1. 서 론
뿌리산업이란 소재를 부품에서부터 완제품까지 생산하는 기초 공정산업을 말하며 금형, 소성, 가공, 열처리, 용접, 주조, 표면처리 산업으로 구성되어 있다. 우리나라 뿌리산업의 생산성을 저해하는 대표적인 요인으로는 기술개발 투자 미비, 에너지 환경문제, 인력 감소등을 들 수 있다. 특히 뿌리산업에서 핵심인 주조는 주물의 생산과정에서 발생되는 폐가스, 폐수, 분진, 폐기물과 같은 유해물질 배출과 이로 인한 열악한 작업 환경이 기피 대상이 되어 현재 해결해야 할 당면 과제로 떠오르고 있다.
무엇보다 주조 기술 중 모래를 사용하는 사형주조는 현재 천연주물사와 유기바인더(resin coated sand)를 사용하여 주형을 제작하여 주조에 이용하고 있다. 천연주물사의 경우 자연에서 채취하는 주물사로, 저렴한 단가를 장점으로 널리 사용되고 있지만 낮은 내화도와 불규칙한 입형으로 인해 수축(sand burning), 기공(gas cavity), 소착(sand burning)등과 같은 주조 결함의 원인이 되고 있다 [1-2]. 또한 천연 자원의 고갈과 공정 중 발생하는 미세분진이 산업폐기물의 단점으로 대두되면서 천연주물사의 단점을 보완하기 위한 인공주물사의 도입에 많은 관심이 집중되고 있다. 반면 세라믹 성분인 인공주물사는 높은 내화도로 인해 낮은 열팽창률을 가지기에 주조 결함이 적고 구형인 입형으로 인해 바인더 사용량이 감소하고 충진률이 우수하여 높은 강도를 발현할 수 있다 [3-5].
주형을 만들 때 사용되는 바인더는 주물사와 주물사를 결합시키는 결합제의 용도로 중자 및 주형을 조형하는 과정에서 형틀의 모양을 잡아주는 중요한 역할을 한다. 바인더는 크게 유기계와 무기계로 나누어지는데, 대량 생산방식에서 낮은 단가와, 소형 및 다 형상의 중자 조형이 적절하기 때문에 유기계 바인더를 다년간 폭넓게 사용하고 있다. 유기계 바인더는 탄소 또는 에스테르 결합에 의해 binding을 형성하는데, 이들은 주조 시 고온에 의해 분해되어 유리페놀, 벤젠, 포름알데히드 등의 유해가스를 다량으로 발생시키는 문제점을 가지고 있다 [6-7]. 그렇기에 최근에는 중자 생산성이 우수할 뿐만 아니라 환경오염을 저감할 수 있는 silicate 계열의 무기바인더가 개발되어 주조 현장에 적용되고 있다 [8-10].
Silicate 계열 무기바인더의 경우 주성분이 SiO2-Na2O (water glass)인 무기물로 이루어져 있어 유해물질을 수반하지 않기 때문에 작업환경이 양호하고 중자 및 주형을 제조하거나, 주조공정에서 가스 발생량이 적어 주조 결함이 감소될 뿐 아니라, 이와 관련된 환경 부대설비의 설치가 필요하지 않아 생산비용이 절감될 수 있다 [11-12]. 그러나 무기바인더의 경우 해외 의존도가 높고 고온 다습한 환경에서 사용이 불가하여 원천기술의 경쟁력이 부족하다는 단점을 가지고 있다.
전 세계적으로 환경 규제가 강화되고 무엇보다 주조 사업장의 환경을 개선하기 위한 친환경 제조기술 개발이 가속화되고 있다. 또한 주조품의 고품질 및 고정밀화에 따른 기술혁신에 대응하고 폐주물사의 재생 및 제품의 생산성 향상 등 주조기술의 요구에 부응하는 이상적인 주물사로서 인공주물사의 개발의 진행되고 있다. 현재 3D 적층사형기술 등을 시작으로 활용사례가 보여지고 있지만, 원료비용과 탈사 문제등으로 인해 인공주물사에도 유기바인더 사용이 일반적으로 적용되고 있다 [13-15]. 이에 본 연구에서는 천연주물사를 인공주물사로 대체할 경우 무기바인더의 적용 가능 여부를 확인하기 위해 물유리계 무기바인더를 인공주물사와 천연주물사에 각각 적용하였다. 이때 각 주물사가 가지는 물리 화학적 특성을 비교하고, 무기바인더 중자가 가지는 강도와 결합구조를 확인하였다.
2. 실험 방법
2.1 무기바인더 제조
본 연구에서 사용한 무기바인더는 SILIFOG SS 3종 (Ace Nanochem. Co.Lrd, Korea)을 주원료로 사용하여 합성하였다. 무기바인더의 내수강도를 보강하는 무기첨가제로는 Potassium Hydroxide (KOH, 99%, Aldrich chem co. Inc. USA)를 시약으로 구입하여 사용하였고, Sodium carbonate (Na2CO3, 99%, Aldrich chem co. Inc. USA)를 첨가하여 무기바인더의 초기강도를 확보하고자 하였다 [16]. 무기바인더 합성을 위해 DI water에 Na2CO3를 용해시킨 후 SILIFOG SS를 첨가하여 약 70 °C에서 반응을 진행하였으며 무기바인더 내 가스 빌더로 glucose를 선정하여 첨가하였다 [17].
합성된 무기바인더의 성분 및 SiO2/Na2O 몰 비를 살펴보기 위해 X-선 형광분석기(XRF: SHIMADZU, Japan)을 사용하였으며, 점도계(Viscometer, DV2T Viscometer, Brookfield, USA)를 사용하여 점도를 측정하였다. 합성된 무기바인더 특성은 표 1에 나타내었다.
2.2 무기바인더를 이용한 중자 제조
본 연구에서 사용한 인공주물사는 AFS(American Foundrymen’s Society, 입도지수) 46인 Esperal(KAO, Japan) 주물사를, 천연주물사는 AFS 50인 베트남사로 선정하였으며 그 특성을 표 2에 나타내었다. 주물사별 성분을 살펴보기 위해 XRF 분석을 진행하였고, 입도와 입형을 전계방출형 주사현미경(Field Emission Scanning Electron Microscope (FE-SEM), HITACHI, Japan)과 체진동기 (Sieve shaker, CHUNGGYE, Korea)를 이용하여 확인하였다. 또한 비표면적 분석(ASAP 2020M-Micromeritics, USA)을 통해 천연주물사의 경우 3 wt%, 인공주물사는 2 wt%의 바인더 함량을 결정하였다. 합성된 무기바인더를 이용해 제조된 혼련사와 강도 특성을 확인할 시험중자를 제작하기 위해 주물사용 믹서기(YOUNGJIN MACHINERY CO., LTD)를 이용하여 300 rpm에서 150초 혼합하여 혼련사를 제조하였으며, 혼련사의 유동성은 유동성 테스트기 (Powder Flow Test (PFT), BROOKFIELD, USA)를 이용하여 진행하였다. 이때 X-선 광전자분광법(X-ray Photoelectron Spectroscope (XPS), Thermo Fisher Scientific, U.K) 분석을 통해 주물사 표면의 결합구조와 결합 형상을 확인하였다. 또한 무기바인더와 혼련된 혼련사를 주물용 시험 중자기 (YOUNGJIN MACHINERY CO., LTD)를 사용하여 175 × 22.4 × 22.4 mm(LxWxH) 직사각형 모양의 중자로 성형하였다. 이때 경화조건은 금형온도 110 °C, 열풍 챔버 온도는 260 °C, 열풍 온도 150 °C, 열풍 시간을 70초로 설정하였다. 이렇게 제작된 시험중자는 20 °C, 38%의 습도 조건에서 초기강도와 일반강도를 측정하였고, 30 °C, 68%(절대습도 29.9 g/cm3)의 대기상태에서 1시간, 3시간 노출시킨 후 변화되는 내수강도를 확인하였다. 일반적으로 주조 현장에서 가열된 중자를 바로 사용하지 않기 때문에 60분의 냉각시간을 확보한 후 일반강도를 확인하였다. 강도 측정방법은 휨 강도 평가방법을 사용하였으며 KS A 5304를 참고하여 제작된 압축강도 시험기(HEUNGJIN, Korea)를 이용하였다.
3. 결과 및 고찰
3.1 무기바인더와 주물사의 특성
무기바인더에 사용되는 물유리의 경우 SiO2와 Na2O의 몰 비가 1.0~3.4 범위의 값을 가지는 것을 사용하는데, SiO2와 Na2O 몰 비가 1.0 미만인 경우에는 결합제의 점도가 급격히 증가되어 유동성이 저하될 뿐만 아니라 중합반응에 필요한 Si 성분이 적어져 장기강도 발현에 문제가 되고, 몰 비가 3.4를 초과하는 경우에는 Na 함량이 작아져 초기강도가 낮아지는 문제가 발생하기 때문이다 [16,18]. 그러나 본 연구에서 합성된 무기바인더의 SiO2와 Na2O의 몰 비는 3.6으로 Na 함량이 낮아 초기강도가 낮을 것으로 예상되나, 무기바인더 합성 시 첨가된 무기첨가제인 Na2CO3와 KOH가 초기강도와 일반강도를 보강할 것으로 판단하였다.
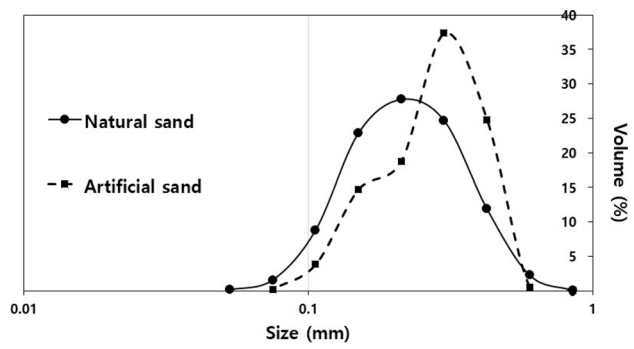
표 2에서 알 수 있듯이 천연주물사는 98.94% SiO2 함량과 0.0853 m2/g 비표면적을 가지는 실리카 모래이다. 반면 인공주물사(espearl)는 Al2O3 함량이 64.2%, SiO2 함량이 18.2%이며 0.0102 m2/g의 비표면적을 가지는 Al2O3 함량이 높은 세라믹 모래임을 확인하였다. 주물사의 입자 크기, 입도분포, 입자의 형상은 입자의 유동성과 충진율에 큰 영향을 미치는 요소이다. 입자분포가 균일하고 입형이 구형일수록 입자의 유동성과 충진율이 뛰어나다. 그림 1은 천연주물사와 인공주물사의 입도분포도 곡선을 나타낸 것이다. 분포 곡선의 모양을 살펴보면 천연주물사의 경우 가우시안(정규분포)를 보이며 인공주물사는 양봉(bi-modal) 분포를 보이고 있다. 이는 주물사의 생산 공정과 연관이 있는데, 천연주물사는 자연에서 모래를 채취, 분급하여 평균 사이즈를 맞춰 공급하고 있고 인공주물사는 수요업체 요구에 맞는 입자 사이즈로 모래를 생산하기 때문이다. 본 실험의 사용한 천연주물사의 경우 모래 입자 입도 분포가 0.105~0.595 mm로 넓은 범위에 걸쳐 분포해 있으나, 인공주물사의 경우 0.149~0.351 mm로 천연주물사에 비해 입도 분포 범위가 좁게 나타났다. 입형과 입도 분포의 결과로 천연주물사가 가지는 0.053~0.074 mm의 미분들이 각형의 입자 사이의 공극을 채워 충진률을 증가시킬 것으로 판단된다.
그림 2의 (a)와 (b)는 천연주물사와 인공주물사의 SEM image이며, (c)와 (d)는 혼련사의 경화 후 SEM image이다. 천연주물사는 입형이 각진 형상이며, 인공주물사의 경우 구형임을 확인할 수 있다. 그림 2의 (c)와 (d)에서 확인할 수 있듯이 혼련사의 경우 무기바인더가 주물사 표면에 코팅되어 150 °C의 열에 의해 수분이 증발하여 모래와 모래 사이에 가교결합이 형성된 것을 확인할 수 있다. 무기바인더는 천연주물사와 인공주물사 표면에 균일하게 코팅되어 있으며, 특히 인공주물사에서 가교 결합이 매끄럽고 조밀하게 형성되어있다.
3.2 혼련사와 무기중자의 특성
혼련사의 유동 특성은 중자의 충진 밀도를 높여 강도를 증가시키는 효과가 있다. 특히 액체 상태의 바인더를 적용할 경우 주물사는 젖은(wet) 상태가 되어 건조한 모래에 비해 유동 특성이 저하된다. 혼련사의 유동 특성이 저하될 경우 중자를 성형할 때 호퍼(hopper) 내 터널링(tunneling) 현상과 중자 미충진 등과 같은 공정 불량이 발생한다. 그림 3은 무기바인더를 천연주물사와 인공주물사에 각각 적용한 혼련사의 PFT 분석 결과를 나타낸 flow function 그래프이다. PFT 분석은 샘플의 일축파괴시험(unconfined failure test)으로 unconfined failure strength와 consolidation 응력을 수치화하여 유동함수를 구성한다 [16]. 이렇게 측정된 flow function 그래프는 consolidating stress가 증가함에 따라 failure strength가 증가하는 비율을 보여주며 혼련사에 가해주는 consolidating stress가 증가할 때 걸리는 failure strength가 낮을수록 혼련사는 쉽게 붕괴된다는 의미로 이는 혼련사의 유동성이 뛰어나다 해석할 수 있다 [19]. 그림 3의 flow function 결과값을 보면 인공주물사의 기울기 값이 0.18, 천연주물사의 기울기 값이 0.22로 인공주물사가 낮은 기울기 값을 가진다. BROOKFIELD에서 제공하는 powder의 standard flow indices [19]를 이용하여 확인한 결과 인공주물사는 easy flowing 영역에 속함을 확인할 수 있다. 이 결과로 액상의 무기바인더를 적용할 경우 혼련사의 유동성 면에선 인공주물사가 천연주물사에 비해 우수하다.
무기바인더의 주 성분인 물유리는 친수성의 특성을 가지고 있어서 대기 중 습기에 민감하다. 그렇기에 무기바인더로 제작된 중자의 경우 대기 중에 노출될 시 적절한 강도를 가져야 하며 용해된 금속에 노출될 때는 구조적 안정성이 유지되어야 한다. 이를 확인하기 위해 제조된 시험중자는 20 °C 온도와 38% 습도 분위기에서 1분과 50분 동안 방치한 후 초기강도와 일반강도를 측정하였고 절대습도 29.9 g/cm2에서 1시간, 3시간 방치 후 흡습강도를 측정하여 그림 4에 나타내었다. 그림 4(a) 값으로 보면 금형 탈형 직후라 할 수 있는 초기강도(1분 강도)는 천연주물사 172 N/cm2, 인공주물사 275 N/cm2로 인공주물사가 약 100 N/cm2 높게 나타났으며, 50분 후 일반강도는 천연주물사 319 N/cm2, 인공주물사는 467 N/cm2로 약 1.4배 증가하는 것으로 나타났다. 반면 29.9 g/cm2 절대습도에서 방치할 시 강도는 시간이 지날수록 감소하여 3시간 후 강도는 천연주물사 217 N/cm2 인공주물사 272 N/cm2로 초기 강도보다 조금 높거나 유사하게 측정되었다. 천연주물사의 경우 흡습 분위기에서 약 14% 강도 저하가 나타났으며, 인공주물사는 약 28% 강도가 떨어지는 것을 보아 인공주물사가 무기바인더의 흡습 분위기에 더 취약하였다. 이는 그림 3의 유동성 결과로도 알 수 있듯이 인공주물사의 경우 혼련사의 유동성이 떨어져 중자의 충진밀도가 낮아지고 공극률이 높아지는데, 흡습 분위기에 중자가 노출될 시 이공극 사이로 침투하는 수분의 함량이 커서 흡습강도 감소폭이 크게 나타난 것으로 보여진다.
실제 주조 현장에서는 중자의 강도가 100 N/cm2 이하일 때 핸들링 강도가 확보되지 않아 작업자의 작업이 불가능하다 판단하고 있는데 [24] 인공주물사가 흡습 분위기에서 강도 저하가 크게 나타나긴 하나 핸들링 강도 기준점인 100 N/cm2 보다 높은 강도값을 보이기에 주조 현장에서 사용이 가능 할 것으로 판단된다.
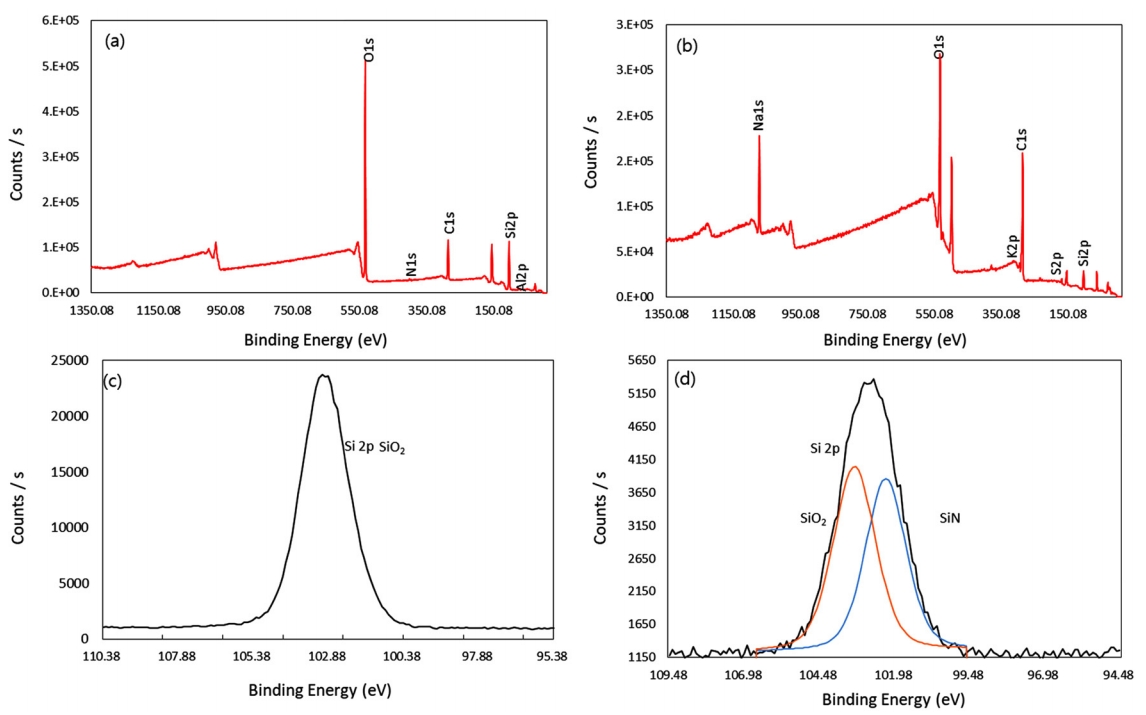
그림 5와 6은 천연주물사와 인공주물사 각각의 결합 구조를 알기 위해 분석한 XPS 결과이다. 그림 5의 (a)는 천연주물사의 XPS wide scan survey 결과이며, 532.6 eV에서 O 1s에 해당하는 피크가 확인되었으며 103.4 eV, 274.8 eV에서 Si 2p와 C 1s 피크가 확인되었다. 확인된 원소의 조성을 기준시료를 이용하여 얻은 원자감도인자(atomic sensitivity factor)를 파악하여 Si 26%, O 50% 조성비를 얻었다. 그 결과 Si와 O가 SiO2 화학양론적인 1:2 비율로 존재함을 알 수 있다. 그림 5의 (b)는 천연주물사를 이용한 혼련사의 XPS wide scan survey 결과이다. 동일하게 532.6 eV에서 O 1s 피크가 103.4 eV에서 Si 2p, 1071.4 eV에서 Na 1s가 294.7 eV에서 K 2p 피크가 확인되었다. 혼련사에서 확인된 Na와 K는 무기바인더의 구성 성분으로, 조성비를 확인해 보면 Si 7.7%, O 34.4%, Na 8.0%, K 0.7%로 측정되었다. 각 성분 원소들의 결합형태를 살펴보기 위하여 narrow scan 분석을 수행하여 그림 5의 (c)와 (d)에 나타내었다. 그림 5의 (c)는 103.4 eV로 Si-O-Si 결합으로 SiO2을 나타낸다. 혼련사인 (d)는 각각 103.4 eV, 102.5 eV로 Si-O-Si, Si-OH 결합으로 SiO2와 101.7 eV의 Si-N결합으로 silicon nitrate(SiN)이 나타났다 [20].
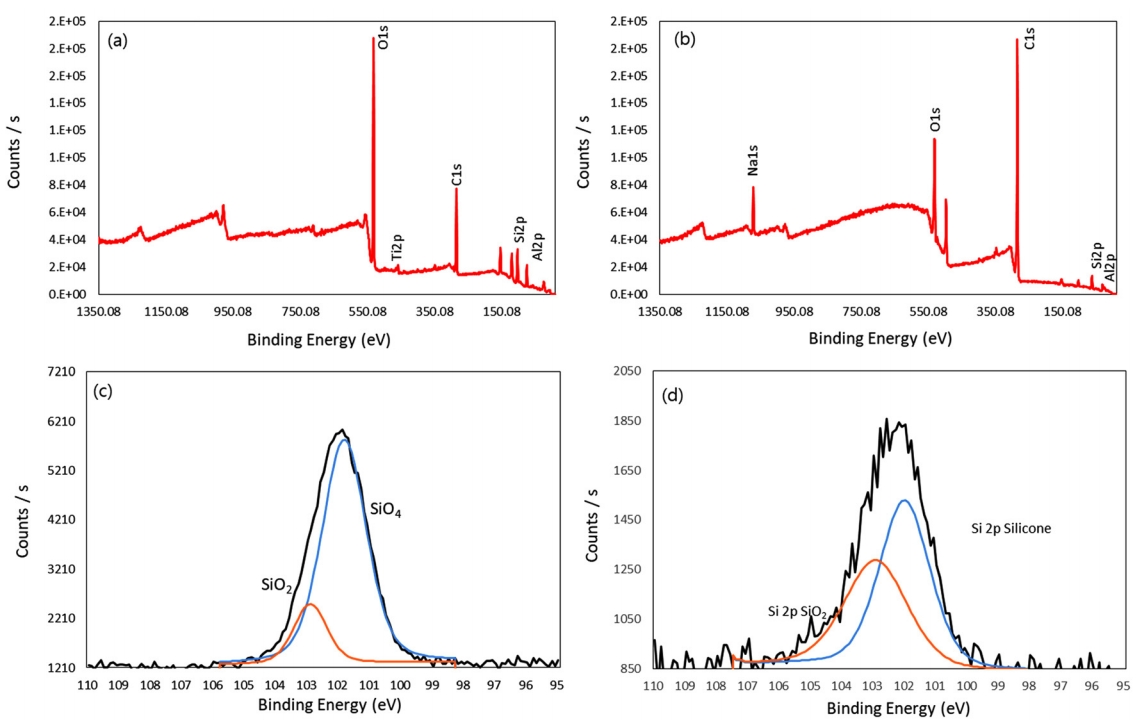
그림 6은 인공주물사의 XPS wide scan survey와 인공주물사를 이용한 혼련사의 XPS wide scan survey 결과를 나타내었다. 그림 6의 (a)에서 인공주물사 표면에 531.3 eV O 1s에 해당하는 피크와 74.18eV에서 Al 2p, 102.18 eV에서 Si 2p가 확인되었다. 원자감도인자를 이용하여 Al 12.9%, Si 11.7%, O 42.1%의 조성비를 얻었다. 반면 그림 6(b)의 혼련사의 XPS wide scan survey 결과에서는 무기바인더 조성에 의해 1071.43 eV에서 Na 1s 피크가 확인됨을 확인하였다. 그림 6의 (c)와 (d)에 나타난 원소들의 결합 상태를 확인해보면 인공주물사 자체는 103.3 eV에서 SiO2 결합이 102.2 eV에서 metal SiO4 결합이 나타났다. 혼련사인 (d)는 103.4 eV에서 SiO2 결합과 102.4 eV에서 silicone 결합이 측정되었다. 무엇보다 인공주물사 표면에서 Al과 관련된 결합이 측정되지 않았는데, 이는 SiO2가 주성분인 무기바인더가 주물사 표면을 완전히 코팅한 영향이라 판단된다. XPS 결과를 통해 천연주물사의 표면은 SiO2 결합이 존재하고, 천연주물사 혼련사의 표면은 SiO2와 SiN 결합이 존재함을 확인하였다. 반면 인공주물사의 표면은 SiO2와 metal SiO4 결합이 존재하고 인공주물사의 혼련사 표면은 SiO2와 silicone 결합으로 binding을 형성하는 것을 확인하였으며, 이를 표 3에 정리하여 나타내었다. 인공주물사의 혼련사 표면에서 확인된 silicone은 천연주물사의 혼련사 표면의 Si와 화학적으로 구별되는 다른 물질이며, silicone은 유기성과 무기성을 겸비한 화학재료로 유기기를 함유한 규소(organosilicone)와 산소 등이 siloxane 결합으로 서로 연결되어 열과 강도, 산화성이 강한 것이 특징이다 [20-21]. 인공주물사의 경우 무기바인더와 혼련될 시 혼련사 표면에 SiO2와 silicone 결합이 동시에 나타나기 때문에 천연주물사에 비해 높은 강도 나타남을 확인하였다.
4. 결 론
주물 생산과정에서 발생하는 미세분진, 폐가스와 같은 환경문제를 해결하기 위해 인공주물사와 무기바인더를 사용하여 중자를 제작하였으며, 천연주물사와의 물리화학적 특성을 비교하였다. 합성된 무기바인더의 SiO2/Na2O 몰비는 3.6으로 Na2CO3와 KOH를 무기첨가제로 사용하여 무기바인더의 강도를 보완하였다. 사용된 천연주물사는 SiO2 함량이 98.9%이며 0.105~0.595 mm로 넓은 입도분포를 가지는 실리카 모래이며 인공주물사는 Al2O3 함량이 64.2%이며 0.149~0.351 mm로 좁은 입도분포를 가지는 세라믹 모래이다. 무기중자가 가지는 강도를 비교하면 천연주물사의 경우 172 N/cm2 초기강도와 319 N/cm2의 일반강도를 나타냈고, 인공주물사의 경우 275 N/cm2 초기강도와 467 N/cm2의 일반강도를 나타내었다. 이 결과로 보아 인공주물사를 사용 할 시 천연주물사에 비해 약 2.1~2.7배 강도가 증가하는 결과를 확인하였다. 절대습도 29.9g/m2에 방치한 후 흡습강도는 천연주물사 217 N/cm2 인공주물사 272 N/cm2로 인공주물사의 흡습 강도 저하가 크게 나타났다. XPS 분석결과 혼련된 천연주물사와 인공주물사의 표면은 SiO2와 silicone 결합으로 binding 되어 있으며 그 가교 결합을 SEM image로 확인 할 수 있었다. 무엇보다 인공주물사가 무기바인더와 만날 시 주물사 표면에서 SiO2와 silicone 결합이 동시에 관찰 되어 천연주물사에 비해 높은 강도특성이 발현됨을 확인하였다.