1. 서 론
Alloy 600은 Ni-16Cr-9Fe 합금으로 가압 경수로(pressurized water reactor, PWR)에서 증기발생기 전열관, 제어봉 안내관, 이종 금속 용접 재료 등으로 사용된다[1,2]. 이 합금은 내식성이 우수하지만 Alloy 600과 그 용접 재료 weld 182는 1차수 응력 부식 균열(primary water stress corrosion cracking, PWSCC)로 손상 된다 [3,4]. PWSCC라는 용어가 사용되는 이유는 PWR의 1차 계통수는 용존 산소 농도가 10 ppb 이하로 낮고, 원자로의 핵분열 반응도를 조절하기 위해 투입된 붕산은 분자 상태로 용해되어 부식성이 매우 낮음에도 불구하고 입계 파괴가 일어나기 때문이다 [5]. Alloy 600의 입계 파괴는 원자로 가동 온도인 330 °C의 1차수 환경에서 10-7/s 이하의 저변형률로 인장 시험되었을 때만 재현되는데, 이것은 PWSCC가 원자의 확산에 의해서 지배된다는 의미이다.
Alloy 600에서 단 범위 규칙(short range ordering, SRO) 반응은 2000년대 들어 시차 열분석(differential scanning calorimeter, DSC)을 통하여 존재가 보고되었다 [2,5-7]. 이 연구에 따르면 Alloy 600의 규칙화 반응은 원자의 배열과 관련된 치환형 확산 제어 과정에 의하여 지배되며, 520 °C 이하에서 규칙화, 580 °C 이상에서는 불규칙화 된다. 수냉(water quenching, WQ) 처리한 Alloy 600은 450~520 °C에서 규칙 반응이 일어나는 반면 냉간 가공한 Alloy 600은 150~400 °C 정도에서 규칙 반응이 일어난다 [6,7]. Alloy 600에서 일어나는 SRO 반응의 활성화 에너지는 190 kJ/mol로 PWSCC의 활성화 에너지 180-210 kJ/mol과 유사하므로 SRO 반응은 PWSCC의 열적 활성화 과정의 본질에 잘 부합한다 [8].
2013년 규칙 반응에 기초한 PWSCC 기구 [8]가 제안될 때까지 PWSCC 개시의 열적 활성화 에너지의 물리적 의미를 설명할 수 없었다. 이 기구는 PWSCC 현상이 규칙화 반응에 의한 격자 수축에 의하여 지배된다고 설명한다.이 기구를 뒷받침하는 실험 결과는 저 변형률 시험(slow strain rate test, SSRT) 전에 규칙화 처리한 Weld 182 용접 재료가 PWSCC 개시에 큰 저항성을 보인다는 사실이다. 즉, 가동 환경에서 SRO 반응이 일어나지 않으면 입계 파괴가 거의 재현되지 않는다. 또한 이 기구는 규칙화 반응에 의한 격자 수축이 필요충분조건이며, 부식 현상은 충분조건이 아니라는 점에서 기존의 설명과는 완전히 다르다. 따라서 온도의 증가에 따라 PWSCC 개시가 빨라지는 것은 온도의 증가에 따라 확산이 빨라지면 규칙화 속도가 빨라지고, 격자 수축 속도가 빨라지기 때문에 입계를 벌리는 구동력이 증가하여 입계가 벌어지는 속도가 빨라지기 때문이다.
기존에는 입계 파괴가 결정립계의 양극 용해 (anodic dissolution)에 의해 일어나는 것으로 생각되어 왔다 [1,2]. 그러나 최근에는 여러 가지 다른 열처리 방법을 적용한 Alloy 600에 대한 PWSCC 예민성을 조사한 결과, 예민화(sensitization) 처리되어 입계의 Cr 결핍이 형성된 재료가 가장 취약하지 않다는 것이 밝혀졌다 [9]. 이 결과는 적어도 PWSCC 현상이 부식 현상에 의해 지배되지 않는다는 의미이다.
Alloy 600은 최종적인 mill annealing(MA) 방법에 따라 HTMA (high temperature mill anneal), LTMA (low temperature mill anneal), 열적 처리 (thermal treatment, TT)로 구분된다. 여기서 MA는 Alloy 600 부품 제조 공정의 마지막 단계에서 적용하는 열처리 공정을 말하며 최종 냉각 공정은 WQ 처리된다. Alloy 600에 적용된 열처리는 LTMA, HTMA, TT의 순서로 상용 공정에 적용되었다. HTMA는 탄화물이 완전히 분해되어 기지에 고용될 수 있는 1050 °C 이상의 높은 온도에서 WQ 처리하고, LTMA는 탄화물이 완전히 분해되지 않는 온도인 920-980 °C에서 WQ 처리한다. 반면, TT는 HTMA 재료를 700 °C에서 15-24시간 정도 유지하여 결정립계에 탄화물이 석출되도록 진공 열처리하므로 최종 냉각과정에서 노냉(furnace cooling, FC) 된다. 예민화(sensitized, SEN) 처리는 HTMA 재료를 600 °C에서 24시간 처리하여 Cr 결핍을 형성시킨 실험적 처리 공정이다.
최근 열처리 조건에 따른 PWSCC 저항성은 LTMA < SEN < HTMA < TT의 순으로 높아지는 것으로 보고되어 있다 [9]. 즉, 입계에 Cr 결핍이 있어서 부식에 대한 저항성 보호막을 형성할 수 없는 SEN 재료가 LTMA보다 PWSCC 저항성이 더 크다. 이것은 PWSCC가 부식에 의해 지배되지 않는다는 의미이며, 부식 현상은 LTMA 600이 가장 취약한 이유를 설명할 없다. 그러나 규칙 반응에 기초한 PWSCC 기구 [8]는 Alloy 600의 규칙화 속도가 PWSCC 예민성을 결정한다고 보고한 바 있으므로 열처리 조건에 따라 Alloy 600의 규칙화 속도를 조사해 볼 필요가 있다.
따라서 본 연구는 규칙 반응에 기초한 PWSCC 기구를 바탕으로 LTMA Alloy 600의 취약성을 설명하고자 여러 공정으로 처리한 Alloy 600에서 규칙 반응에 의한 격자 수축의 속도를 중성자 회절을 이용하여 체계적으로 조사하였다. 이 조사 결과를 바탕으로 처리 조건에 따른 격자 수축 속도를 정량적으로 평가하고 LTMA Alloy 600이 가장 취약한 이유를 설명하였다.
2. 실 험
본 연구에 사용된 재료는 직경 10 mm 정도의 봉상이며 화학 성분은 표 1에 나타낸 바와 같다. HTMA는 1100 °C에서 30분간 유지한 후 WQ 처리하였다. LTMA는 HTMA 재료를 970 °C에서 30분간 유지한 후 WQ 처리하였다. HTMA와 LTMA는 냉각 조건은 같고 소둔 온도만 다르다. SEN Alloy 600은 HTMA 재료를 600 °C에서 24시간 유지하고 WQ 처리하였다. FC 시편은 1100 °C에서 30분 유지된 후 FC 처리되었다.
Alloy 600에 적용되는 상업적인 열처리는 모두 700 °C 이상에서 실시된다. LTMA와 HTMA는 WQ 처리되고, TT 처리는 HTMA 재료를 700-750 ℃의 진공로에서 열처리하므로 냉각 과정은 FC 처리된다. 따라서 본 연구에서 FC는 Alloy 600 TT로 간주된다. 왜냐하면 700 °C에서 열처리 후 WQ 처리하면 불규칙화되기 때문이다 [5,6]. Alloy 600에서 SRO 반응이 고려되기 전까지는 Alloy 600에 상용 열처리는 탄화물 석출을 제어를 위한 것이었다.
HTMA 재료의 미세조직은 SEM에 장착된 EBSD를 사용하여 관찰하였다. EBSD 분석용 시험편은 CW2000까지 기계적으로 연마하고, 10% perchloric acid (HClO) + 90% 메탄올 용액으로 전해 연마하여 grinding 과정에서 형성된 표면 변형 층을 충분히 제거하였다.
HTMA, LTMA, TT, SEN 처리된 Alloy 600은 400 °C에서 최대 6,000시간까지 등온 규칙화 처리하였다. 이 시편들은 중성자 회절 (high resolution neutron diffraction, HRPD) 실험을 통해 격자 변화를 관찰하였다 [2]. 중성자 회절 시험 장치는 참고 문헌에 잘 설명되어 있다. 중성자 회절에 사용된 시편은 Φ10 × 40 mm 정도이며, 회절 실험은 시편 전체의 평균적인 격자 변화를 관찰한 것이다. 회절 측정 중에는 봉의 길이 방향 축을 중심으로 회전되었다. 따라서 회절을 일으킨 결정면들은 반경 방향에 수직하게 놓인 면이다. 중성자 회절은 격자 변화를 높은 신뢰도로 측정할 수 있으므로 규칙화에 따른 이방적(anisotropic) 격자 변화를 관찰할 수 있는 유용한 분석 방법이다.
중성자 회절 결과를 이용하여 규칙화 처리 시간에 따른 격자 수축률은 peak의 회절 각도 변화(center of gravity)로 계산하였다. 즉, 처리 조건에 따라 초기 면간 거리를 기준으로 시간에 따른 격자 변화는 (d ordered – d initial)/d initial 식에 따라 계산되었다. 중성자 회절로 측정된 면간 거리 변화율의 신뢰도는 ±0.004% 정도이다.
3. 결 과
HTMA 처리된 Alloy 600을 EBSD로 관찰한 미세조직은 그림 1에 나타내었다. Alloy 600 재료의 제조 과정에서 형성된 가공 효과를 제거하고 탄화물 석출을 억제하기 위하여 탄화물의 용해가 충분히 일어나는 온도에서 열처리 했기 때문에 등방 형태의 결정을 가지고 있다. 그림에서 빨간 선으로 표시된 선은 Σ3 계면으로 불리는 쌍정 계면을 나타내며 거의 모든 결정에서 나타난다.
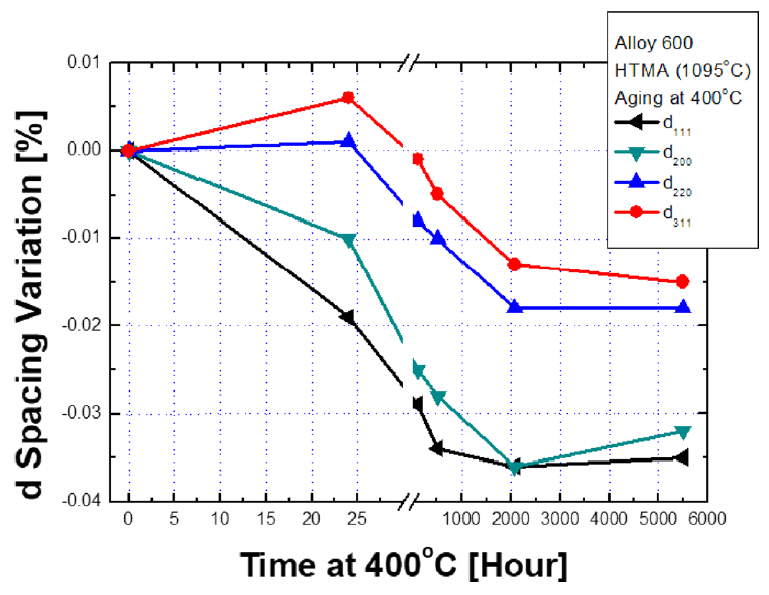
그림 2에 보인 바와 같이 HTMA Alloy 600은 400 °C에서 aging 시간의 증가에 따라 격자의 수축이 점진적으로 일어나고 약 2,000 시간이 되면 격자 수축은 포화된다. 그러나 (220)과 (311) 면은 규칙화 처리 초기에 약간의 증가를 보이다가 다시 감소한다. SRO 반응에 의한 격자 수축은 격자 면에 따라 이방적으로 나타난다. (111) 및 (200) 면의 수축 속도는 (311) 및 (220)에 비해 빠르다. 또한 (111) 및 (200) 면의 수축률은 0.035% 정도에서 포화되는 반면 (311) 면의 수축률은 0.015% 정도에서 포화된다. (111)의 최대 수축률과 (220)의 최소 수축률의 비율은 2 정도이다.
그림 3에는 LTMA Alloy 600의 격자의 변화 거동을 비교하여 나타내었다. (111) 면은 400 °C에서 4시간의 aging 처리에 의하여 0.037% 정도의 수축을 나타내며 이 값은 HTMA와 유사하다. (200) 면의 수축률은 0.01% 정도인데, HTMA 재료의 (200) 면은 0.04% 수축한다. 격자 수축률은 열처리 조건에 따라 다르다. 반면 (200), (220), (311) 면들은 4시간에서의 수축률은 0.01-0.015% 정도이다. (111)의 최대 수축률과 (220)의 최소 수축률의 비율은 3.5 정도이다.
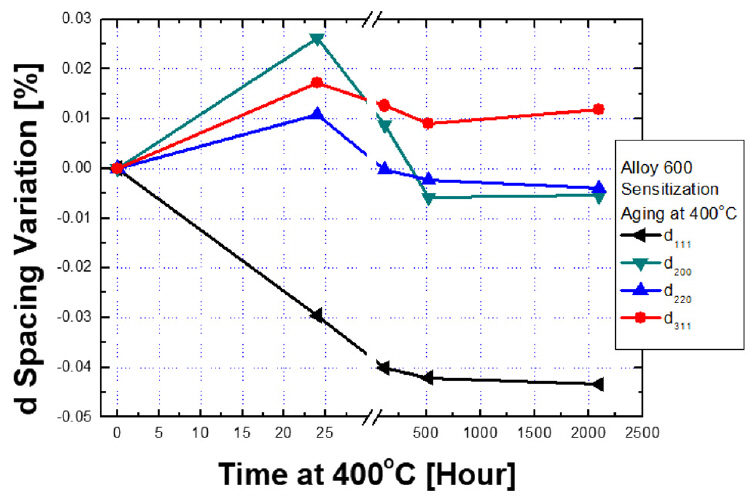
그림 4에는 SEN 처리된 Alloy 600에서 시간에 따른 격자의 변화를 나타내었다. (111) 면은 시간의 증가에 따라 500시간에서 0.04% 정도까지 수축하다가 포화된다. 반면, (200)과 (220) 면은 24시간에서 팽창하다가 500 시간이 되면 다시 수축하여 0.01% 이하의 수축률에서 포화된다. (311) 면은 규칙화 처리 시간이 2,000시간 이상 지속되어도 0.01% 정도의 팽창 상태로 유지된다. (111)의 최대 수축률과 (220) 면의 최소 수축률 비율은 약 8배 정도이다.
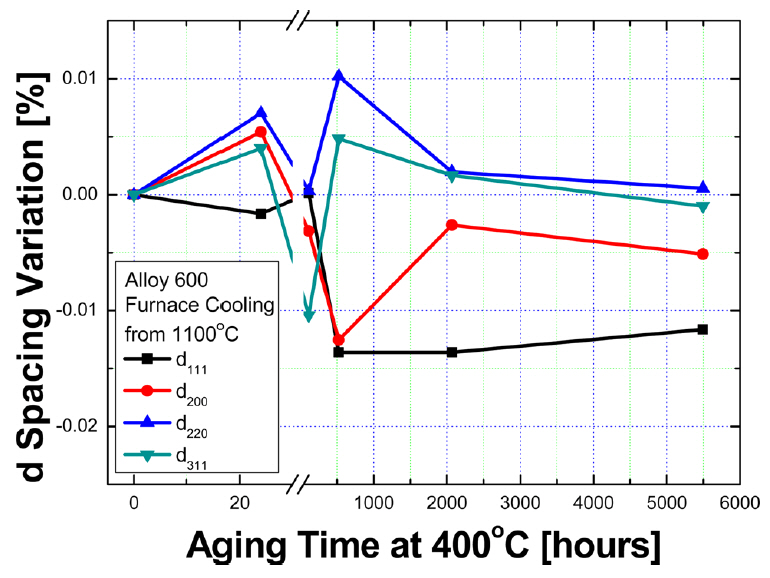
그림 5은 FC 처리 시편에서 시간에 따른 격자 변화를 나타낸 것이다. FC 시편의 격자 수축은 초기에는 등락을 보이다가 2,000 시간이 지나면 포화된다. (111) 수축율은 500시간에서 –0.013% 정도이며, 다른 면도 0.01% 정도이다. 그림 3-5에 나타낸 다른 조건과 비교하면 FC 시편의 (111) 격자 수축률이 가장 작다.
LTMA, HTMA, FC, SEN 처리된 Alloy 600에서 aging 시간에 따른 (111) 격자의 변화는 그림 6에 비교하여 나타내었다. 수축률은 처리 조건에 관계없이 0.035-0.04% 정도에서 포화된다. 반면, FC 시편의 격자 수축 속도는 가장 작고 느리다. 이들 시편에서 (111) 면의 수축률이 0.03%에 도달하는 시간은 각각 약 3, 24, 200 시간 걸린다. 따라서 수축 속도는 LTMA가 HTMA보다 약 66배, LTMA가 SEN 보다 약 8배 빠르다. SEN의 수축 속도는 HTMA보다 약 8배 빠르다. 시간에 따른 (111) 격자 수축 속도는 LTMA, SEN, HTMA, FC의 순으로 느려진다.
그림 7은 Weld 182, HTMA, 공냉 (air cooling, AC), FC Alloy 600의 (111) 격자의 변화를 함께 비교한 것이다. AC 시편의 격자 수축은 HTMA보다 작으며 FC과 유사하다. 이종 금속 용접 재료 Weld 182의 (111) 면의 포화 수축률은 0.11% 정도이다. 본 연구에서 조사한 격자 수축은 Alloy 600에 대한 것이지만, Weld 182 용접부의 (111) 격자 수축이 Alloy 600보다 적어도 3배 정도이다. 이 결과는 용접부가 PWSCC에 가장 취약한 이유를 잘 설명하는 근거로 보인다.
4. 논 의
HTMA는 1100 °C에서, LTMA는 970 °C, SEN Alloy 600은 HTMA 재료를 600 °C에서 24시간 유지한 후 WQ 처리되므로 규칙화의 측면에서 불규칙화된 상태이다. 이 재료들을 400 °C에서 규칙화 처리하면 (111) 면의 최대 격자 수축의 크기는 거의 동일하다. 이것은 400 °C에서의 규칙화 처리에 따른 격자 수축의 크기는 규칙화 처리 전의 WQ 처리에 따른 불규칙화 정도는 유사하다는 의미이다. 반면 FC 시편은 1100 °C에서 유지되었지만 520 °C 이하의 규칙화 온도 구간에서 서서히 냉각되면서 규칙화된 상태라고 할 수 있으며 격자 수축이 0.015% 이하로 작다.
그림 6에 보인 바와 같이 LTMA 재료의 (111)면에서 0.03%의 격자 수축에 도달하는 시간은 HTMA보다 약 66배 정도 빠르다. 규칙 반응을 기초로 하는 PWSCC 기구에 따르면 PWSCC의 개시 및 전파 과정의 구동력은 SRO 반응에 따른 격자의 수축에 의하여 공급된다 [8]. 따라서 LTMA 상태가 PWSCC에 가장 취약한 이유는 (111) 면의 격자 수축을 가장 빠르게 일으키기 때문이라고 할 수 있다. 즉, (111) 면의 격자 수축 속도가 빠르면 PWSCC에 가장 취약하다. PWSCC 예민성은 LTMA > SEN > HTMA > TT의 순으로 증가하는데 본 연구에서 관찰한 (111) 면의 격자 수축 속도 순서는 이와 동일하다. 이 결과는 PWSCC가 격자 수축에 의해 지배된다는 규칙 반응에 기초한 PWSCC 기구[8]의 타당성을 입증하고 있다.
LTMA가 PWSCC에 가장 취약한 다른 이유는 규칙화에 따른 격자 수축의 이방성 크기 때문으로 보인다. LTMA의 최대/최소 격자 수축률의 이방성은 약 3.5배 정도로 크다. SEN 재료가 LTMA보다 PWSCC 예민성이 낮은 이유는 (111) 면의 격자 수축 속도가 LTMA보다 느린 것으로 설명된다. 따라서 가장 높은 온도에서 유지되어 모든 탄소가 고용된 HTMA는 규칙화 처리에 따른 격자 수축 속도는 가장 느리기 때문에 높은 PWSCC 저항성을 보이는 것으로 추측된다. 1100 °C에서 처리한 HTMA는 대부분의 탄소를 고용하는데 Ni-Cr-Fe 합금의 SRO 반응의 속도는 고용 탄소에 의하여 지연되는 것으로 보고된 바 있다 [10-14]. TT 재료의 저항성이 가장 큰 것은 그림 5에 보인 바와 같이 (111) 면의 격자 수축 크기가 가장 작고 수축 속도가 느리기 때문이다.
현재 규칙 반응에 기초한 PWSCC 기구는 PWSCC의 열적 활성화 과정을 설명하는 유일한 것이다 [8]. Alloy 600에서 규칙화 반응에 대한 활성화 에너지는 190 kJ/mol이다 [5,6]. 이 값은 Alloy 600의 PWSCC에 대한 활성화 에너지는 180-210 kJ/mol와 잘 일치한다. 규칙 반응에 기초한 PWSCC 기구[8]는 (1) PWSCC에서 열적 활성화 과정의 본질은 규칙화 반응이고, (2) 온도가 증가하면 확산 과정이 촉진되므로 규칙화 속도가 빨라지고, (3) 이에 따라 격자 수축 속도를 증가시켜 입계를 벌리는 구동력은 증가하고, (4) 격자 수축 속도의 증가는 입계를 벌리는 속도를 증가시켜서 온도 증가하면 PWSCC 개시가 빨라진다는 것을 잘 설명할 수 있다.
Alloy 600에서 격자 수축 거동은 처리 조건과 격자 면에 따라 수축률과 수축 속도가 다르다. 즉, 처리 조건에 따라 최대 수축률을 보이는 (111) 면과 최소 수축률을 보이는 면의 비율이 달라진다. Alloy 600이 PWSCC 환경에서 이방적 격자 수축의 정도가 더 크면 입계에는 더 큰 인장 응력을 발생시킨다. 이 효과는 입계에 void나 미소 균열을 형성시키므로 입계(intergranular, IG) 파괴의 충분 조건이 된다. 따라서 Alloy 600에서 PWSCC 예민성은 규칙화 과정에서 나타나는 격자 수축률의 크기와 규칙화 속도에 의해 지배된다고 할 수 있다.
상용 Alloy 600 TT 제조 과정에 적용되는 열처리는 진공로에서 실시되므로 냉각 과정은 FC 처리가 된다. Alloy 600은 520 °C 이하에서 SRO 반응이 일어나므로 FC 재료는 가장 규칙화 되어 있는 상태이다. 또한 본 연구의 관찰 결과에 따르면 FC는 냉각 과정에서 충분히 규칙화가 일어나서 격자 수축 정도가 대략 LTMA, SEN, HTMA 재료의 1/3 정도에 불과하다. 따라서 FC 시편은 규칙화 과정에서 격자 수축으로 재료 내부에 형성되는 입계 파괴의 구동력이 가장 작기 때문에 PWSCC에 가장 큰 저항성을 가지는 것으로 보인다.
상기의 논의 과정에서 PWSCC 현상에 가장 중요한 영향을 미치는 인자는 불규칙화 정도라는 것을 알 수 있다. 그러므로 Alloy 600의 열처리 공정에서 열처리 온도나 시간보다는 열처리 이후의 최종 냉각 과정이 가장 중요하다. 적어도 Alloy 600에서 탄화물의 석출을 억제하기 위하여 적용하는 HTMA나 입계 탄화물을 석출하는 TT 처리 그 자체보다는 최종 냉각 공정에서 규칙화가 일어나도록 제어하는 것이 가장 유용하다는 것을 알 수 있다.
최근 X-750 합금에 대한 DSC 분석을 통해 SRO 반응의 존재와 그 효과에 대해 보고되었다 [15]. Ni-base 합금인 X-750(Ni-15Cr-8Fe-2.5Ti)은 Ti을 제외하면 Alloy 600과 매우 유사한 조성이다. 이에 따르면 SRO 반응은 재료에 내재된 엔트로피가 감소하는 과정이다. 지금까지 Alloy 600에서의 SRO 반응은 합금 원소의 특정 원자 사이의 결합에 의한 원자 배열만을 대상으로 해 왔다.
재료를 구성하는 원자는 편의상 구(sphere)라고 가정되어 왔지만, 실제 원자는 구가 아니다. 원자를 타원체라고 가정하면 원자가 접촉 또는 결합하는 과정에서 원자의 장축 방향이 흐트러지게 되고 재료의 엔트로피는 증가한다 [15]. 즉, 타원체 형상 원자의 접촉 방법에 따라 엔트로피가 증가하므로 SRO 반응은 순금속에서도 일어난다.
5. 결 론
1) Alloy 600에서 LTMA, HTMA, SEN 및 WQ 처리 후 400 °C에서 규칙화 처리하면 (111) 면의 최대 수축률은 0.04% 정도에 이르는 반면, FC의 수축률은 0.015% 이하로 적다.
2) (111) 면의 수축률이 0.03% 정도에 도달하는 속도는 LTMA는 SEN보다 약 8배 빠르고 HTMA보다 약 66배 빠르다.
3) 규칙화에 따른 (111) 격자 수축 속도가 PWSCC에 대한 예민성을 지배하므로 격자 수축 속도가 가장 빠른 LTMA 재료가 가장 취약하다.
4) (111) 격자 수축률과 수축 속도는 PWSCC 개시 과정을 지배하는 가장 중요한 인자이고, 격자 수축률 이방성은 2차적으로 중요한 것으로 보인다.
5) 상용 TT의 PWSCC 저항성이 가장 높은 이유는 FC 과정에서 규칙화되어 (111) 면의 수축률이 가장 작고 수축 속도가 느리기 때문이다.
6) Alloy 600에서 SRO 반응에 따른 격자 수축률과 속도가 PWSCC 개시를 지배하므로 Alloy 600의 최종 냉각 과정이 매우 중요하다.