1. ņä£ ļĪĀ
ļ”¼ĒŖ¼ņØ┤ņ░©ņĀäņ¦ĆļŖö ņŖżļ¦łĒŖĖĒÅ░, ļģĖĒŖĖļČü ļ░░Ēä░ļ”¼ ļō▒ IT ĻĖ░ĻĖ░ņŚÉ ņé¼ņÜ®ļÉśļŖö Ļ░£ļ│ä ņģĆ ļŗ©ņ£äņØś ļ░░Ēä░ļ”¼ņŚÉņä£ļČĆĒä░ ņĀäĻĖ░ņ×ÉļÅÖņ░©(EV; Electric Vehicle) ļ░Å ņĀäļĀźņĀĆņןņןņ╣ś(ESS; Energy Storage System)ņŚÉ ņé¼ņÜ®ļÉśļŖö ļīĆĒśĢ ļ¬©ļōłĒśĢ ļ░░Ēä░ļ”¼Ļ╣īņ¦Ć ņØæņÜ® ļČäņĢ╝Ļ░Ć ļŗżņ¢æĒĢ┤ņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░ ļ░░Ēä░ļ”¼ ņāØņé░ļ¤ēņØ┤ ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ ņ”ØĻ░Ć ņČöņäĖņŚÉ ņ׳ļŗż [1]. ļ”¼ĒŖ¼ņØ┤ņ░©ņĀäņ¦ĆņØś ņāØņé░ļ¤ē ņ”ØĻ░ĆņÖĆ ļŹöļČłņ¢┤ ļ░£ņāØļÉśļŖö ĒÅÉļ”¼ĒŖ¼ņØ┤ņ░©ņĀäņ¦ĆņØś ļ░£ņāØļ¤ēļÅä ļ¦żļģä ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ņ¢┤, ņØ┤ļ¤¼ĒĢ£ ĒÅÉļ”¼ĒŖ¼ņØ┤ņ░©ņĀäņ¦ĆļĪ£ļČĆĒä░ ņ£ĀĻ░Ć ĻĖłņåŹņØä ĒÜīņłśĒĢśņŚ¼ ņ×¼ĒÖ£ņÜ®ĒĢśļŖö ĻĖ░ņłĀņØ┤ ĒĢäņÜöĒĢśļŗż. ĻĖ░ņĪ┤ņŚÉļŖö ņŻ╝ļĪ£ ĒÅÉļ”¼ĒŖ¼ņĀäņ¦Ć ņ¢æĻĘ╣ĒÖ£ ļ¼╝ņ¦łņŚÉņä£ ņĮöļ░£ĒŖĖ, ļŗłņ╝ł ļō▒ņØś ņ£ĀĻ░Ć ĻĖłņåŹ ĒÜīņłśņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļŗżņłś ļ│┤Ļ│ĀļÉśņ¢┤ ņ׳ļŗż [2-3]. ĒÅÉļ”¼ĒŖ¼ņØ┤ņ░©ņĀäņ¦ĆņŚÉņä£ ņ£ĀĻ░ĆĻĖłņåŹņØä ĒÜīņłśĒĢśļŖö Ļ│ĄņĀĢņØĆ ļ©╝ņĀĆ ļ”¼ĒŖ¼ņĀäņ¦Ć ņ¢æĻĘ╣ ĒÖ£ļ¼╝ņ¦łņØä ĒÖ®ņé░ņ£╝ļĪ£ ņ╣©ņČ£ĒĢ£ Ēøä ņÜ®ļ¦żņČöņČ£ļ▓ĢņŚÉ ņØśĒĢ┤ ņĮöļ░£ĒŖĖ ļ░Å ļŗłņ╝ł ņä▒ļČäņØä ĒÜīņłśĒĢśĻ│Ā ļéśļ®┤ ņĄ£ņóģņĀüņ£╝ļĪ£ ļ”¼ĒŖ¼ĒĢ©ņ£Ā ĒÅÉņĢĪ(Li2SO4)ņØ┤ ļ░£ņāØļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ĒÅÉņĢĪ ņżæņŚÉļŖö ļ”¼ĒŖ¼ņØ┤ ņĢĮ 2.5~3.0 g/L ĒĢ©ņ£ĀļÉśņ¢┤ ņ׳ņ¢┤, ņŚ╝ĒśĖ(Brine)ņŚÉ ĒĢ©ņ£ĀļÉśņ¢┤ ņ׳ļŖö ļ”¼ĒŖ¼(ņĢĮ 0.3~1.0 g/L)ļ│┤ļŗż ļåŹļÅäĻ░Ć ļåÆņĢä ĒÜīņłśĒĢśņŚ¼ ņ×¼ņé¼ņÜ®ĒĢĀ ļ¦īĒĢ£ ņČ®ļČäĒĢ£ Ļ░Ćņ╣śĻ░Ć ņ׳ļŗż [4-7].
ņØ┤ļ¤¼ĒĢ£ ĒÅÉĒÖ®ņé░ļ”¼ĒŖ¼(Li2SO4)ņÜ®ņĢĪņŚÉņä£ ļ”¼ĒŖ¼ņØä ĒÜīņłśĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ļČäļ│äĻ▓░ņĀĢļ▓ĢņØ┤ļéś, ņÜ®ļ¦żņČöņČ£ļ▓Ģ, ņØ┤ņś©ĻĄÉĒÖśņłśņ¦Ćļ▓Ģ, ņĀäĻĖ░Ēł¼ņäØļ▓Ģ ļō▒ņØ┤ ņ׳ņ£╝ļ®░ ņØ╝ļČĆ ņØĖņé░ļ”¼ĒŖ¼ ļśÉļŖö ĒÖ®ņé░ļ”¼ĒŖ¼ ļ░Å Ēāäņé░ļ”¼ĒŖ¼(Li2CO3) ĒśĢĒā£ļĪ£ ĒÜīņłśĒĢ£ Ēøä ĒøäņåŹĻ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼(LiOH)ĒśĢĒā£ļĪ£ ņĀ£ņĪ░ĒĢśņŚ¼ ņØ┤ņ░©ņĀäņ¦Ć ņøÉļŻīļĪ£ ņ×¼ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ļŗż [8-10]. ĻĘĖļ¤¼ļéś ņØ┤ļ¤¼ĒĢ£ ņØ╝ļĀ©ņØś ļŗ©ņ£äĻ│ĄņĀĢņØä Ļ▒░ņ│É ņłśņé░ĒÖöļ”¼ĒŖ¼ņØä ņĀ£ņĪ░ĒĢśļŖö Ļ▓ĮņÜ░ Ļ│ĄņĀĢņØ┤ ļ│Ąņ×ĪĒĢśĻ│Ā Ļ│ĄņĀĢ ļČĆņé░ļ¼╝ņØ┤ ļ░£ņāØĒĢśņŚ¼ ĒÅÉĻĖ░ļ¼╝ ņ▓śļ”¼ ļ░Å ĒÖśĻ▓ĮņśżņŚ╝ņØś ņøÉņØĖņØ┤ ļÉĀ ņłś ņ׳ņ¢┤ ļ│┤ļŗż ĒÖśĻ▓Į ņ╣£ĒÖöņĀüņØĖ ĒÜīņłś Ļ│ĄņĀĢ Ļ░£ļ░£ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż [11-12]. ņØ┤ņŚÉ ļīĆĒĢ£ ļīĆņĢłņ£╝ļĪ£ ņĀäĻĖ░Ēł¼ņäØ ļ░®ļ▓Ģ, ĒŖ╣Ē׳ ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØņןņ╣śļź╝ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ĒÖ®ņé░ļ”¼ĒŖ¼ņÜ®ņĢĪņŚÉņä£ ļ░öļĪ£ ņĀĢņĀ£ļÉ£ ņłśņé░ĒÖöļ”¼ĒŖ¼ ņÜ®ņĢĪņ£╝ļĪ£ ĒÜīņłśĻ░Ć Ļ░ĆļŖźĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│ĄņĀĢņØä ļŗ©ņł£ĒÖöĒĢĀ ņłś ņ׳ņ£╝ļ®░ ĒÖśĻ▓Į ņ╣£ĒÖöņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ ņŻ╝ļ¬® ļ░øĻ│Ā ņ׳ļŗż. ņĀäĻĖ░Ēł¼ņäØļ▓ĢņØĆ ņØ┤ņś©ĻĄÉĒÖśļ¦ē(membrane)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĀäĻĖ░ ņŚÉļäłņ¦Ćļ¦īņ£╝ļĪ£ ĒÖöĒĢÖļ¼╝ņ¦łņØä ļČäļ”¼ Ēś╣ņØĆ ļåŹņČĢ ņŗ£Ēé¼ ņłś ņ׳ņ¢┤ Ļ│ĄņĀĢ ņÜ┤ņĀä ņżæ ļČĆņé░ļ¼╝ņØ┤ ļ░£ņāØļÉśņ¦Ć ņĢŖĻ│Ā, ļ╣äĻĄÉņĀü ļé«ņØĆ ņŚÉļäłņ¦ĆļĪ£ ļīĆļ¤ē ņ▓śļ”¼Ļ░Ć Ļ░ĆļŖźĒĢśļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż [13-16].
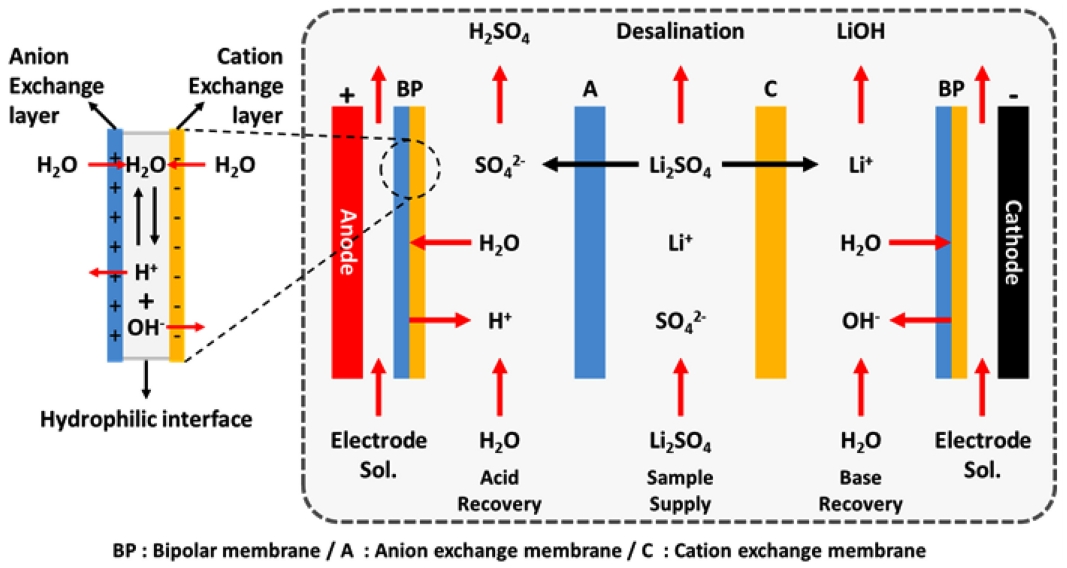
ĻĘĖ ņżæņŚÉņä£ļÅä ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ(Electro Dialysis with Bipolar Membrane, EDBM) Ļ│ĄņĀĢņŚÉņä£ļŖö ņ¢æņØ┤ņś©ĻĄÉĒÖśņĖĄĻ│╝ ņØīņØ┤ņś©ĻĄÉĒÖśņĖĄņØ┤ Ļ▓░ĒĢ®ļÉ£ ĒśĢĒā£ņØĖ ļ░öņØ┤ĒÅ┤ļØ╝ ļ¦ēņØ┤ ņĀüņÜ®ļÉśļŖöļŹ░, ļ░öņØ┤ĒÅ┤ļØ╝ ļ¦ēņØĆ ņŚŁ ļ░öņØ┤ņ¢┤ņŖż(ļ░öņØ┤ĒÅ┤ļØ╝ ļ¦ēņØś ņ¢æņØ┤ņś© ĻĄÉĒÖśņĖĄņØ┤ ņØīĻĘ╣ņØä, ņØīņØ┤ņś© ĻĄÉĒÖśņĖĄņØ┤ ņ¢æĻĘ╣ņØä Ē¢źĒĢśĻ│Ā ņ׳ļŖö ņāüĒā£)ņĪ░Ļ▒┤ņŚÉņä£ ļ¼╝ ļČäņ×Éļź╝ ņłśņåī ņØ┤ņś©Ļ│╝ ņłśņé░ĒÖö ņØ┤ņś©ņ£╝ļĪ£ ļČäĒĢ┤ĒĢśļŖö ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ĒŖ╣ņä▒ ļŹĢļČäņŚÉ EDBM Ļ│ĄņĀĢņŚÉņä£ ļŗżļźĖ ļČĆņé░ļ¼╝ņØś ļ░£ņāØ ņŚåņØ┤ ņé░┬ĘņŚ╝ĻĖ░ļź╝ ņāØņé░ ĒĢĀ ņłś ņ׳ņ¢┤, ņĀĆņśżņŚ╝ ļ¼┤Ļ│ĄĒĢ┤ Ļ│ĄņĀĢņ£╝ļĪ£ ņżæņÜöņä▒ņØ┤ ļīĆļæÉļÉśĻ│Ā ņ׳ļŗż [17]. ļ░öņØ┤ĒÅ┤ļØ╝ ļ¦ēņØĆ ļé«ņØĆ ņŚÉļäłņ¦ĆļĪ£ ļ╣Āļź┤Ļ▓ī ļ¼╝ņØä ļČäĒĢ┤ņŗ£ņ╝£ ņŚ╝ņØä ĒżĒĢ©ĒĢśĻ│Ā ņ׳ļŖö ĒÅÉņĢĪņŚÉņä£ ņé░Ļ│╝ ņŚ╝ĻĖ░ļź╝ ļČäĒĢ┤ĒĢśņŚ¼ ļ¼╝ņ¦łņØä ĒÜīņłś┬Ęņ×¼ņāØĒĢśļŖö Ļ│ĄņĀĢņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ ĒÖ£ļ░£Ē׳ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż [18-21]. ĻĖ░ņĪ┤ņØś ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉņä£ļŖö ļŗ©ņØ╝ ņØ┤ņś©ĻĄÉĒÖśļ¦ēņŚÉ ņØśĒĢ£ ņŚ╝ņØś ļČäļ”¼, ņŚ¼ļ¤¼ ņīŹņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ņ¢æ┬ĘņØīņØ┤ņś© ĻĄÉĒÖśļ¦ēņ£╝ļĪ£ ņŚ╝ ļō▒ņØä ļåŹņČĢĒĢśļŖöļŹ░ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśņŚłņ£╝ļéś [22-23] Ļ│ĀĒÜ©ņ£© ļ░öņØ┤ĒÅ┤ļØ╝ ļ¦ēņØä ņé¼ņÜ®ĒĢ©ņ£╝ļĪ£ņŹ© ĒÅÉņłś ļ░Å ņ£ĀĻĖ░, ļ¼┤ĻĖ░ņŚ╝ņØś ņ▓śļ”¼ ļō▒ņŚÉ ĻĘĖ ņĀüņÜ® ļ▓öņ£äĻ░Ć ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŖö ņČöņäĖņØ┤ļŗż [17]. ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉ ņØśĒĢ£ ĒÖ®ņé░ļ”¼ĒŖ¼ņÜ®ņĢĪņØś ĒāłņŚ╝ ļ░Å ņłśņé░ĒÖöļ”¼ĒŖ¼, ĒÖ®ņé░ņØś ņāØņä▒ņŚÉ ļīĆĒĢ£ ļ¬©ņŗØļÅäļź╝ ĻĘĖļ”╝ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņøÉļŻīņÜ®ņĢĪņØä Ēł¼ņ×ģĒĢśļ®┤ ņ¢æ┬ĘņØīņØ┤ņś© ĻĄÉĒÖśļ¦ēņØä ĒåĄĒĢ┤ Ļ░üĻ░ü Li+Ļ│╝ SO42-ļĪ£ ļČäļ”¼ļÉśĻ│Ā, ļ░öņØ┤ĒÅ┤ļØ╝ ļ¦ē ņżæĻ░ä Ļ│äļ®┤ņŚÉņä£ļ¼╝ņØ┤ H+ņÖĆ OH-ļĪ£ ļ¦żņÜ░ ļ╣Āļź┤Ļ▓ī ĒĢ┤ļ”¼ļÉśņ¢┤ Ļ░ĢĒĢ£ ņĀäĻĖ░ņןņŚÉ ņØśĒĢ┤ ļ¦ē Ļ│äļ®┤ņŚÉņä£ ņŻ╝ļ│ĆņÜ®ņĢĪņ£╝ļĪ£ ņØ┤ļÅÖĒĢśņŚ¼ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ ņÜ®ņĢĪņ£╝ļĪ£ ĒÜīņłś ĒĢĀ ņłś ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØņØä ņé¼ņÜ®ĒĢśņŚ¼ ĒÖ®ņé░ļ”¼ĒŖ¼ ņøÉļŻī ņÜ®ņĢĪņØä ĒāłņŚ╝ĒĢśņŚ¼ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ ĒÜīņłśĒĢśĻ│Āņ×É ĒĢśņśĆĻ│Ā, ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅä, ņØĖĻ░ĆņĀäņĢĢ, ņĀäĻĘ╣ņĢĪņØś ļåŹļÅä, ļČłņł£ļ¼╝ ņśüĒ¢ź ļō▒ņØś Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļīĆĒĢśņŚ¼ ĻĖ░ņ┤ł ņŗżĒŚśņØä ĒåĄĒĢ┤ Ļ│ĄņĀĢ Ļ░£ļ░£ņØś ĻĖ░ņ┤łļź╝ ļ¦łļĀ©ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ņןņ╣ś ļ░Å ļ░®ļ▓Ģ
2.1 ņŗżĒŚśņןņ╣ś
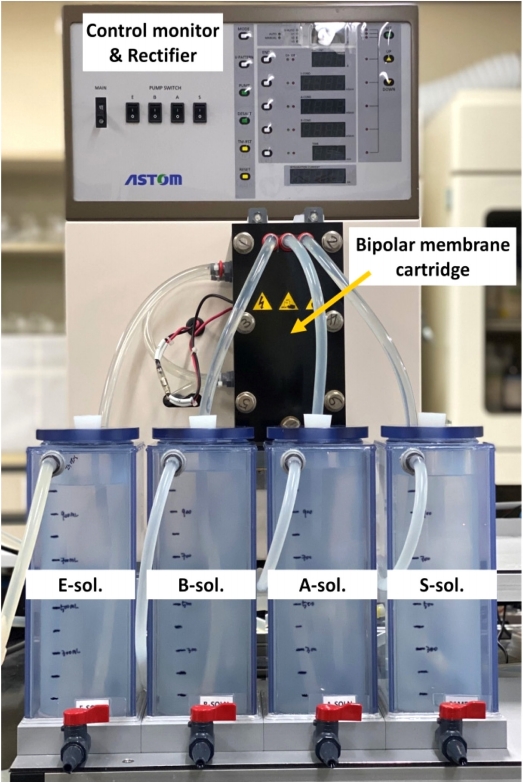
ĒÖ®ņé░ļ”¼ĒŖ¼ ņÜ®ņĢĪņŚÉņä£ ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼ņØäĒÜīņłśĒĢśĻĖ░ņ£äĒĢ┤ņé¼ņÜ®ĒĢ£ņŗżĒŚśņןņ╣śļĪ£ļŖö ACILYZER EX3B (Astom Co., Japan)ņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņןņ╣śņØś ņé¼ņ¦ä ļ░Å ņé¼ņ¢æņØä ĻĘĖļ”╝ 2ņÖĆ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņןņ╣ś ļé┤ļČĆņŚÉļŖö ņĀĢļźśĻĖ░,ņĢĪ ĒÄīĒöäļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ņĀäļ®┤ ņĀ£ņ¢┤ ņןņ╣śļź╝ ĒåĄĒĢ┤ ņÜ®ņĢĪ ĒÄīĒöä ņ×æļÅÖĻ│╝ ņŗżĒŚś ņĪ░Ļ▒┤ ļō▒ņØä ņĀ£ņ¢┤ ĒĢĀ ņłś ņ׳ļŗż. ņןņ╣ś ņÖĖļČĆņŚÉļŖö ņÜ®ņĢĪ Ēł¼ņ×ģ ņĢĪņŗż(tank)ņØ┤ ņ׳ņ£╝ļ®░, Ļ░üĻ░ü ņĀäĻĘ╣ņĢĪņŗż(Electrode sol. tank), ņŚ╝ĻĖ░ ĒÜīņłśņŗż(Basic sol. recovery tank), ņé░ ĒÜīņłśņŗż(Acidic sol. recovery tank), ņøÉļŻīņÜ®ņĢĪņŗż(Sample sol. tank)ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż. ņØ┤ņś©ĻĄÉĒÖś ņ╣┤ĒŖĖļ”¼ņ¦ĆļŖö 11ņןņØś ļ░öņØ┤ĒÅ┤ļØ╝ ļ®żļĖīļĀłņØĖĻ│╝ 10ņīŹņØś ņ¢æ/ņØīņØ┤ņś© ĻĄÉĒÖś ļ®żļĖīļĀłņØĖņ£╝ļĪ£ ĻĄ¼ņä▒ĒĢśņŚ¼ ņ╣┤ĒŖĖļ”¼ņ¦Ć ļé┤ ļ¦ē ņ£ĀĒÜ© ļ®┤ņĀü 550 cm2ņØ┤ļ®░, ļ░śņØæņØ┤ ņ¦äĒ¢ēļÉśļ®┤ ĒāłņŚ╝Ļ│╝ ļÅÖņŗ£ņŚÉ ņé░, ņŚ╝ĻĖ░ ņÜ®ņĢĪņØä ļČäļ”¼ĒĢśņŚ¼ ĒÜīņłś ĒĢĀ ņłś ņ׳ļŗż. ļ░öņØ┤ĒÅ┤ļØ╝ ļ░Å ņ¢æ/ņØīņØ┤ņś© ĻĄÉĒÖś ļ®żļĖīļĀłņØĖņØś ņŻ╝ņÜö ņé¼ņ¢æņØä Ēæ£ 2ņŚÉ ļéśĒāĆļé┤ņŚłĻ│Ā, ļ®żļĖīļĀłņØĖ ļ¬©ļæÉ Astomņé¼(Japan)ņØś ņĀ£ĒÆłņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
2.2 ņŗżĒŚśļ░®ļ▓Ģ
ņĀäĻĘ╣ņĢĪ(Electrode sol.)ņ£╝ļĪ£ļŖö 4.0 wt% ņłśņé░ĒÖöļéśĒŖĖļź© ņłśņÜ®ņĢĪ 500 mLņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņøÉļŻīņÜ®ņĢĪ(Sample sol.)ņ£╝ļĪ£ļŖö 0.1 M ĒÖ®ņé░ļ”¼ĒŖ¼ ņłśņÜ®ņĢĪ ĻĘĖļ”¼Ļ│Ā ņ┤łĻĖ░ ņé░ ĒÜīņłśņŗżĻ│╝ ņŚ╝ĻĖ░ ĒÜīņłśņŗżņŚÉļŖö ņ”Øļźśņłśļź╝ ņןņ×ģĒĢśņŚ¼ ĒÖ®ņé░ļ”¼ĒŖ¼ ņÜ®ņĢĪņØś ĒāłņŚ╝ņØä ĒåĄĒĢ┤ Ļ░üĻ░ü ĒÖ®ņé░Ļ│╝ ņłśņé░ĒÖöļ”¼ĒŖ¼ņ£╝ļĪ£ ĒÜīņłśĒĢśņśĆļŗż. ņĀäĻĘ╣ņĢĪ ņĀ£ņĪ░ņŚÉļŖö 40 wt% ņłśņé░ĒÖöļéśĒŖĖļź©(40% Sodium hydroxide solution, DAEJUNG)ņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņøÉļŻī ņÜ®ņĢĪ ņĀ£ņĪ░ļź╝ ņ£äĒĢ┤ ĒÖ®ņé░ļ”¼ĒŖ¼(Lithium sulfate monohydrate, 99%, JUNSEI), ĒÖ®ņé░ļéśĒŖĖļź©(Sodium sulfate, 99%, DAEJUNG) ļō▒ņØś ņŗ£ņĢĮņØä ņé¼ņÜ®ĒĢśņśĆļŗż. Ļ░ü ņŗżĒŚśņŚÉ ļ¦×ņČ░ ņÜ®ņĢĪņØś ņĪ░ņä▒ ļ░Å ņŗżĒŚś ņĪ░Ļ▒┤ņØä ļ│ĆĻ▓ĮĒĢśņŚ¼ ņØĖĻ░ĆņĀäņĢĢ, ņĀäĻĘ╣ņĢĪņØś ļåŹļÅä, ņ┤łĻĖ░ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅä, ļČĆĒö╝ļ╣äņÖĆ ļČłņł£ļ¼╝ņØś ņśüĒ¢źņØä ņé┤ĒÄ┤ļ│┤ņĢśļŗż. Ļ│ĄņĀĢ ņżæ ņøÉļŻī ņÜ®ņĢĪņØś ņĀäĻĖ░ņĀäļÅäļÅä Ļ░ÉņåīļĪ£ ņØĖĒĢ£ ņĀäņĢĢ ņ”ØĻ░ĆļĪ£ ņØĖĒĢ£ ļ¦ē ņåÉņāüņØä ņÜ░ļĀżĒĢśņŚ¼ ņĀĢņĀäņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļČĆĒö╝ļ╣äļŖö S/A/BļĪ£ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ Ļ░üĻ░ü ņøÉļŻīņÜ®ņĢĪņŗż(S), ņé░ ĒÜīņłśņŗż(A)Ļ│╝ ņŚ╝ĻĖ░ ĒÜīņłśņŗż(B)ņŚÉ ņ┤łĻĖ░ ņןņ×ģļÉśļŖö ņÜ®ņĢĪņØś ļČĆĒö╝ļź╝ ņØśļ»ĖĒĢ£ļŗż. ņ┤łĻĖ░ ņÜ®ņĢĪ Ēł¼ņ×ģ Ēøä ņĢĪ ĒÄīĒöäļź╝ 5ļČäĻ░ä ņ×æļÅÖņŗ£ņ╝£ ļ®żļĖīļĀłņØĖ ņ╣┤ĒŖĖļ”¼ņ¦ĆņÖĆ ĒŖ£ļĖī ļé┤ ņ×öņĪ┤ĒĢśļŖö Ļ│ĄĻĖ░ļź╝ ņĀ£Ļ▒░ĒĢ£ ĒøäņŚÉ ņĀäņĢĢņØä ņØĖĻ░ĆĒĢśņśĆļŗż. ļ░śņØæņØĆ ņøÉļŻīņÜ®ņĢĪņØś ņĀäĻĖ░ņĀäļÅäļÅäĻ░Ć 2.0 mS/cm(SļŖö ņĀäļÅäļÅäņØś ļŗ©ņ£äļĪ£ ņĀäĻĖ░ņĀĆĒĢŁņØś ļŗ©ņ£ä ņś┤(Ōä”)ņØś ņŚŁņłśņØ┤ļ®░ 1 S = 1 A/V = 1/Ōä”) ņØ┤ĒĢśĻ░Ć ļÉĀ ļĢī ņóģļŻīĒĢśņśĆņ£╝ļ®░, ņŗżĒŚś ņóģļŻī Ēøä ņĀ£ņ¢┤ ņןņ╣śļź╝ ĒåĄĒĢ┤ Ļ░ü ņÜ®ņĢĪņØś ņĄ£ņóģ ņĀäļźś ļ░Å ņĀäĻĖ░ļ¤ēĻ│╝ Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░äņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ░śņØæ Ēøä ņāśĒöīņØä ņ▒äņĘ©ĒĢśņŚ¼ ņøÉļŻīņÜ®ņĢĪņØś ĒāłņŚ╝ ņŚ¼ļČĆņÖĆ ĒÜīņłśļÉ£ ņłśņé░ĒÖöļ”¼ĒŖ¼ņØś ļåŹļÅäļź╝ ICPAES(Perkin Elmer/Optima-4300 DV)ļĪ£ ļČäņäØĒĢśņśĆĻ│Ā, ĒÜīņłśļÉ£ ĒÖ®ņé░ ņÜ®ņĢĪņØĆ ņżæĒÖöņĀüņĀĢņØä ĒåĄĒĢ┤ ļåŹļÅäļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ICP ļČäņäØĻ│╝ ņżæĒÖö ņĀüņĀĢņØä ĒåĄĒĢ┤ ņ¢╗ņØĆ Ļ▓░Ļ│╝ Ļ░ÆņØä ĒåĄĒĢ┤ Li+ņØś ļåŹļÅäņÖĆ SO42-ņØś ļåŹļÅäļź╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗØ (1) ļ░Å (2)ņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ņĀäĒÖśņ£©(C, conversion, %)ņØä Ļ│äņé░ĒĢśņśĆļŗż.
(2)
ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē(E, energy consumption, kWh/m3)ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗØ (3)ņ£╝ļĪ£ ĻĄ¼ĒĢśņśĆļŗż.
ņŚ¼ĻĖ░ņä£ U(V)ļŖö ņØĖĻ░ĆņĀäņĢĢ, I(A)ļŖö ĒÅēĻĘĀ ņĀäļźś, V(m3)ņØĆ ņøÉļŻīņÜ®ņĢĪņŗż, ņé░ ĒÜīņłśņŗż, ņŚ╝ĻĖ░ ĒÜīņłśņŗżņŚÉ Ēł¼ņ×ģ ļÉ£ ņÜ®ņĢĪ ļČĆĒö╝ņØś ņ┤ØĒĢ®ņØ┤Ļ│Ā, t(hr)ļŖö Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░äņØ┤ļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņØĖĻ░ĆņĀäņĢĢ ņśüĒ¢ź
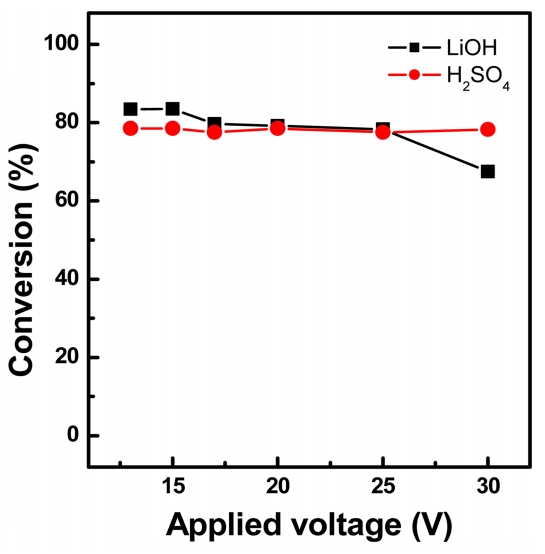
ņĀĢņĀäņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņØĖĻ░ĆņĀäņĢĢņØä ļ│ĆĒÖöņŗ£Ēéżļ®┤ņä£ ņøÉļŻīņĢĪņØĖ ĒÖ®ņé░ļ”¼ĒŖ¼ņÜ®ņĢĪņŚÉņä£ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ņØś ņĀäĒÖśņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä Ļ│Āņ░░ĒĢśĻ│Āņ×É ņøÉļŻīņĢĪņŗżņŚÉ 0.1 M ĒÖ®ņé░ļ”¼ĒŖ¼ ņłśņÜ®ņĢĪĻ│╝ ņé░ ĒÜīņłśņŗż ļ░Å ņŚ╝ĻĖ░ ĒÜīņłśņŗżņŚÉ ņ”Øļźśņłśļź╝ Ļ░üĻ░ü 500 mLņö® Ēł¼ņ×ģĒĢśĻ│Ā(S/A/B=1/1/1), ņØĖĻ░ĆņĀäņĢĢ 13~30 V ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗØ(1) ļ░Å (2)ņŚÉ ņØśĒĢ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ņØś ņĀäĒÖśņ£©ņØä Ļ│äņé░ĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼ņØś Ļ▓ĮņÜ░ļŖö ņĢĮ 80%ņØś ņĀäĒÖśņ£©, ĒÖ®ņé░ņØĆ ņĢĮ 78%ņØś ņĀäĒÖśņ£©ņØä ļ│┤ņśĆļŗż. ņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØĆ Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåņŚłņ£╝ļ®░, ĒÜīņłśļÉ£ ĒÖ®ņé░ņÜ®ņĢĪņØä ņĀüņĀĢļ▓Ģņ£╝ļĪ£ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ 0.078 M H2SO4ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż. ņłśņé░ĒÖöļ”¼ĒŖ¼ ņĀäĒÖśņ£©ņØś Ļ▓ĮņÜ░ļŖö ņØĖĻ░ĆņĀäņĢĢ ņ”ØĻ░Ć ņŗ£ ļé«ņØĆ ņĀäņĢĢņŚÉņä£ 82~83%ņØś ņĀäĒÖśņ£©ņØä ļ│┤ņśĆņ£╝ļéś, 30 VņŚÉņä£ļŖö 67%ļĪ£ ļŗżņåī Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. Ēæ£ 3ņŚÉļŖö ĒÅēĻĘĀ ņĀäļźś, Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äĻ│╝ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä ļéśĒāĆļé┤ņŚłļŗż. ņØĖĻ░ĆņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒÅēĻĘĀ ņĀäļźśļŖö ņ”ØĻ░ĆĒĢśņŚ¼ Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äņØä ļŗ©ņČĢņŗ£Ēé¼ ņłś ņ׳ņŚłļŖöļŹ░, ņØĖĻ░ĆņĀäņĢĢ 13 VņŚÉņä£ļŖö 102ļČäņØś ņŗ£Ļ░äņØ┤ ņåīņÜöļÉ£ ļ░śļ®┤, 25 V ņĪ░Ļ▒┤ņŚÉņä£ļŖö 26ļČäņ£╝ļĪ£ Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äņØä ņĢĮ 1/4ļĪ£ Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ņŚłļŗż. ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ 13~20 V ņĪ░Ļ▒┤ņŚÉņä£ļŖö ĒÅēĻĘĀ 4.23 kWh/m3ņØ┤ņŚłņ£╝ļéś, 25 VņŚÉņä£ļŖö 5.33 kWh/m3ņ£╝ļĪ£ 30 VņŚÉņä£ļŖö 6.00 kWh/m3ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. 20 VņØ┤ņāüņŚÉņä£ļŖö Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░äņØś Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│ĄņĀĢ ņŗ£Ļ░äĻ│╝ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä Ļ│ĀļĀżĒĢśņśĆņØä Ļ▓ĮņÜ░ ņØĖĻ░ĆņĀäņĢĢņØä 20 VļĪ£ ņ£Āņ¦ĆĒĢśļŖö Ļ▓āņØ┤ ņĀüņĀłĒĢśļŗż.
3.2 ņøÉļŻīņÜ®ņĢĪ(ĒÖ®ņé░ļ”¼ĒŖ¼) ļåŹļÅäņśüĒ¢ź
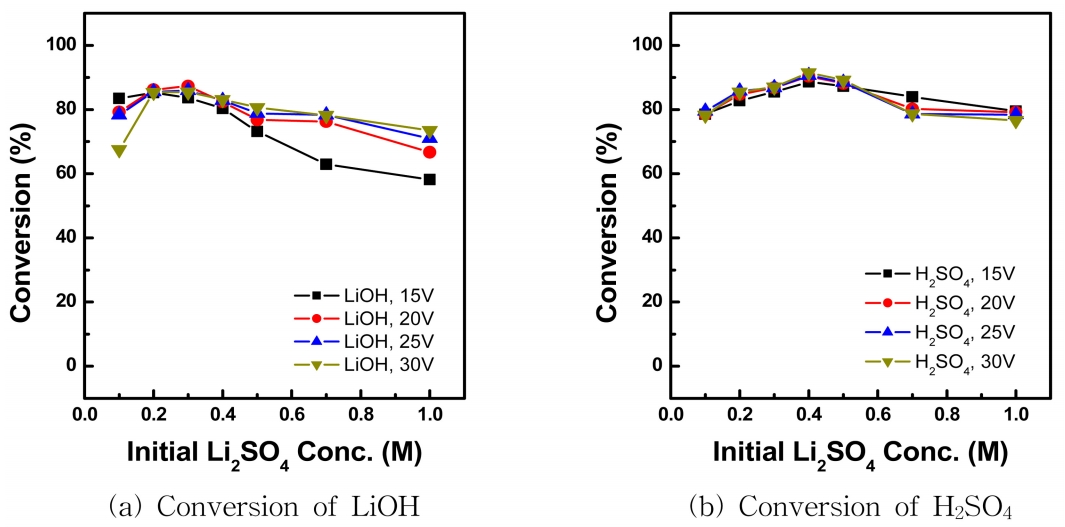
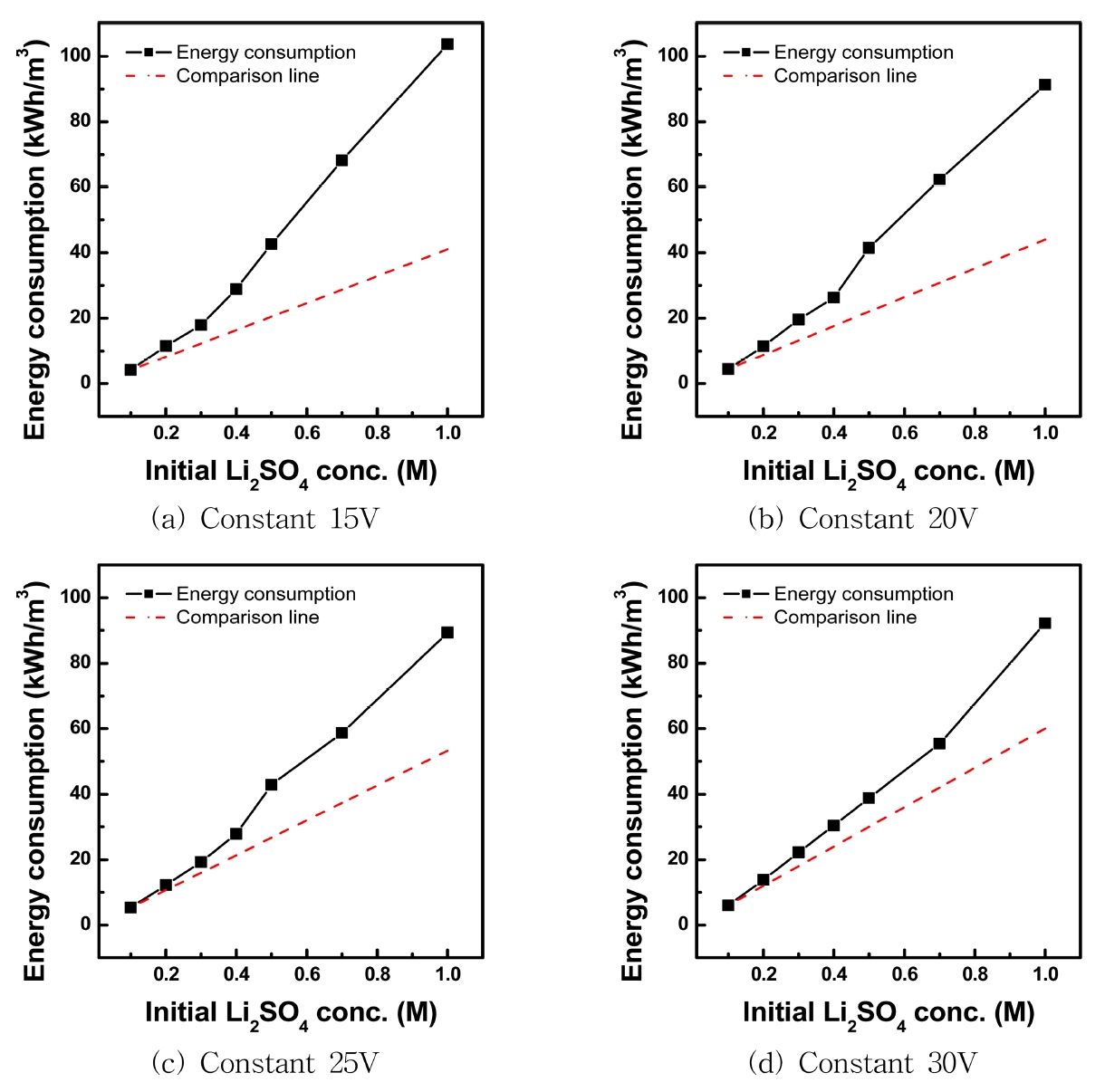
ņ┤łĻĖ░ ņøÉļŻī ņÜ®ņĢĪ ņżæ ĒÖ®ņé░ļ”¼ĒŖ¼ ļåŹļÅäņŚÉ ļö░ļźĖ ņśüĒ¢źņØä Ļ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ ņøÉļŻī ņÜ®ņĢĪņØä 0.1~0.5 M Li2SO4ļź╝ ņé¼ņÜ®ĒĢśĻ│Ā ņĀĢņĀäņĢĢņØä 15, 20, 25, 30 Vļź╝ Ļ░üĻ░ü ņØĖĻ░ĆĒĢśņŚ¼, ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäņÖĆ ņØĖĻ░ĆņĀäņĢĢņØś ņśüĒ¢źņØä ļÅÖņŗ£ņŚÉ ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 4ņŚÉ ņ┤łĻĖ░ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäņÖĆ ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļźĖ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØä ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 4(a)ņŚÉņä£ 0.1 M Li2SO4ļź╝ ņøÉļŻī ņÜ®ņĢĪņ£╝ļĪ£ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņØĖĻ░ĆņĀäņĢĢ 15 VņŚÉņä£ ņłśņé░ĒÖöļ”¼ĒŖ¼ņØś ņĀäĒÖśņ£©ņØ┤ Ļ░Ćņן ļåÆņĢśņ£╝ļéś, ņØĖĻ░ĆņĀäņĢĢņØä 30 VļĪ£ ņ”ØĻ░Ćņŗ£Ēé¼ Ļ▓ĮņÜ░ņŚÉļŖö 1.0 M Li2SO4ļź╝ ņøÉļŻī ņÜ®ņĢĪņ£╝ļĪ£ ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░Ļ░Ć ņłśņé░ĒÖöļ”¼ĒŖ¼ņ£╝ļĪ£ņØś ņĀäĒÖśņ£©ņØ┤ ļåÆņĢśļŗż. ņ┤łĻĖ░ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņłśņé░ĒÖöļ”¼ĒŖ¼ņØś ņĀäĒÖśņ£©ņØ┤ ņåīĒÅŁ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļŖöļŹ░, ņØ┤Ļ▓āņØĆ ņŚ╝ĻĖ░ ĒÜīņłśņŗż ļé┤ņŚÉ ņłśņé░ĒÖöļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņØ╝ļČĆ Li+ ņÖĆ OH- ņØ┤ņś©ņØ┤ ĒÖĢņé░ņŚÉ ņØśĒĢ┤ ņØ┤ņś©ĻĄÉĒÖśļ¦ēņØä Ēł¼Ļ│╝ĒĢśĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż. ĻĘĖļ”╝ 4(b)ņŚÉļŖö ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØä ļéśĒāĆļé┤ņŚłļŖöļŹ░, ņ┤łĻĖ░ ĒÖ®ņé░ļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀäĒÖśņ£©ņØ┤ ņ”ØĻ░ĆĒĢśļŗżĻ░Ć ļŗżņŗ£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£© ļ¬©ļæÉ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ│ĄņĀĢ ņżæ ĒÜīņłśļÉśļŖö ņé░ Ēś╣ņØĆ ņŚ╝ĻĖ░ņØś ļåŹļÅä ņŚŁņŗ£ ņ”ØĻ░ĆĒĢśļŖöļŹ░ ņØ┤ļĢī 0.4 M Li2SO4 ņØ┤ņāüņØś ņøÉļŻī ņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░, ļåŹļÅä ņ░©ņŚÉ ņØśĒĢ£ ĒÖĢņé░ ņśüĒ¢źņØ┤ ņÜ░ņäĖĒĢśņŚ¼ ņĀäĒÖśņ£©ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ĒŖ╣Ē׳, ņłśņåī ņØ┤ņś©ņØś Ļ▓ĮņÜ░ ļ¦żņÜ░ Ēü░ ionic mobilityļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳Ļ│Ā, Grotthus mechanismņŚÉ ņØśĒĢ┤ ļ¼╝ ļČäņ×Éļź╝ ļ¦żĻ░£ļĪ£ ņēĮĻ▓ī ņØīņØ┤ņś© ĻĄÉĒÖśļ¦ēņØä Ēł¼Ļ│╝ĒĢśņŚ¼ [24], ĒÜīņłśļÉ£ ĒÖ®ņé░ņØś ļåŹļÅäĻ░Ć Ļ░ÉņåīĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņĀäĻĖ░ņĀü ņżæņä▒ ņ£Āņ¦Ćļź╝ ņ£äĒĢ┤ ĒÜīņłśļÉśļŖö ņłśņé░ĒÖöļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć ņŚŁņŗ£ Ļ░ÉņåīĒĢĀ ņłś ņ׳ļŗż. Ēæ£ 4ņŚÉļŖö ĒÅēĻĘĀ ņĀäļźś, Ļ│ĄņĀĢ ņŗ£Ļ░ä, ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņØĖĻ░ĆņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ņ┤łĻĖ░ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒÅēĻĘĀ ņĀäļźś Ļ░ÆņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż. ļÅÖņØ╝ĒĢ£ ņØĖĻ░ĆņĀäņĢĢņŚÉņä£ ņ┤łĻĖ░ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ Ļ│ĄņĀĢ ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē ņŚŁņŗ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ĻĘĖļ”╝ 5ņŚÉļŖö ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäņÖĆ ņäĀĒśĢņĀüņØĖ ļ╣äļĪĆ Ļ┤ĆĻ│äļĪ£ ņ”ØĻ░ĆĒĢ£ļŗżļŖö Ļ░ĆņĀĢ ĒĢśņŚÉ ņŗżņĀ£ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēĻ│╝ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņøÉļŻī ņÜ®ņĢĪņØś ņ┤łĻĖ░ ļåŹļÅäĻ░Ć 2ļ░░ ņ”ØĻ░ĆĒĢĀ Ļ▓ĮņÜ░ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ 2ļ░░ ņØ┤ņāüņØś ņ”ØĻ░Ć Ļ▓ĮĒ¢źņØä ļ│┤ņśĆņ£╝ļ®░, ņØ┤ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņØĖĻ░ĆņĀäņĢĢņØĖ 15 V ņĪ░Ļ▒┤ņŚÉņä£ ļŹö Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ĒĢ£ĒÄĖ, ņØĖĻ░ĆņĀäņĢĢ 30 V ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ļåŹļÅäņØś ņ”ØĻ░ĆņÖĆ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ļ╣äļĪĆĒĢ┤ņä£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. ņ┤łĻĖ░ ĒÖ®ņé░ļ”¼ĒŖ¼ņØś ļåŹļÅäņÖĆ ņØĖĻ░ĆņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņ¦Ć ņĢŖĻ│Ā ļŹö Ēü░ ņāüņŖ╣ĒÅŁņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż.
3.3 Ļ│ĄņĀĢ ņŗ£Ļ░ä ņśüĒ¢ź
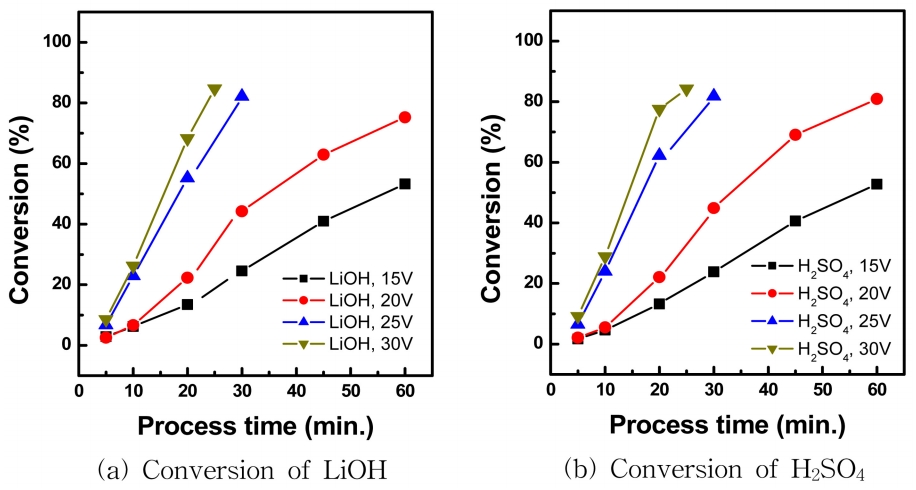
ļÅÖņØ╝ĒĢ£ ņØĖĻ░ĆņĀäņĢĢņŚÉņä£ Ļ│ĄņĀĢ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░üĻ░ü ņØĖĻ░ĆņĀäņĢĢ 15, 20, 25, 30 V ņĪ░Ļ▒┤ņŚÉņä£ ņŗżĒŚśĒĢśņśĆļŗż. 0.2 M Li2SO4 ņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢśņŚ¼ 5~60ļČä ņé¼ņØ┤ ļ▓öņ£äņŚÉņä£ ņØ╝ņĀĢĒĢśĻ▓ī ņāśĒöīļ¦üĒĢśņŚ¼ ņĀäĒÖśņ£©ņØä Ļ│äņé░ĒĢśņśĆņ£╝ļ®░, ĻĘĖļ”╝ 6ņŚÉ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 6(a), (b)ņŚÉņä£ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ ļ¬©ļæÉ ņØĖĻ░ĆņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ│ĄņĀĢ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀäĒÖśņ£©ņØ┤ ĻĖēĻ▓®ĒĢśĻ▓ī ņ”ØĻ░ĆĒĢśņśĆļŗż. ĻĘĖļ”╝ 6(a)ņŚÉņä£ ļ│┤ļ®┤ ļ░śņØæ ņŗ£Ļ░ä 20ļČäņŚÉņä£ 20 V ņØ┤ĒĢśņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņłśņé░ĒÖöļ”¼ĒŖ¼ņØ┤ 23% ļ»Ėļ¦īņØś ņĀäĒÖśņ£©ņØä ļ│┤ņśĆņ£╝ļéś, 25 V ņØ┤ņāüņŚÉņä£ļŖö 55% ņØ┤ņāüņØś ņĀäĒÖśņ£©ņØä ļ│┤ņśĆļŗż. ļśÉĒĢ£, ĻĘĖļ”╝ 6(b)ņŚÉņä£ļÅä ĒÖ®ņé░ņØĆ 20 V ņØ┤ĒĢśņŚÉņä£ 23% ļ»Ėļ¦īņØś ņĀäĒÖśņ£©ņØä ļ│┤ņśĆĻ│Ā, 25 V ņØ┤ņāüņŚÉņä£ 62% ņØ┤ņāüņØś ņĀäĒÖśņ£©ņØä ļ│┤ņŚ¼ ņØĖĻ░ĆņĀäņĢĢņØ┤ Ļ│ĄņĀĢ ņŗ£Ļ░ä Ļ░ÉņåīņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØ┤ Ēü¼ļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĒĢ£ĒÄĖ, ņĢ×ņäĀ ņøÉļŻīņÜ®ņĢĪ(ĒÖ®ņé░ļ”¼ĒŖ¼) ļåŹļÅäņØś ņśüĒ¢ź ņŗżĒŚśņŚÉņä£ ņøÉļŻī ņÜ®ņĢĪņØś ņ┤łĻĖ░ ļåŹļÅäņÖĆ ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļźĖ Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äņØä ļéśĒāĆļé┤ņŚłļŖöļŹ░, ņØĖĻ░ĆņĀäņĢĢ ņ”ØĻ░Ć ņŗ£ Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░äņØ┤ Ļ░ÉņåīĒĢśņ¦Ćļ¦ī, ĒÅēĻĘĀ ņĀäļźśņØś ņ”ØĻ░ĆļĪ£ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅäņŚÉ ļö░ļØ╝ ņØĖĻ░ĆņĀäņĢĢ, Ļ│ĄņĀĢ ņŗ£Ļ░ä, ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä ļ¬©ļæÉ Ļ│ĀļĀżĒĢśņŚ¼ Ļ│ĄņĀĢņØä ņäżĻ│äĒĢśļŖö Ļ▓āņØ┤ ļ░öļ×īņ¦üĒĢśļŗż.
3.4 ņĀäĻĘ╣ņĢĪ ļåŹļÅä ņśüĒ¢ź
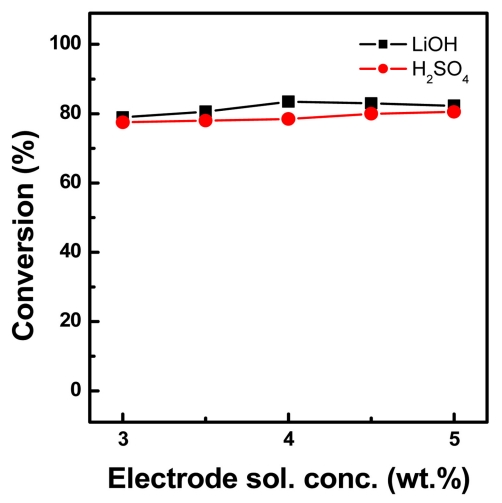
ņĀäĻĘ╣ņĢĪņØś ļåŹļÅäĻ░Ć Ļ│ĄņĀĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņé┤ĒÄ┤ļ│┤ĻĖ░ ņ£äĒĢ┤ ņØĖĻ░ĆņĀäņĢĢ 15 V ņĪ░Ļ▒┤ĒĢśņŚÉņä£ ņŗżĒŚśĒĢśņśĆņ£╝ļ®░, ņŗżĒŚś ņןņ╣śņØś ņĀäĻĘ╣ņĢĪ ņé¼ņÜ® ļåŹļÅä ņāüĒĢ£ņäĀņØĆ 4 wt%ņØ┤ļéś ņŗżĒŚśņØä ņ£äĒĢ┤ 3~5 wt% ņłśņé░ĒÖöļéśĒŖĖļź©(NaOH) ņłśņÜ®ņĢĪņØä ņĀäĻĘ╣ņĢĪņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż. ņØ┤ņŚÉ ļīĆĒĢ£ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ņØś ņĀäĒÖśņ£©ņØä ĻĘĖļ”╝ 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ņ£╝ļĪ£ļČĆĒä░ ņĢī ņłś ņ׳ļō»ņØ┤ ņĀäĻĘ╣ņĢĪņØś ļåŹļÅäĻ░Ć ņĀäĒÖśņ£©ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ļ»Ėļ»ĖĒĢśņśĆļŗż. Ēæ£ 5ņŚÉņä£ ņĀäĻĘ╣ņĢĪ ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀäĻĖ░ņĀĆĒĢŁņØ┤ Ļ░ÉņåīĒĢśņŚ¼ ĒÅēĻĘĀ ņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ņØ┤ņŚÉ ļö░ļØ╝ Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äļÅä Ļ░ÉņåīĒĢśņśĆļŗż. ļÅÖņØ╝ĒĢ£ ņØĖĻ░ĆņĀäņĢĢņŚÉņä£ļŖö ņĀäĻĘ╣ņĢĪ ļåŹļÅäļź╝ ņ”ØĻ░ĆĒĢĀ Ļ▓ĮņÜ░ Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äņØĆ Ēü¼Ļ▓ī Ļ░ÉņåīĒĢ£ ļ░śļ®┤ņŚÉ ĒÅēĻĘĀ ņĀäļźśļŖö ņ”ØĻ░ĆĻ░Ć Ēü¼ņ¦Ć ņĢŖņĢä ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. ļö░ļØ╝ņä£ ņĀäĻĘ╣ņĢĪņ£╝ļĪ£ ņé¼ņÜ®ĒĢ£ ņłśņé░ĒÖöļéśĒŖĖļź© ņÜ®ņĢĪņØś ļåŹļÅäļź╝ ļ│ĆĒÖöņŗ£Ēé¼ Ļ▓ĮņÜ░ ņĀäĒÖśņ£©ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ļ»Ėļ»ĖĒĢśļéś, 3 wt% NaOHļź╝ ņé¼ņÜ®ĒĢśļŖö Ļ▓āļ│┤ļŗż 5 wt% NaOHļź╝ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä 10%ņĀĢļÅä ņżäņØ╝ ņłś ņ׳ņ¢┤ ĒÜ©Ļ│╝ņĀüņØ┤ļØ╝ ņé¼ļŻīļÉ£ļŗż.
3.5 ļČĆĒö╝ļ╣ä ņśüĒ¢ź
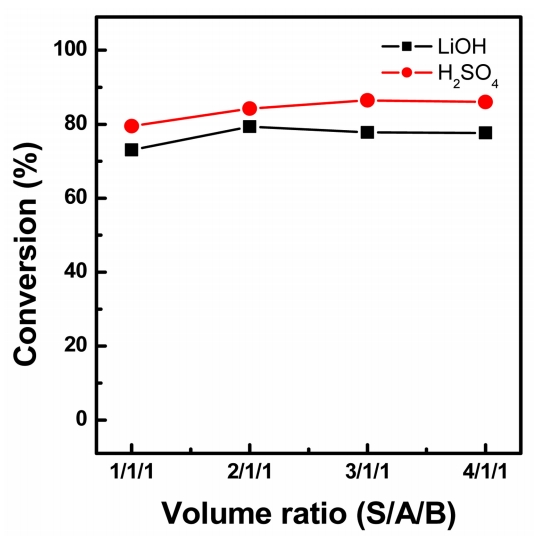
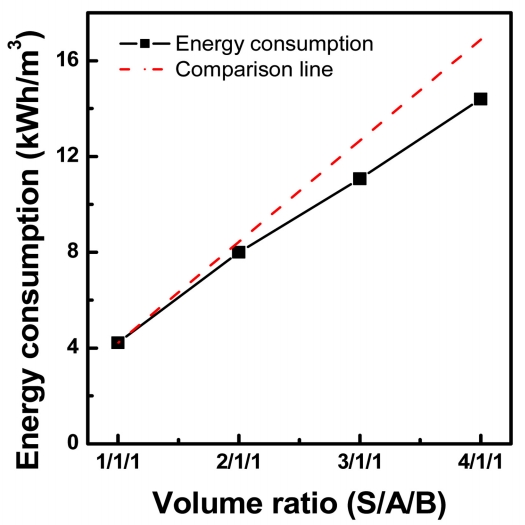
ņØ╝ļ░śņĀüņØĖ ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉņä£ļŖö Ļ│ĀļČĆĒö╝ļ╣ä ļåŹņČĢ(High Volume Ratio Concentration, HVRC)Ļ│╝ ļŗżļŗ©ļåŹņČĢ(Multi Stage Concentration, MSC) ļ░®ņŗØņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ¬®ņĀü ņä▒ļČäņØä ļåŹņČĢņŗ£Ēé¼ ņłś ņ׳ļŗż [22-23]. ĻĘĖļ¤¼ļéś ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ ļ░®ņŗØņŚÉņä£ļŖö ņøÉļŻī ņÜ®ņĢĪņØ┤ ļŗżļźĖ ņä▒ļČäņ£╝ļĪ£ ņĀäĒÖśļÉśņ¢┤ ĒÜīņłśļÉśĻĖ░ ļĢīļ¼ĖņŚÉ MSC ļ░®ņŗØņŚÉ ņØśĒĢ┤ņä£ ņøÉļŻī ņä▒ļČäņØä ļåŹņČĢĒĢśņŚ¼ ĒÜīņłśĒĢĀ ņłśļŖö ņŚåļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņøÉļŻīņÜ®ņĢĪĻ│╝ ņ┤łĻĖ░ ņé░ ĒÜīņłśņŗżĻ│╝ ņŚ╝ĻĖ░ ĒÜīņłśņŗżņŚÉ ņןņ×ģļÉśļŖö ņÜ®ņĢĪņØś ļČĆĒö╝ ņ░©ņØ┤ļź╝ ņØ┤ņÜ®ĒĢ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØä ļåŹņČĢĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ EX3B ņןļ╣äļŖö Ēæ£ 1ņŚÉ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØ┤ Ļ░üĻ░üņØś Ļ│ĄņĀĢ ļØ╝ņØĖņŚÉ ļōżņ¢┤Ļ░ĆļŖö ņĢĪņØś ņÜ®ļ¤ēņØĆ ņĢĮ 150 mL ņĀĢļÅäņØ┤ļŗż. ļö░ļØ╝ņä£ Ļ│ĄņĀĢ ļØ╝ņØĖņŚÉ Ļ│ĄĻĖ░Ļ░Ć Ēś╝ņ×ģļÉśņ¢┤ ņĢĪ ņł£ĒÖś ļ░®ĒĢ┤ Ēś╣ņØĆ ļ¦┤ļĖīļĀłņØĖ ņé¼ņØ┤ņŚÉ Ļ│ĄĻĖ░ Ēś╝ņ×ģņŚÉ ņØśĒĢ£ ļČäĻĘ╣ ĒśäņāüņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö 300 mL ņØ┤ņāüņØś ņĢĪņØä Ēł¼ņ×ģĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ĻĖ░ņżĆ ļČĆĒö╝ 1ņØä 300 mLļĪ£ ĒĢśĻ│Ā, S/A/BņØś ļ╣äļź╝ 1/1/1, 2/1/1, 3/1/1ļĪ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£ ņé¼ņÜ®ļÉ£ ņןļ╣ä ļé┤ņŚÉņä£ Ļ░Ćņן ļåÆņØĆ ļČĆĒö╝ļ╣äļĪ£ ņŗżĒŚśĒĢśĻĖ░ ņ£äĒĢ┤ ĻĖ░ņżĆ ļČĆĒö╝ 1ņØä 250 mLņ£╝ļĪ£ ĒĢśņŚ¼, S/A/Bļ╣ä 4/1/1 ņĪ░Ļ▒┤ņŚÉņä£ļÅä ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖļ”╝ 8ņŚÉņä£ ņøÉļŻī ņÜ®ņĢĪņØś ļČĆĒö╝Ļ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņłśņé░ĒÖö ļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ņØś ņĀäĒÖśņ£©ņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłĻ│Ā, ĒÖ®ņé░ņ£╝ļĪ£ņØś ņĀäĒÖśņ£©ņØ┤ 5~9% ļŹö ļåÆņĢśļŗż. ņøÉļŻī ņÜ®ņĢĪņØś ļČĆĒö╝Ļ░Ć ņ”ØĻ░ĆļÉ©ņŚÉ ļö░ļØ╝ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ ņĀäĒÖśļÉśņ¢┤ņ¦ĆļŖö ņØ┤ņś©ņØś ņ¢æņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ēæ£ 6ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ņĀäĒĢ┤ņ¦łņØś ņ¢æņØ┤ ļ¦ÄņĢä ĒÅēĻĘĀ ņĀäļźśļŖö ņ”ØĻ░ĆĒĢśņśĆļŗż. ļśÉĒĢ£ ĒÅēĻĘĀ ņĀäļźśņØś ņ”ØĻ░ĆņÖĆ Ļ│ĄņĀĢ ņŗ£Ļ░äņØś ņ”ØĻ░ĆļĪ£ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē ņŚŁņŗ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ĻĘĖļ”╝ 9ņŚÉļŖö ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņøÉļŻī ņÜ®ņĢĪ ļČĆĒö╝ ņ”ØĻ░ĆņŚÉ ļ╣äļĪĆĒĢ┤ņä£ ņ”ØĻ░ĆĒĢ£ļŗżļŖö Ļ░ĆņĀĢ ĒĢśņŚÉ ņŗżņĀ£ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēĻ│╝ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ļŖö ļéśĒāĆļé┤ņŚłļŗż. ņøÉļŻī ņÜ®ņĢĪņØś ļČĆĒö╝ ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē ļ╣äĻĄÉņäĀļ│┤ļŗż ņĢäļלņŚÉ ņ׳ņ¢┤ ņøÉļŻī ņ▓śļ”¼ļ¤ēĻ│╝ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņÖäņĀäĒ׳ ļ╣äļĪĆĒĢśņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łĻĖ░ ņé░ĒÜīņłśņŗż, ņŚ╝ĻĖ░ ĒÜīņłśņŗżņŚÉ ļōżņ¢┤Ļ░ĆļŖö ņÜ®ņĢĪĻ│╝ ņøÉļŻī ņÜ®ņĢĪņØś ļČĆĒö╝ ņ░©ņØ┤ņŚÉ ņØśĒĢ£ ļåŹņČĢĻ│╝ ņĀäĒÖśņŚÉ ĒĢäņÜöĒĢ£ ņŚÉļäłņ¦Ć ņåīļ¬©ļ¤ēņØä ļé«ņČ£ ņłś ņ׳ļŗż. ņĢ×ņäĀ ņøÉļŻī ņÜ®ņĢĪņØś ņśüĒ¢ź Ļ▓░Ļ│╝ņÖĆ ĒĢ©Ļ╗ś Ļ│Āņ░░ĒĢśņśĆņØä ļĢī, ļ╣äĻĄÉņĀü ņĀĆļåŹļÅäņØś ĒÖ®ņé░ļ”¼ĒŖ¼ ņøÉļŻī ņÜ®ņĢĪņØä EDBM Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼ ļ░Å ĒÖ®ņé░ņ£╝ļĪ£ ĒÜīņłś ņŗ£ ņČöĻ░ĆņĀüņØĖ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņøÉļŻī ņÜ®ņĢĪņØä ļåŹņČĢņŗ£ĒéżļŖö Ļ▓āļ│┤ļŗż ļČĆĒö╝ļ╣ä ņĪ░ņĀłņØä ĒåĄĒĢ┤ ĒÜīņłśņÖĆ ļåŹņČĢņØä ļÅÖņŗ£ņŚÉ ĒĢśļŖö Ļ▓āņØ┤ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä ļé«ņČ£ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
3.6 ļČłņł£ļ¼╝(Na)ņØś ņśüĒ¢ź
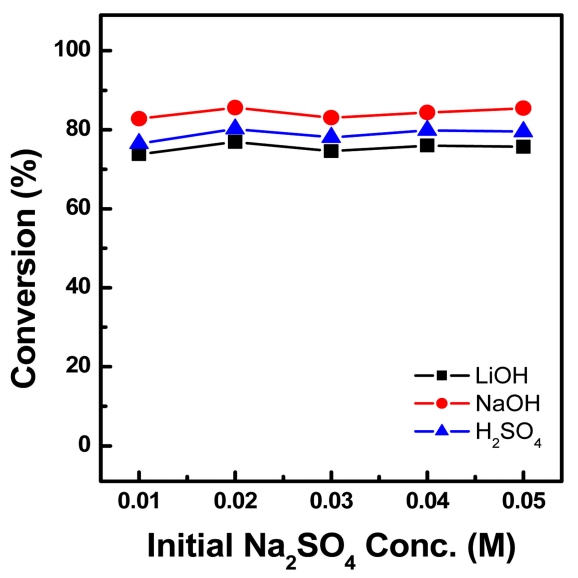
ļČłņł£ļ¼╝ļĪ£ ļéśĒŖĖļź©ņØä ņ▓©Ļ░ĆĒĢĀ Ļ▓ĮņÜ░ Ļ│ĄņĀĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņé┤ĒÄ┤ļ│┤ĻĖ░ ņ£äĒĢ┤ 0.1 M Li2SO4 ņÜ®ņĢĪņŚÉ ĒÖ®ņé░ļéśĒŖĖļź©ņØä 0.01~0.05 M ņ▓©Ļ░ĆĒĢśņŚ¼, ņĀĢņĀäņĢĢ 20 V ņĪ░Ļ▒┤ņŚÉņä£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖļ”╝ 10ņŚÉ ļČłņł£ļ¼╝ ņ▓©Ļ░Ćļ¤ēņŚÉ ļö░ļźĖ LiOH, NaOHņÖĆ H2SO4ņØś ņĀäĒÖśņ£©ņØä ļéśĒāĆļé┤ņŚłļŗż. ļČłņł£ļ¼╝ņØś ļåŹļÅäĻ░Ć ņĀäĒÖśņ£©ņØś ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ļ»Ėļ»ĖĒĢśņśĆņ£╝ļ®░, LiOHņØĆ ĒÅēĻĘĀ 75%, NaOHņØĆ 84%, H2SO4ļŖö 78%ļĪ£ ņłśņé░ĒÖöļéśĒŖĖļź©ņØś ņĀäĒÖśņ£©ņØ┤ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. Ēæ£ 7ņŚÉņä£ ļČłņł£ļ¼╝ņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒÅēĻĘĀ ņĀäļźś, Ļ│ĄņĀĢ ņŗ£Ļ░ä, ņŚÉļäłņ¦Ćņåīļ╣äļ¤ēņØĆ ļ¬©ļæÉ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ĒĢ£ ņ¢æņØ┤ņś© ĻĄÉĒÖśļ¦ēņØĆ Na typeņØś ļ¦ēņ£╝ļĪ£ 2Ļ░Ć ņ¢æņØ┤ņś©ņŚÉ ļīĆĒĢ£ ņäĀĒāØņä▒ņØĆ ņÜ░ņłśĒĢśņ¦Ćļ¦ī, 1Ļ░Ć ņ¢æņØ┤ņś©ņŚÉ ļīĆĒĢ£ Ēł¼Ļ│╝ ņäĀĒāØņä▒ņØĆ ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ 1Ļ░Ć ņ¢æņØ┤ņś©ņØĖ Li+ņÖĆ Na+ ļ¬©ļæÉ ĒåĄĻ│╝ņŗ£ņ╝£ ņøÉļŻī ņÜ®ņĢĪ ņżæņŚÉ Li+ļ¦īņØä ņäĀĒāØņĀüņ£╝ļĪ£ Ēł¼Ļ│╝ĒĢśņŚ¼ LiOHļĪ£ ĒÜīņłśĒĢĀ ņłś ņŚåļŗż. ņøÉļŻī ņÜ®ņĢĪ ņżæ Li+Ļ│╝ Na+Ļ░Ć Ēś╝ĒĢ®ļÉśņ¢┤ ņĪ┤ņ×¼ĒĢĀ Ļ▓ĮņÜ░ ĒāłņŚ╝Ļ│╝ ļÅÖņŗ£ņŚÉ ņłśņé░ĒÖöļ¼╝ļĪ£ņØś ņĀäĒÖśņØĆ Ļ░ĆļŖźĒĢśļéś, ļæÉ ņä▒ļČäņØä ļČäļ”¼ĒĢśņŚ¼ ĒÜīņłś ĒĢĀ ņłśļŖö ņŚåņŚłļŗż. ļśÉĒĢ£ ņ▓ĀĻ│╝ ļŗłņ╝ł ļō▒ņØĆ Ļ│ĄņĀĢ ņżæ ņÜ®ņĢĪ pH ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņŖżņ╝ĆņØ╝ Ēś╣ņØĆ ļČłņÜ®ņä▒ ņłśņé░ĒÖöļ¼╝ņØä ĒśĢņä▒ĒĢĀ ņłś ņ׳ņ¢┤ ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢ ņĀä ļ░śļō£ņŗ£ ņĀ£Ļ▒░ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
4. Ļ▓░ ļĪĀ
ĒÖ®ņé░ļ”¼ĒŖ¼ņłśņÜ®ņĢĪņØä ņøÉļŻīņÜ®ņĢĪņ£╝ļĪ£ ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØä ĒÜīņłśĒĢśĻĖ░ ņ£äĒĢ£ ĻĖ░ņ┤ł ņŚ░ĻĄ¼ļź╝ ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļźĖ ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ Ļ▓░Ļ│╝ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©, ņŚÉļäłņ¦Ćņåīļ╣äļ¤ē ļ░Å Ļ│ĄņĀĢ ņåīņÜöņŗ£Ļ░äņØä Ļ│ĄņĀĢ ņØĖņ×ÉļĪ£ Ļ│ĀļĀżĒĢśņśĆņØä ļĢī, ņØĖĻ░ĆņĀäņĢĢņØ┤ ĒÖ®ņé░ ņĀäĒÖśņ£©ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ļ»Ėļ»ĖĒĢśņśĆĻ│Ā, ņłśņé░ĒÖöļ”¼ĒŖ¼ ņĀäĒÖśņ£©ņØĆ ņØĖĻ░ĆņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļŗżņåī Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē Ļ┤ĆņĀÉņŚÉņä£ļŖö ļé«ņØĆ ņØĖĻ░ĆņĀäņĢĢņØ┤ ņ£Āļ”¼ĒĢśļéś, ĻĖ┤ Ļ│ĄņĀĢ ņŗ£Ļ░ä ļĢīļ¼ĖņŚÉ Ļ│ĄņĀĢ ņŗ£Ļ░ä 28ļČä, ņŚÉļäłņ¦Ćņåīļ╣äļ¤ēņØ┤ 4.40 kWh/m3ņØĖ Ļ│ĄņĀĢ ņÜ┤ņĀä ņĀäņĢĢ 20 VĻ░Ć ļ░öļ×īņ¦üĒĢśļŗż.
2) ņøÉļŻī ņÜ®ņĢĪņØĖ ĒÖ®ņé░ļ”¼ĒŖ¼ņØś ņ┤łĻĖ░ ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØĆ ņ”ØĻ░ĆĒĢśļŗżĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ĒÖ®ņé░ļ”¼ĒŖ¼ņØś ļåŹļÅä ņ”ØĻ░Ć ļīĆļ╣ä ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņ¦Ć ņĢŖĻ│Ā, ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ļŹö Ēü░ ĒÅŁņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØĖĻ░ĆņĀäņĢĢ 15 Vļ│┤ļŗż ņØĖĻ░ĆņĀäņĢĢ 30 VņØ╝ Ļ▓ĮņÜ░ ņøÉļŻī ņÜ®ņĢĪņØś ļåŹļÅä ņ”ØĻ░Ć ļīĆļ╣ä ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØś ņ”ØĻ░Ć ĒÅŁņØ┤ Ēü¼ņ¦Ć ņĢŖĻ│Ā, Ļ│ĄņĀĢ ņŗ£Ļ░äļÅä ņ¦¦ĻĖ░ 0.5 M Li2SO4 ņØ┤ņāüņØś ņøÉļŻīņÜ®ņĢĪņØä ļ░öņØ┤ĒÅ┤ļØ╝ ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉ ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņØĖĻ░ĆņĀäņĢĢ 30 VņØ┤ ļ░öļ×īņ¦üĒĢśļŗż.
3) ļ░śņØæ ņŗ£Ļ░äĻ│╝ ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļźĖ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØä Ļ│Āņ░░ĒĢ£ Ļ▓░Ļ│╝, ņØĖĻ░ĆņĀäņĢĢņØ┤ ļåÆņØäņłśļĪØ ĒÖ®ņé░ļ”¼ĒŖ¼ņØ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņ£╝ļĪ£ ļŹö ļ╣Āļź┤Ļ▓ī ņĀäĒÖśļÉśņŚłņ£╝ļ®░, 0.2 M Li2SO4ļź╝ ņøÉļŻī ņÜ®ņĢĪņ£╝ļĪ£ ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ ņØĖĻ░ĆņĀäņĢĢ 20 Vļ│┤ļŗż 25 VņŚÉņä£ ļæÉ ļ░░ ņØ┤ņāü ļ╣Āļź┤Ļ▓ī ņĀäĒÖś ļÉśņŚłļŗż.
4) ņĀäĻĘ╣ņĢĪņ£╝ļĪ£ NaOH ņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢśņśĆņØä ļĢī, ņĀäĻĘ╣ņĢĪņØś ļåŹļÅäĻ░Ć ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ ņĀäĒÖśņ£©ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ņŚåņŚłļŗż. ņĀäĻĘ╣ņĢĪ ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ│ĄņĀĢ ĒÅēĻĘĀ ņĀäļźśļŖö ņ”ØĻ░ĆĒĢśņśĆņ£╝ļéś Ļ│ĄņĀĢ ņŗ£Ļ░äņØ┤ ļŗ©ņČĢļÉśņ¢┤ ņŚÉļäłņ¦Ćņåīļ╣äļ¤ēņØĆ Ļ░ÉņåīĒĢśņśĆļŗż. 3.0 wt% ņĀäĻĘ╣ņĢĪļ│┤ļŗż 5.0 wt% ņĀäĻĘ╣ņĢĪņØä ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņŚÉļäłņ¦Ćņåīļ╣äļ¤ēņØ┤ 10% ņØ┤ņāü Ļ░ÉņåīĒĢśņśĆļŗż.
4) ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØä ļåŹņČĢĒĢśņŚ¼ ĒÜīņłśĒĢśĻĖ░ ņ£äĒĢ┤ ņøÉļŻīņÜ®ņĢĪ ļČĆĒö╝ļź╝ ņ”ØĻ░Ćņŗ£ņ╝£ ļČĆĒö╝ļ╣ä(S/A/B)ļź╝ ņĪ░ņĀłĒĢśņśĆņØä Ļ▓ĮņÜ░ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ņĀäĒÖśņ£©ņØĆ ļŗżņåī ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņøÉļŻīņÜ®ņĢĪņØś ļČĆĒö╝ ņ”ØĻ░Ć ļīĆļ╣ä ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņŚ¼, ļ╣äĻĄÉņĀü ļé«ņØĆ ļåŹļÅäņØś ņøÉļŻī ņÜ®ņĢĪņØä ņ▓śļ”¼ĒĢĀ Ļ▓ĮņÜ░ ļČĆĒö╝ļ╣ä ņĪ░ņĀłņØä ĒåĄĒĢ┤ ņłśņé░ĒÖöļ”¼ĒŖ¼Ļ│╝ ĒÖ®ņé░ņØś ĒÜīņłś┬ĘļåŹņČĢņØ┤ ļÅÖņŗ£ņŚÉ Ļ░ĆļŖźĒĢśļŗż.
5) ļČłņł£ļ¼╝ļĪ£ ļéśĒŖĖļź©ņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓ĮņÜ░ ļČłņł£ļ¼╝ ņ¢æņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ│ĄņĀĢ ņŗ£Ļ░äĻ│╝ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ļ”¼ĒŖ¼Ļ│╝ ļéśĒŖĖļź©ņØä ļČäļ”¼ĒĢśņŚ¼ ĒÜīņłś ĒĢĀ ņłśļŖö ņŚåņŚłļŗż.