĻĖł ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØä lap shear testļź╝ ĒåĄĒĢ┤ ņ¦äĒ¢ēĒĢśņśĆļŗż [12]. ĻĘĖ Ļ▓░Ļ│╝ ņŚŁņŗ£ Zn-Mg ĒĢ®ĻĖł ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØĆ Mg ĒĢ©ļ¤ēņŚÉ ļö░ļØ╝ Ļ░ĢĒĢśĻ▓ī ņØśņĪ┤ĒĢśņśĆņ£╝ļ®░, lap shear test Ļ▓░Ļ│╝ 3 wt% Mg ĒĢ©ļ¤ēņØś ļ░Ģļ¦ēņØĆ 16.34 MPaņØś ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļ│┤ņśĆņ£╝ļéś 9 wt% MgņØś ĒĢ®ĻĖł ļ░Ģļ¦ēņŚÉņä£ļŖö 7.77 MPaņØś ņĀæĒĢ®Ļ░ĢļÅäļĪ£ Ēü¼Ļ▓ī ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. Ēśäņ×¼ ņāüņÜ®ĒÖöļÉśĻ│Ā ņ׳ļŖö GAĻ░Ģ ņØ┤ļéś GIĻ░ĢņØĆ 16~19 MPa ļ▓öņ£äņØś ņĀæĒĢ®Ļ░ĢļÅäļź╝ Ļ░¢ļŖö ņĀÉņØä Ļ│ĀļĀżĒĢśņśĆņØä ļĢī, ņØ┤ļ¤¼ĒĢ£ ļé«ņØĆ ļ░Ćņ░®ļĀźņØĆ Zn-Mg ļ░Ģļ¦ēņŚÉ ļīĆĒĢśņŚ¼ ļ│Ąņ×ĪĒĢ£ ĒśĢņāüņØä ņ£äĒĢ£ ĻĄĮĒל, ĒöäļĀłņŖżņÖĆ Ļ░ÖņØĆ ņä▒ĒśĢ Ļ│ĄņĀĢņØś ņĀ£ĒĢ£ņ£╝ļĪ£ ņØ┤ņ¢┤ņ¦äļŗż. ļö░ļØ╝ņä£ ņÜ░ņłśĒĢ£ ļé┤ļČĆņŗØņä▒ņØä Ļ░¢ļŖö Ļ│Ā Mg ĒĢ©ņ£Ā ļ░Ģļ¦ēņØś ņāüņÜ®ĒÖöļź╝ ņ£äĒĢ┤ņä£ļŖö ĻĖ░ņĪ┤ ņĢäņŚ░ņÜ®ņ£ĄļÅäĻĖł Ļ░ĢĒīÉņŚÉ ņāüņØæĒĢśļŖö ņłśņżĆņØś ļ░Ćņ░®ļĀź ļśÉļŖö ĻĘĖ ņØ┤ņāüņØś ļ░Ćņ░®ļĀźņØ┤ ņÜöĻĄ¼ļÉśļŖö ņŗżņĀĢņØ┤ļŗż.
ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ╣äņĀĢņ¦łĒÖöĻ░Ć ĒÖĢņØĖļÉśļŖö Zn-10 wt%Mg ņĪ░ņä▒ņØś ĒĢ®ĻĖł ļ░Ģļ¦ēņØä ņäĀĒāØĒĢśņŚ¼ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢśņŚ¼ ļ░Ģļ¦ēĻ│╝ ļ¬©ņ×¼ ņé¼ņØ┤ņŚÉ ņżæĻ░äņĖĄņØä ņéĮņ×ģĒĢśļŖö ļ░®ļ▓ĢņØ┤ ļäÉļ”¼ ņØ┤ņÜ®ļÉśĻ│Ā ņ׳ļŗż [13-15]. ļ░Ģļ¦ēĻ│╝ ļÅÖņØ╝ĒĢ£ ĻĖłņåŹĻ│äņŚ┤ņØś ņżæĻ░äņĖĄņØä ņéĮņ×ģĒĢśņŚ¼ ļ░Ģļ¦ē ĒśĢņä▒ ņŗ£ ļ░Ģļ¦ēĻ│╝ ļ¬©ņ×¼ Ļ░äņØś miss-matchļĪ£ ņØĖĒĢ£ ļåÆņØĆ Ļ│äļ®┤ ņŚÉļäłņ¦ĆņÖĆ ņŖżĒŖĖļĀłņŖżļź╝ ņÖäĒÖöņŗ£Ēé¼ ņłś ņ׳ļŗż [14]. ļÅÖņŗ£ņŚÉ ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢ ĒśĢĒā£ļĪ£ ņĀ£ņ¢┤ĒĢ©ņ£╝ļĪ£ņŹ© ņāüļČĆņĖĄņØś ņŚÉĒö╝ĒģŹņģ£ ņä▒ņןņØä ņ£ĀļÅäĒĢśĻ│Ā, ņŚÉĒö╝ĒģŹņģ£ ņä▒ņןņØ┤ ņØ╝ņ¢┤ļé©ņŚÉ ļö░ļØ╝ Ļ│äļ®┤ņŚÉļäłņ¦ĆļŖö Ļ░ÉņåīļÉśņ¢┤ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØĆ Ē¢źņāüĒĢśĻ▓ī ļÉ£ļŗż [15]. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Zn ņżæĻ░äņĖĄņØä ņéĮņ×ģĒĢśņŚ¼ ļ░Ģļ¦ēĻ│╝ ļ¬©ņ×¼ Ļ░äņØś miss-matchļź╝ Ļ░Éņåīņŗ£Ēé┤Ļ│╝ ļÅÖņŗ£ņŚÉ Zn ņżæĻ░äņĖĄ ĒĢ®ņä▒ ņŗ£ņŚÉ ļ░Ģļ¦ē ĒĢ®ņä▒ ņś©ļÅäņÖĆ Ļ│ĄņĀĢ ļČäņĢĢņØä ļ│ĆņłśļĪ£ ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņĀ£ņ¢┤ĒĢ©ņ£╝ļĪ£ņŹ© ņČöĻ░ĆņĀüņØĖ ļ░Ćņ░®ļĀź Ē¢źņāüņØä ņ£ĀļÅäĒĢśņśĆļŗż. ļ╣äņĀĢņ¦ł ĒśĢĒā£ņØś Ļ▓░ņĀĢĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖö ņāüļČĆņĖĄņØś Zn-Mg ļ░Ģļ¦ēņŚÉ ņŚÉĒö╝ĒģŹņģ£ ņä▒ņןņØä ņ£ĀļÅäĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢ ĻĄ¼ņĪ░ņØś ņżæĻ░äņĖĄņØä ĒĢ®ņä▒ĒĢśņŚ¼ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØä Ē¢źņāüņŗ£ĒéżļŖö ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ¦łĻĘĖļäżĒŖĖļĪĀ ņŖżĒŹ╝Ēä░ļ¦ü Ļ│ĄņĀĢņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĖ░ĒīÉņ£╝ļĪ£ļŖö Si (001) waferņÖĆ Ļ│ĀņןļĀźĻ░Ģ ņóģļźśņØĖ TRIPĻ░Ģ(1180CP, POSCO, chemical composition (wt%) = C<0.17%, Mn<2.8%, Si<0.25%, P<0.02%, S<0.005%, Fe remainder, thickness = 1.2 mm)ņØä ņĢīņĮöņś¼ņłśņÜ®ņĢĪņŚÉ 30ļČäĻ░ä ņ┤łņØīĒīī ņäĖņ▓ÖņØä ĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆļŗż. ļ░Ģļ¦ē ĒĢ®ņä▒ ņŗ£ ĻĖ░ĒīÉĻ│╝ ĒāĆĻ▓¤ ņé¼ņØ┤ņØś Ļ▒░ļ”¼ļŖö 150 mmļĪ£ Ļ│ĀņĀĢĒĢśņśĆĻ│Ā, ņ▒öļ▓ä ļé┤ļČĆ ņĢĢļĀźņØĆ 2.0 ├Ś 10-5 PaĻ╣īņ¦Ć ļ░░ĻĖ░ĒĢśņśĆļŗż. ņØ┤Ēøä ņ▒öļ▓ä ļé┤ ļČäņ£äĻĖ░ ņś©ļÅä 200ļÅäņŚÉņä£ 30ļČäĻ░ä ļ▓ĀņØ┤Ēé╣ņØä ņŗżņŗ£ĒĢ£ Ēøä, Ēæ£ļ®┤ ļČłņł£ļ¼╝, ņé░ĒÖöļ¦ēņØä ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢ┤ ArņŚÉņ╣ŁņØä 30ļČäĻ░ä ņ¦äĒ¢ēĒĢśņśĆļŗż. Zn ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņ▒öļ▓ä ļé┤ ļČäņ£äĻĖ░ ņś©ļÅä(ņāüņś©~150 ┬░C)ņÖĆ Ļ│ĄņĀĢļČäņĢĢ(1 mtorr~7 mtorr)ņØä ļ│ĆņłśļĪ£ ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢśņśĆļŗż. ļ░Ģļ¦ēņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ 20 kVĻĖē ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(field emission scanning election microscopy, JEOL, JSM-7100F)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ░Ģļ¦ēņØś ļŗ©ļ®┤Ļ│╝ Ēæ£ļ®┤ ĒśĢņāüņØä ļČäņäØĒĢśņśĆĻ│Ā, ļ░Ģļ¦ē Ēæ£ļ®┤ņØś ĒÖöĒĢÖņĀü ņĪ░ņä▒ņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ņŚÉļäłņ¦ĆļČäņé░ļČäĻ┤æĻĖ░(energy dispersive X-ray spectroscopy) ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆļŗż. ļ░Ģļ¦ēņØś ņ╣śļ░ĆļÅäļź╝ ņłśņ╣śĒÖö ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ņØä ņØ┤ņś©ļ░Ćļ¦ü ņ▓śļ”¼ļź╝ ĒĢ£ ļÆż ņØ┤ļ»Ėņ¦Ć ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ╣śļ░ĆļÅä ļČäņäØ ņŗ£ Ēæ£ļ®┤ ņĪ░ļÅäņØś ņśüĒ¢źņØä ļ░░ņĀ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ░Ģļ¦ē ĒĢśļŗ©ņØä ĻĖ░ņżĆņ£╝ļĪ£ ņĀäņ▓┤ ļæÉĻ╗śņØś 90%ļź╝ ņ╣śļ░ĆļÅä ļČäņäØ ņśüņŚŁņ£╝ļĪ£ ņäżņĀĢĒĢśņśĆņ£╝ļ®░, ļ░Ģļ¦ēņØś ļŗ©ļ®┤ņĀü ļīĆļ╣ä ĻĖ░Ļ│ĄņØś ļ®┤ņĀüņØä ņłśņ╣śĒÖö ĒĢśņśĆļŗż. X-ņäĀ ĒÜīņĀł (XRD)ņØä ĒåĄĒĢśņŚ¼ ĒĢ®ņä▒ļÉ£ ļ░Ģļ¦ēņØś ņ¦æĒĢ®ņĪ░ņ¦üĻ│╝ ĻĘĖ ļ│ĆĒÖöļź╝ ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ£ ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ļČäņäØņØĆ Cu K╬▒ ņäĀ (╬╗ = 0.15456 nm)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀäņĢĢ 30.0 kV, ņŻ╝ņé¼ņåŹļÅä 10 deg/minņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£ Zn ņżæĻ░äņĖĄņØ┤ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ░£ņäĀļÉ£ lap shear testļź╝ ņŗżņŗ£ĒĢśņśĆļŗż [12,16]. ņŗ£ĒŚśņŚÉ ņé¼ņÜ®ĒĢśļŖö TRIPĻ░Ģ ņŗ£ĒÄĖņØś Ēü¼ĻĖ░ļŖö 100 mm ├Ś 25 mm ├Ś 1.5 mmņØ┤ļ®░, Ļ░ĢĒīÉ ņ£äņŚÉ ZnņżæĻ░äņĖĄ 1 ╬╝m, Zn-Mg ņāüļČĆņĖĄ 2 ╬╝mļĪ£ ņĀ£ņ¢┤ĒĢśņśĆļŗż. ļ©╝ņĀĆ Zn ļŗ©ņØ╝ ĒāĆĻ▓¤ņØä ĒåĄĒĢ┤ ņżæĻ░äņĖĄņØä ĒĢ®ņä▒ĒĢ£ Ēøä, Zn-10 wt%Mg ĒāĆĻ▓¤ņØä ĒåĄĒĢ┤ ņāüļČĆņĖĄņŚÉ Zn-Mg ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢśņśĆļŗż. Zn ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░Ļ░Ć ļ│ĆņłśņØ┤ļ»ĆļĪ£ ņżæĻ░äņĖĄ ĒĢ®ņä▒ Ēøä Zn-Mg ņāüļČĆņĖĄņØĆ ļ¬©ļæÉ ļÅÖņØ╝ĒĢ£ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņ£╝ļĪ£ ĒĢ®ņä▒ĒĢśņśĆļŗż. Lap shear testļź╝ ņ£äĒĢ£ ņŗ£ĒÄĖ ņĀ£ņ×æ ņŗ£, ņŗ£ĒÄĖ Ļ░äņŚÉ ņĀæņ░®ņØä ņ£äĒĢ£ ņĀæņ░®ņĀ£ļŖö ņ×ÉļÅÖņ░© ļČĆĒÆłņØä ĒŚżļ░Ź(Hemming) Ļ░ĆĻ│Ą ņŗ£ ņé¼ņÜ®ļÉśļŖö 25 MPaņØś ņĀäļŗ© Ļ░ĢļÅäļź╝ Ļ░¢ļŖö ņŚÉĒÅŁņŗ£ ĒāĆņ×ģņØś ņĀæņ░®ņĀ£(BOKWANG Co., N.F. Hemming Sealer)ļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż. ņØĖņן ņŗ£ĒŚśĻĖ░ļŖö Shimadzuņé¼ņØś AG-10TAļ¬©ļŹĖņØä ņØ┤ņÜ®ĒĢśņśĆņ£╝ļ®░ ņØ┤ļĢī displacement rateļŖö 5 mm/minņ£╝ļĪ£ ņäżņĀĢĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
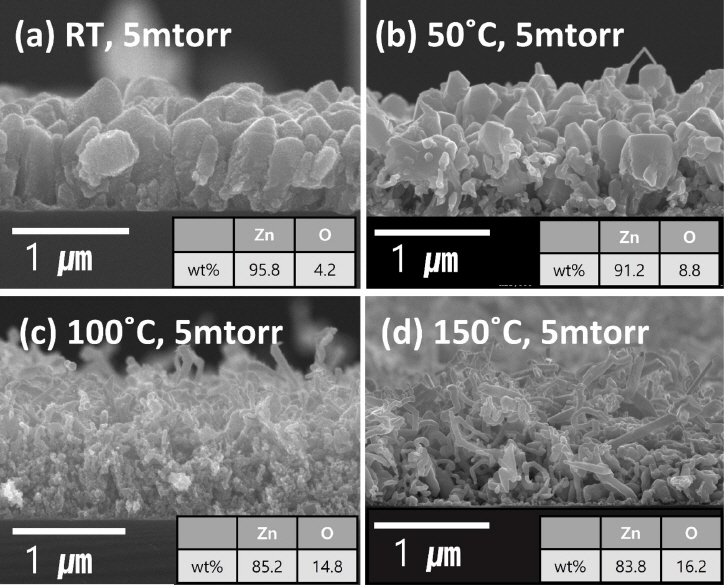
Structure Zone Model ņŚÉņä£ļŖö ļ░Ģļ¦ēņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢ£ ļæÉĻ░Ćņ¦Ć ļ│Ćņłśļź╝ 1) ĻĖ░ĒīÉ ņś©ļÅä(T)ņÖĆ ĒāĆĻ▓¤ ļ¼╝ņ¦ł ļģ╣ļŖöņĀÉ(Tm)ņØś ļ╣ä(T/Tm), 2) Ļ│ĄņĀĢ ļČäņĢĢņ£╝ļĪ£ ņäżņĀĢĒĢśĻ│Ā ņ׳ļŗż [17,18]. Structure Zone ModelņŚÉ ņØśĒĢśļ®┤ ļ░Ģļ¦ēņØś ļ»ĖņäĖĻĄ¼ņĪ░ļŖö Ēü¼Ļ▓ī 4Ļ░Ćņ¦ĆļĪ£ ĻĄ¼ļČäļÉ£ļŗż. T/Tm Ļ░ÆņØ┤ 0.3 ņØ┤ĒĢśņØś ĻĄ¼Ļ░äņŚÉņä£ļŖö ĻĖ░ĒīÉ ņ£äņŚÉ ļÅäļŗ¼ĒĢ£ ņ×ģņ×ÉļōżņØś ņĀ£ĒĢ£ņĀüņØĖ ĒÖĢņé░ ņØ┤ļÅÖņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ļŗżĻ│Ąņ¦łņä▒ņØś ļ░Ģļ¦ēņØä ĒśĢņä▒ĒĢśĻ▓ī ļÉśĻ│Ā, 0.3~0.5 ņé¼ņØ┤ņØś ĻĄ¼Ļ░äņŚÉņä£ļŖö ņ╣śļ░ĆĒĢ£ ņŻ╝ņāü ĒśĢĒā£ņØś ļ░Ģļ¦ēņØ┤ ĒśĢņä▒ļÉ£ļŗż. 0.5~0.7 ĻĄ¼Ļ░äņŚÉņä£ļŖö ļ│┤ļŗż ļåÆņØĆ ĻĖ░ĒīÉ ņś©ļÅäļĪ£ ņØĖĒĢśņŚ¼ ņŻ╝ņāü ĒśĢĒā£ņØś Ļ▓░ņĀĢļ”ĮņØ┤ ņä▒ņןĒĢśĻ▓ī ļÉśļ®░, ļ¦łņ¦Ćļ¦ē 0.7 ņØ┤ņāüņØś ĻĄ¼Ļ░äņŚÉņä£ļŖö ņ£ĄņĀÉņŚÉ Ļ░ĆĻ╣īņÜ┤ ĻĖ░ĒīÉ ņś©ļÅäļĪ£ ņØĖĒĢśņŚ¼ ļ░Ģļ¦ē ļé┤ ņ×¼Ļ▓░ņĀĢ ĒśäņāüņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż [19]. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņāüļČĆņĖĄņØś ņŚÉĒö╝ĒģŹņģ£ ņä▒ņןņØä ņ£ĀļÅäĒĢśĻĖ░ ņ£äĒĢ┤ ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢĒśĢĒā£ļĪ£ ņ£ĀļÅäĒĢśĻĖ░ ņ£äĒĢ┤ Structure Zone ModelņŚÉ ļö░ļØ╝ T/Tmļź╝ 0.4~0.6ņØś ļ▓öņ£äļĪ£ ņäżņĀĢĒĢśņŚ¼ ņāüņś©, 50 ┬░C, 100 ┬░C, 150 ┬░CņŚÉņä£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ▒öļ▓ä ļé┤ Ļ│ĄņĀĢ ļČäņĢĢņØ┤ 5 mtorr ņĪ░Ļ▒┤ņŚÉņä£ ņ▒öļ▓ä ļé┤ ļČäņ£äĻĖ░ ņś©ļÅä ļ│äļĪ£ ĒĢ®ņä▒ĒĢ£ ļ░Ģļ¦ēņØś ļŗ©ļ®┤ ņé¼ņ¦äņØä ĻĘĖļ”╝ 1(a)~(d)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņāüņś©ņŚÉņä£ ĒĢ®ņä▒ĒĢ£ ļ░Ģļ¦ēņØĆ ĻĘĖļ”╝ 1(a)ņŚÉņä£ ļ│┤ņŚ¼ņŻ╝ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ņŻ╝ņāüņĀĢ ĒśĢņāüņØś ļ░Ģļ¦ēņØ┤ ĒĢ®ņä▒ļÉ£ Ļ▓āņØä ļéśĒāĆļé¼ņ£╝ļéś, ņ▒öļ▓ä ļé┤ ņś©ļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé┤ņŚÉ ļö░ļØ╝ ĻĘĖļ”╝ 1(b)~(d)ļź╝ ĒåĄĒĢ┤ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļō»ņØ┤ ļÜ£ļĀĘĒĢ£ ņŻ╝ņāüĻĄ¼ņĪ░ņØś ļ░Ģļ¦ēņØä ņ¢╗ņ¦Ć ļ¬╗ĒĢśņśĆļŗż. ĒŖ╣Ē׳ 100 ┬░CņÖĆ 150 ┬░CņŚÉņä£ ĒĢ®ņä▒ļÉ£ ļ░Ģļ¦ēņØĆ Ļ░üĻ░ü ĻĘĖļ”╝ 1(c), (d)ņŚÉņä£ ļ│┤ņŚ¼ņŻ╝ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ Structure Zone ModelņŚÉņä£ ņĀ£ņŗ£ļÉśņ¦Ć ņĢŖļŖö ļéśļģĖņÖĆņØ┤ņ¢┤ ĒśĢņāüņØś ļ░Ģļ¦ēņØ┤ ĒĢ®ņä▒ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ĒśĢņāüņØś ļ░Ģļ¦ēņØĆ Zn/ZnO ĒĢ®ņä▒ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ņŚÉņä£ļÅä Ļ┤Ćņ░░ļÉ£ ļ░ö ņ׳ņ£╝ļ®░, Zn ļéśļģĖņÖĆņØ┤ņ¢┤ ĻĄ¼ņĪ░ņŚÉ Ļ┤ĆĒĢ£ ļģ╝ļ¼ĖņŚÉņä£ ZnņØś ļ»ĖņäĖĻĄ¼ņĪ░ņØś ĒśĢņāüņØĆ ņĢäļלņØś ņŗØņØä ļö░ļź┤ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż [20,21].
JZnņØĆ Zn ĒāĆĻ▓¤ņ£╝ļĪ£ļČĆĒä░ ļéśņśżļŖö Zn flux, JoļŖö ņŻ╝ņ¢┤ņ¦ä ņś©ļÅäņŚÉņä£ņØś ĒÅēĒśĢ fluxņØ┤ļŗż. ŽāĻ░Ć 0ņŚÉ ĻĘ╝ņĀæĒĢ©ņŚÉ ļö░ļØ╝ ļéśļģĖņÖĆ ņØ┤ņ¢┤ ĒśĢĒā£ņØś ļ░Ģļ¦ēņØ┤ ĒśĢņä▒ļÉśĻ│Ā, 1ņŚÉ ĻĘ╝ņĀæĒĢ©ņŚÉ ļö░ļØ╝ Structure Zone ModelņŚÉņä£ ņĀæĒĢĀ ņłś ņ׳ļŖö ĒśĢĒā£ņØś ļ░Ģļ¦ēņØä ĒśĢņä▒ĒĢ£ļŗż. ņØ┤ļĢī JoļŖö ņś©ļÅäņŚÉ ņśüĒ¢źņØä ļ░øļŖö ņÜöņåīļĪ£ņŹ©, ņāüņś©ņŚÉņä£ ļ░Ģļ¦ē ĒĢ®ņä▒ ņŗ£ ļé«ņØĆ Ļ░ÆņØä Ļ░¢ļŖö JoĻ░Ć ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśņŚ¼ ŽāĻ░Ć Ļ░ÉņåīĒĢśņŚ¼ ļéśļģĖņÖĆņØ┤ņ¢┤ ĒśĢņāüņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ļ┐Éļ¦ī ņĢäļŗłļØ╝ EDS ļČäņäØ Ļ▓░Ļ│╝, ĻĘĖļ”╝ 1ņŚÉ ņéĮņ×ģ ļÉśņ¢┤ņ׳ļŖö Ēæ£ņŚÉņä£ ļ│┤ņŚ¼ņŻ╝ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļ░Ģļ¦ē ĒĢ®ņä▒ ņś©ļÅäĻ░Ć ņāüņś©ņŚÉņä£ 150 ┬░CĻ╣īņ¦Ć ņāüņŖ╣ĒĢ©ņŚÉ ļö░ļØ╝ ļ░Ģļ¦ēņŚÉ 4.2 wt%ņŚÉņä£ 16.2 wt%Ļ╣īņ¦ĆņØś ņé░ņåīĻ░Ć Ļ▓ĆņČ£ļÉśņŚłļŗż. ņØ┤ļŖö ļéśļģĖņÖĆņØ┤ņ¢┤ ĻĄ¼ņĪ░Ļ░Ć ĒśĢņä▒ļÉ©ņŚÉ ļö░ļØ╝ ļåÆņØĆ Ēæ£ļ®┤ņĀüĻ│╝ Ļ│Āņś©ņØś ļČäņ£äĻĖ░ ĒÖśĻ▓ĮņŚÉ ņØśĒĢ┤ ņØśļÅäĒĢśņ¦Ć ņĢŖņØĆ ZnņØś ņé░ĒÖöļ░śņØæņØ┤ ņ¦äĒ¢ēļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņāüĻĖ░ĒĢ£ Ļ▓░Ļ│╝ņŚÉ ļö░ļØ╝ ņŖżĒŹ╝Ēä░ļ¦ü Ļ│ĄņĀĢ ņś©ļÅäļź╝ ļ│ĆņłśļĪ£ ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░¢ļŖö Zn ļ░Ģļ¦ēņØś ĒĢ®ņä▒ņØĆ ļ¦żņÜ░ ņĀ£ĒĢ£ņĀüņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż.
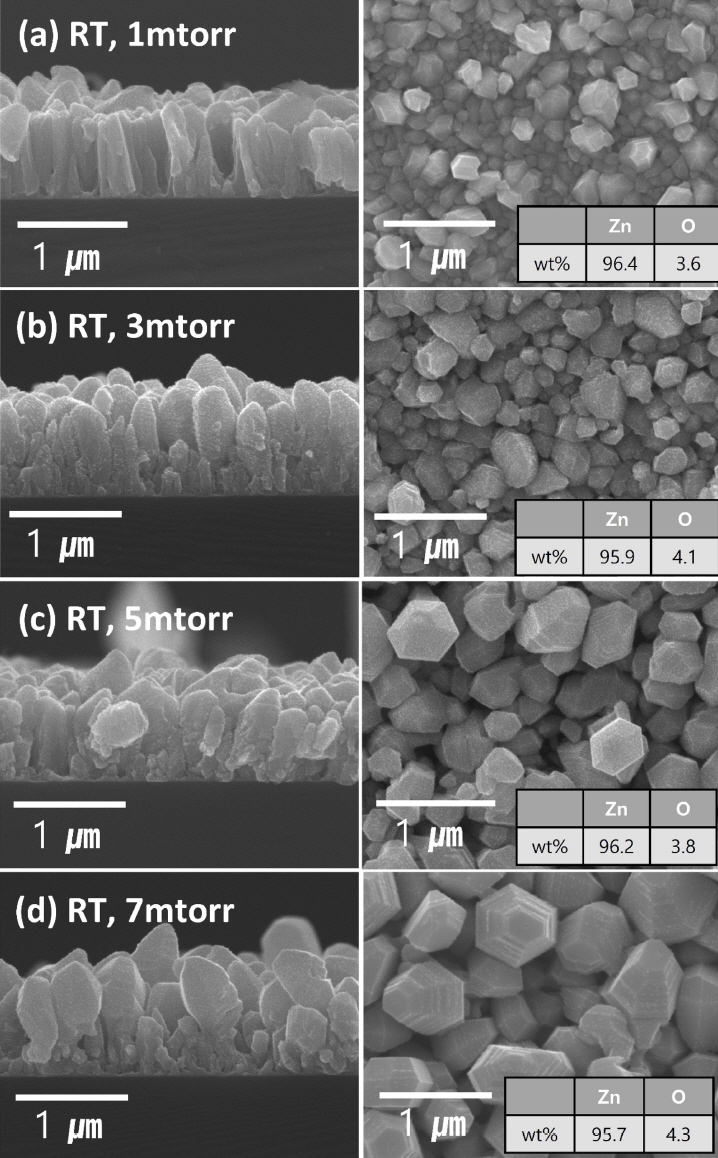
ņŖżĒŹ╝Ēä░ Ļ│ĄņĀĢ ņŗ£ Ēł¼ņ×ģĒĢśļŖö Ar Ļ░ĆņŖżņØś ņ¢æ, ņ”ē Ļ│ĄņĀĢ ļČäņĢĢņØä ļ│ĆņłśļĪ£ ņāüņś©ņŚÉņä£ ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢśņśĆĻ│Ā ļ░Ģļ¦ēņØś ļŗ©ļ®┤Ļ│╝ Ēæ£ļ®┤ ņé¼ņ¦äņØä ĻĘĖļ”╝ 2(a)~(d)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĢ×ņä£ ņ▒öļ▓ä ļé┤ ļČäņ£äĻĖ░ ņś©ļÅäļź╝ ņĀ£ņ¢┤Ē¢łņØä ļĢīņÖĆļŖö ļŗ¼ļ”¼ ņāüņś©ņŚÉņä£ ļ¬©ļōĀ Ļ│ĄņĀĢ ļČäņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņŻ╝ņāüņĀĢ ĒśĢĒā£ņØś ļ░Ģļ¦ēņØ┤ ĒÖĢņØĖļÉśņŚłņ£╝ļ®░, EDS ļČäņäØ Ļ▓░Ļ│╝, ļ░Ģļ¦ē ļé┤ ņé░ņåīņØś ĒĢ©ļ¤ēņØ┤ ļ¬©ļæÉ 5 wt% ņØ┤ĒĢśļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ ņØ╝ņĀĢĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 2ņØś ļŗ©ļ®┤Ļ│╝ Ēæ£ļ®┤ ņé¼ņ¦äņŚÉņä£ ļ│┤ņŚ¼ņŻ╝ļŖö ļ░öņÖĆ Ļ░ÖņØ┤, Ļ│ĄņĀĢ ļČäņĢĢņØ┤ Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ļ░Ģļ¦ēņØĆ ņĀÉņ░© ņ╣śļ░ĆĒĢ┤ņ¦Ćļ®░ ļ░Ģļ¦ē ļé┤ Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░ļŖö Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
ļ░Ģļ¦ēņØś ņä▒ņן ļ®öņ╗żļŗłņ”śņØä Ļ│ĀļĀżĒĢ┤ļ│┤ļ®┤ ĒāĆĻ▓¤ņŚÉņä£ ņŖżĒŹ╝Ēä░ļ¦üļÉśņ¢┤ ĻĖ░ĒīÉņŚÉ ļÅäļŗ¼ĒĢ£ Ēü┤ļ¤¼ņŖżĒä░ļōżņØĆ Ēæ£ļ®┤ņŚÉņä£ ĒÖĢņé░ ņØ┤ļÅÖĒĢśĻ▓ī ļÉśļŖöļŹ░, ļåÆņØĆ ņÜ┤ļÅÖņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖö Ēü┤ļ¤¼ņŖżĒä░ļōżņØĆ Ēæ£ļ®┤ņŚÉņä£ņØś ĒÖĢņé░ ņØ┤ļÅÖņØä ĒåĄĒĢ┤ ņŚÉļäłņ¦ĆņĀüņ£╝ļĪ£ ņĢłņĀĢĒĢ£ ņ¦ĆņĀÉņŚÉ ĒØĪņ░®ĒĢśĻ▓ī ļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī ņ”Øņ░® ņåŹļÅäĻ░Ć Ļ│╝ļÅäĒĢśĻ▓ī ļåÆņØä Ļ▓ĮņÜ░, ļ░Ģļ¦ēņØś Ēæ£ļ®┤ņŚÉņä£ ĒÖĢņé░ ņØ┤ļÅÖĒĢśļŖö ņ×ģņ×ÉļōżņØĆ ņä£ļĪ£ Ļ░äņŚÉ ņČ®ļÅīņŚÉ ņØśĒĢśņŚ¼ ņŚÉļäłņ¦ĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņ£äņ╣śļĪ£ņØś ĒÖĢņé░ ņØ┤ļÅÖņØä ļ░®ĒĢ┤ļź╝ ļ░øĻ▓ī ļÉśņ¢┤ ņØ┤ļÅÖņØ┤ ņĀ£ĒĢ£ļÉ£ ņāüĒā£ņŚÉņä£ ĒØĪņ░®ĒĢśĻ▓ī ļÉ£ļŗż [19]. ļö░ļØ╝ņä£ ņŖżĒŹ╝Ēä░ Ļ│ĄņĀĢ ņøÉļ”¼ņŚÉ ļö░ļØ╝ ņ▒öļ▓ä ļé┤ Ar ņ£Āļ¤ēņØä Ļ░Éņåīņŗ£Ēé┤ņŚÉ ļö░ļØ╝ ņŚ¼ĻĖ░ļÉ£ ArņØś ĒāĆĻ▓¤ņØä ņČ®ļÅī Ēܤņłśļź╝ Ļ░Éņåīņŗ£ņ╝£ ņ”Øņ░® ņåŹļÅäļź╝ Ļ░Éņåīņŗ£ĒéżļŖö ĒÜ©Ļ│╝ļź╝ Ļ░ĆņĀĖņÖöĻ│Ā, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļ░Ģļ¦ēņØĆ ņ╣śļ░ĆĒĢ┤ņ¦ĆļŖö Ļ▓ĮĒ¢źņØä Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£ ņ”Øņ░® ņåŹļÅäĻ░Ć Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ĻĖ░ĒīÉņŚÉ ņČ®ļÅīĒĢśļŖö ņ×ģņ×ÉņØś ņłśĻ░Ć Ļ░ÉņåīĒĢśņśĆĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ĻĖ░ĒīÉ ņś©ļÅäņØś ņāüņŖ╣ ĒÅŁņØ┤ Ļ░ÉņåīĒĢśņŚ¼ Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ Ļ│ĄņĀĢ ļČäņĢĢņØ┤ Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ļ░Ģļ¦ē ļé┤ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļŖö ņ×æņĢäņ¦ä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
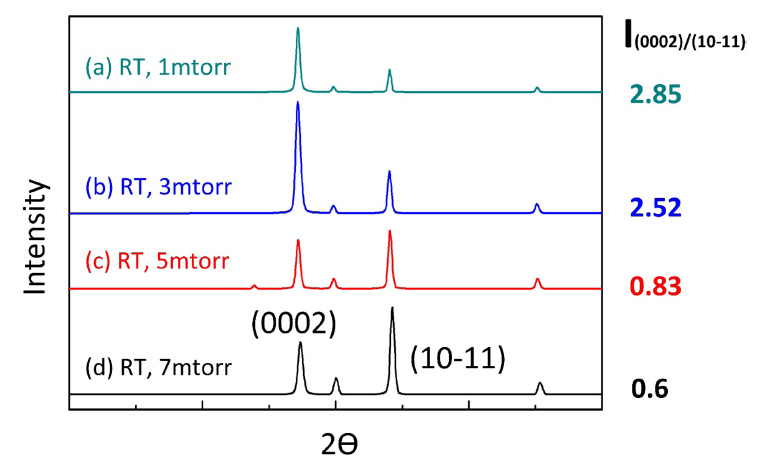
ņØ┤ņ¢┤ņä£ XRDļź╝ ĒåĄĒĢ┤ ļ░Ģļ¦ēņØś ņŻ╝ņä▒ņן ļ░®Ē¢źņŚÉ ļīĆĒĢ┤ ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆĻ│Ā ĻĘĖļ”╝ 3ņØĆ ĒĢ®ņä▒ļÉ£ ļ░Ģļ¦ēņØś XRD ļČäņäØ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 3ņØś ņÜ░ņĖĪņŚÉļŖö XRDņŚÉ ņØśĒĢ┤ Ļ▓ĆņČ£ļÉ£ (0002)ņØś Ēö╝Ēü¼ Ļ░ĢļÅäļź╝ (10-11)ņØś Ēö╝Ēü¼ Ļ░ĢļÅäļĪ£ ļéśļłł Ļ░ÆņØä Ēæ£ĻĖ░ĒĢśņśĆļŗż. Ļ░Ćņן ņ╣śļ░ĆĒĢ£ ļ»ĖņäĖĻĄ¼ņĪ░Ļ░Ć ĒÖĢņØĖļÉśņŚłļŹś 1 mtorrņØś ņĪ░Ļ▒┤ņŚÉņä£ (10-11) Ēö╝Ēü¼ ļīĆļ╣ä (0002)Ēö╝Ēü¼ Ļ░ĢļÅä ļČäņ£©(I(0002) I(10 ŌĆō 11))ņØĆ 2.85 Ļ░Æņ£╝ļĪ£ Ļ░Ćņן ļåÆņØĆ Ļ░ÆņØä Ļ░ĆņĪīĻ│Ā 3 mtorrņØś Ļ▓ĮņÜ░ 2.52, 5 mtorrņŚÉņä£ 0.83, 7 mtorrņŚÉņä£ Ļ░Ćņן ļé«ņØĆ 0.6ņØś Ļ░ÆņØä ļéśĒāĆļāłļŗż. ņ”ē Ļ│ĄņĀĢ ļČäņĢĢņØ┤ Ļ░ÉņåīļÉ©ņŚÉ ļö░ļØ╝ (0002)ļ®┤ņØś Ēö╝Ēü¼ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö ļ░Ģļ¦ēņØś ņŻ╝ņä▒ņן ļ░®Ē¢źņØ┤ (0002)ņ×äņØä ņØśļ»ĖĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉ£ļŗż. ņä£ļĪ£ ļŗżļźĖ Ēæ£ļ®┤ ņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖö Ļ▓░ņĀĢ ļ®┤ļōżņØĆ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé£ Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņä▒ņןĒĢśļŖö ņåŹļÅä ņ░©ņØ┤ļź╝ ļéśĒāĆļé┤ļŖöļŹ░ ņØ┤ļ¤¼ĒĢ£ ņåŹļÅä ņ░©ņØ┤ņŚÉ ņØśĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ Ēæ£ļ®┤ ņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖö ļ®┤ņØä ņåīļ®Ėņŗ£ĒéżļŖö ļ░®Ē¢źņ£╝ļĪ£ Ļ▓░ņĀĢļ”ĮņØĆ ņä▒ņןĒĢśĻ▓ī ļÉ£ļŗż. (0002)ļ®┤ņØĆ ZnņÖĆ Ļ░ÖņØ┤ HCP ĻĄ¼ņĪ░ņŚÉņä£ Ļ░Ćņן ļé«ņØĆ Ēæ£ļ®┤ņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖö ļ®┤ņ£╝ļĪ£ņŹ© ļŗżļźĖ ļ®┤ļōżņŚÉ ļ╣äĒĢ┤ Ļ░Ćņן ļé«ņØĆ ņä▒ņןņåŹļÅäļź╝ Ļ░¢Ļ▓ī ļÉ£ļŗż [19]. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļĪ£ ņØĖĒĢśņŚ¼ 1 mtorrņŚÉņä£ ĒĢ®ņä▒ļÉ£ ļ░Ģļ¦ēņŚÉņä£ļŖö Ēæ£ļ®┤ņŚÉ ļÅäļŗ¼ĒĢśņŚ¼ ļ░Ģļ¦ēņØä ĒśĢņä▒ĒĢśļŖö ņ×ģņ×ÉļōżņØś ņČ®ļČäĒĢ£ ĒÖĢņé░ ņØ┤ļÅÖņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ÉņŚÉ ļö░ļØ╝ ļé«ņØĆ Ēæ£ļ®┤ņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖö (0002)ļ®┤ņØś Ļ░ĢļÅäĻ░Ć ļåÆĻ▓ī ļéśĒāĆļéśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
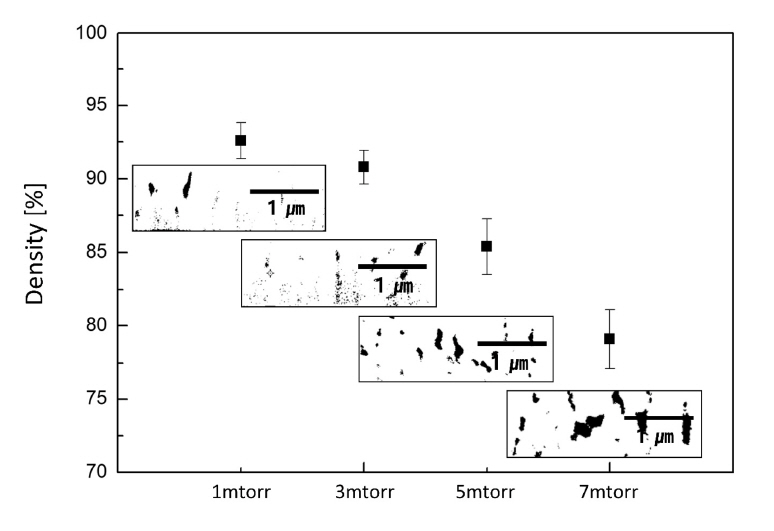
ļ░Ģļ¦ēņØś ņ╣śļ░ĆļÅäļź╝ ļ│┤ļŗż ņĀĢļ¤ēņĀüņ£╝ļĪ£ ĒīÉļŗ©ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢ£ Ēøä ļ░Ģļ¦ēņØś ļŗ©ļ®┤ņØä ņØ┤ņś©ļ░Ćļ¦üņØä ĒåĄĒĢśņŚ¼ ļŗ©ļ®┤ ņĪ░ļÅäļź╝ ņØ╝ņĀĢĒĢśĻ▓ī ĒĢ£ ļÆż ņØ┤ļ»Ėņ¦Ć ļ│ĆĒÖśņØä ĒåĄĒĢ┤ ļ░Ģļ¦ēņØś ņ╣śļ░ĆļÅäļź╝ ņłśņ╣śĒÖö ĒĢśņŚ¼ ĻĘĖļ”╝ 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 2ņØś FE-SEM ņØ┤ļ»Ėņ¦ĆņŚÉņä£ ĒÖĢņØĖļÉśņŚłļō»ņØ┤ Ļ░Ćņן ļé«ņØĆ Ļ│ĄņĀĢ ļČäņĢĢ 1 mtorr ņĪ░Ļ▒┤ņŚÉņä£ 93.6%ņØś Ļ░Ćņן ļåÆņØĆ ņ╣śļ░ĆļÅäļź╝ ļ│┤ņśĆĻ│Ā Ļ│ĄņĀĢ ļČäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ 3 mtorrņŚÉņä£ 91.8%, 5 mtorrņŚÉņä£ 85.4%, 7 mtorrņŚÉņä£ Ļ░Ćņן ļé«ņØĆ 79.1%ņØś ņ╣śļ░ĆļÅäļź╝ ļ│┤ņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ņŚÉņä£ ļ│┤ņŚ¼ņŻ╝ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ņéĮņ×ģĒĢĀ ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░ņÖĆ ņ╣śļ░ĆļÅäļź╝ Ļ│ĄņĀĢ ļČäņĢĢņØä ņĀ£ņ¢┤ĒĢ©ņŚÉ ļö░ļØ╝ ņĪ░ņĀłņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀź Ē¢źņāüņØ┤ Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢśņśĆļŗż.
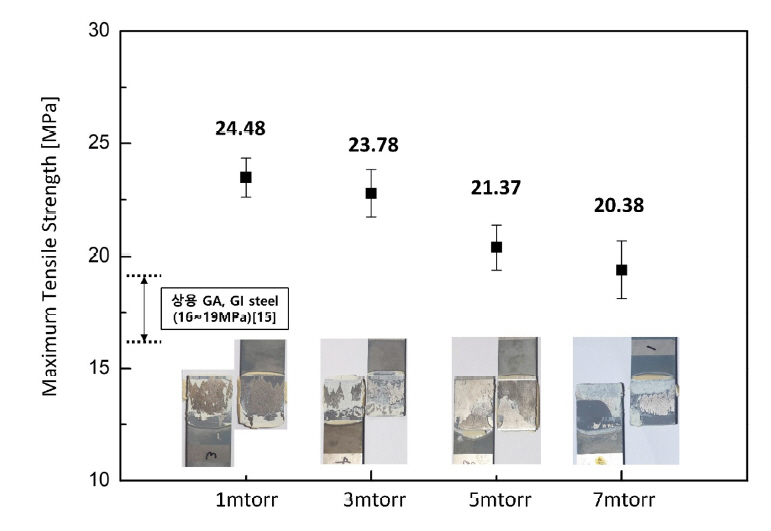
ņØ┤ļ¤¼ĒĢ£ Ļ│ĄņĀĢ ļČäņĢĢņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦üņØś ļ│ĆĒÖö Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņżæĻ░äņĖĄņØä ņéĮņ×ģĒĢśņŚ¼ Zn/Zn-Mg ņØ┤ņżæņĖĄ ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢ£ ļÆż ļ░Ćņ░®ļĀźņŚÉ ļīĆĒĢ£ ņĀĢļ¤ēņĀü ĒÅēĻ░Ćļź╝ ņŗżņŗ£ĒĢśņŚ¼ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. 7 mtorrņŚÉņä£ ĒĢ®ņä▒ļÉśņ¢┤ Ļ░Ćņן ļé«ņØĆ ņ╣śļ░ĆļÅä(79.1%)ļź╝ Ļ░¢ļŖö ņżæĻ░äņĖĄņØ┤ ņéĮņ×ģļÉ£ ņŗ£ĒÄĖņŚÉņä£ļŖö 20.38MPaļź╝, 1 mtorrņŚÉņä£ ĒĢ®ņä▒ļÉśņ¢┤ Ļ░Ćņן ņ╣śļ░ĆĒĢ£ ņżæĻ░äņĖĄ(93.6%)ņØ┤ ņĀüņÜ®ļÉ£ ņŗ£ĒÄĖņŚÉņä£ 24.48 MPaņØś ņĄ£ļīĆ ņØĖņן Ļ░ĢļÅäļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, Zn ņżæĻ░äņĖĄņØś ņ╣śļ░ĆļÅäĻ░Ć ņāüņŖ╣ĒĢ©ņŚÉ ļö░ļØ╝ Zn/Zn-Mg ņØ┤ņżæņĖĄ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØĆ Ē¢źņāüļÉśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ Zn ņżæĻ░äņĖĄņØä ņéĮņ×ģĒĢ©ņ£╝ļĪ£ņŹ© ņ£Āņé¼ ņĪ░ņä▒ņØś Zn-9wt%Mg ļŗ©ņØ╝ņĖĄ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀź(7.77 MPa)Ļ│╝ ļ╣äĻĄÉĒĢśņŚ¼ 2ļ░░ņØ┤ņāüņØś Ē¢źņāüļÉ£ ņłśņ╣śļź╝ ļ│┤ņśĆņ£╝ļ®░, ļ┐Éļ¦ī ņĢäļŗłļØ╝ Ēśäņ×¼ ņāüņÜ®ĒÖö ļÉśĻ│Ā ņ׳ļŖö GAĻ░ĢĻ│╝ GIĻ░ĢņØś 16~19 MPaņØś ļ░Ćņ░®ļĀźņŚÉ ļ╣äĒĢ┤ņä£ļÅä Ē¢źņāüļÉ£ Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż [12]. ļö░ļØ╝ņä£ ļ¦żņÜ░ ņÜ░ņłśĒĢ£ ļé┤ņŗØņä▒ņØä Ļ░¢ļŖö Ļ│Ā Mg ĒĢ©ņ£Ā Zn-Mg ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ Zn ņżæĻ░äņĖĄņØś ļ»ĖņäĖņĪ░ņ¦üņØä ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢ ņĪ░ņ¦üņ£╝ļĪ£ ņĀ£ņ¢┤ĒĢ©ņ£╝ļĪ£ ļ¦żņÜ░ ņÜ░ņłśĒĢ£ ļ░Ćņ░®ļĀźņØä ĒÖĢļ│┤ĒĢśņśĆļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ¦łņŖżļäżĒŖĖļĪĀ ņŖżĒŹ╝Ēä░ļ¦üņØä ĒÖ£ņÜ®ĒĢśņŚ¼ Zn-Mg ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ£ Zn ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ ņĀ£ņ¢┤ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ļ»ĖņäĖĻĄ¼ņĪ░ ņĀ£ņ¢┤ļź╝ ņ£äĒĢ┤ Structure Zone ModelņŚÉ ĻĘ╝Ļ▒░ĒĢśņŚ¼ ņ▒öļ▓ä ļé┤ ļČäņ£äĻĖ░ ņś©ļÅäņÖĆ Ļ│ĄņĀĢ ļČäņĢĢņØä ļ│ĆņłśļĪ£ Ļ│ĄņĀĢ ĒĢśņŚ¼ ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢśņśĆļŗż. Ļ│ĄņĀĢ ļČäņĢĢ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņ”Øņ░®ņåŹļÅäļź╝ ņĀ£ņ¢┤ĒĢśĻ│Ā ņ”Øņ░®ņåŹļÅäĻ░Ć ņĀ£ņ¢┤ļÉ©ņŚÉ ļö░ļØ╝ ņ×ģņ×ÉļōżņØś ņČ®ļČäĒĢ£ ĒÖĢņé░ņØä ņ£ĀļÅäĒĢśņŚ¼ ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢņØś ĒśĢĒā£ļź╝ Ļ░¢ļŖö ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢĀ ņłś ņ׳ņŚłņ£╝ļ®░, XRD ļČäņäØ Ļ▓░Ļ│╝ Ļ│ĄņĀĢļČäņĢĢņØ┤ ļé«ņĢäņ¦ÉņŚÉ ļö░ļØ╝ (0002) Ēö╝Ēü¼Ļ░Ć ņŻ╝ņä▒ņןļ░®Ē¢źņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņżæĻ░äņĖĄņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņ╣śļ░ĆĒĢ£ ņŻ╝ņāüņĀĢņĪ░ņ¦üņ£╝ļĪ£ ņĀ£ņ¢┤ĒĢśņŚ¼ Zn/Zn-Mg ņØ┤ņżæņĖĄ ļ░Ģļ¦ēņØä ĒĢ®ņä▒ĒĢśņśĆĻ│Ā, lap shear testļź╝ ĒåĄĒĢ┤ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀź ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ ņżæĻ░äņĖĄņØ┤ 93.6%ņØś ņ╣śļ░ĆļÅäļź╝ Ļ░¢ļŖö ņŗ£ĒÄĖņØĆ 24.48 MPaņØś ļåÆņØĆ ļ░Ćņ░®ļĀźņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ņŚłļŗż. ņŻ╝ņāüņĀĢ ņĪ░ņ¦üņØś Zn ņżæĻ░äņĖĄņØś ņ╣śļ░ĆļÅäĻ░Ć ļåÆņØäņłśļĪØ ļ░Ģļ¦ēņØś ļ░Ćņ░®ļĀźņØĆ Ē¢źņāüļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ĻĖ░ņĪ┤ņØś GIļéś GAĻ░ĢņØś ļ░Ćņ░®ļĀźņØä ņāüĒÜīĒĢśļŖö ļ░Ćņ░®ļĀźņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.