1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ITĻĖ░ņłĀņØä ļ░öĒāĢņ£╝ļĪ£ 4ņ░© ņé░ņŚģņØś ĻĖēņåŹ ņä▒ņןĻ│╝ ņé░ņŚģ ņāØĒā£Ļ│ä ļ│ĆĒÖöļĪ£ ņĀäļĀź ņāØņé░ ņÜöĻĄ¼ļŖö ļéśļéĀņØ┤ ņ”ØĻ░ĆĒĢśļŖö ņČöņäĖņØ┤ļŗż. ļ░£ņĀäņåī ņ”ØņäżņØĆ ņ£ĀĒĢ£ĒĢ£ ņ×ÉņøÉņØś ļéŁļ╣äņÖĆ ĒÖśĻ▓ĮņśżņŚ╝ņØä ņ£Āļ░£ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ļ░£ņĀäņåīņØś ņĀäļĀźņāØņé░ ĒÜ©ņ£©ņØä ļ│┤ļŗż ņ”ØļīĆņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ Ļ│Āņś© Ļ│ĀņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņĀäļĀźņØä ņāØņé░ĒĢśļŖö ļ░®ņĢłņØ┤ ņĀ£ņŗ£ļÉśņŚłļŗż [1,2]. ņØ┤ļź╝ ņ£äĒĢ┤ ņś©ļÅäņÖĆ ņĢĢļĀźņØ┤ ļåÆņØĆ Ļ░ĆĒś╣ĒĢ£ ļČäņ£äĻĖ░ņŚÉ ņé¼ņÜ®ļÉśļŖö ļ░£ņĀäĒöīļ×£ĒŖĖņÜ® ņ×¼ļŻīņŚÉ ļīĆĒĢ£ Ļ▓ĆĒåĀņÖĆ Ļ░£ļ░£ņØ┤ ĒĢäņÜöĒĢśļŗż. 9Cr-1Mo-V-Nb ņ▓ĀĻ░Ģņ×¼ļŻīļŖö Ēü¼ļ”¼Ēöä ĒŖ╣ņä▒Ļ│╝ ļé┤ņé░ĒÖöņä▒ņØ┤ ņÜ░ņłśĒĢśņŚ¼ Ēśäņ×¼Ļ╣īņ¦Ć Ļ░Ćņן ņĀüĒĢ®ĒĢ£ ņ×¼ļŻīļĪ£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż [3-5]. ļ░£ņĀäĒöīļ×£ĒŖĖ ĻĄ¼ņĪ░ļŖö ņāüļŗ╣ņłś ņŚ░Ļ▓░ļČĆņ£äĻ░Ć ņÜ®ņĀæņ£╝ļĪ£ ņĀ£ņ×æļÉśĻĖ░ ļĢīļ¼ĖņŚÉ, ņÜ®ņĀæ ĒöäļĪ£ņäĖņŖżņÖĆ ļŹöļČłņ¢┤ ņÜ®ņĀæņ×¼ļŻīņØś Ļ░£ļ░£ļÅä ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. ļö░ļØ╝ņä£, ņÜ®ņĀæļ┤ē ņĀ£ņĪ░ĒÜīņé¼ļōżņØĆ ņÜ®ņ░®ĻĖłņåŹņØś Ļ│Āņś© ļ¼╝ņä▒ Ē¢źņāüņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ņØ┤ ļåÆĻ│Ā ņŚ░ĻĄ¼ļÅä ņĀüĻĘ╣ņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż.
ļ░£ņĀäņÜ® Ēöīļ×£ĒŖĖ ņ×¼ļŻīņØĖ 9Cr-1Mo-V-NbĻ░ĢņØś ņŻ╝ņÜö ĒĢ®ĻĖłņĪ░ņä▒(wt%)ņØĆ C (0.08-0.12), Mn (0.30-0.60), Si (0.20-0.50), Cr (8.00-9.50), Mo (0.85-1.05), V (0.18-0.25), N (0.03-0.07), Ni (max. 0.40), Al (max. 0.02), Nb (0.06-0.10), Fe (bal.) ņØ┤ļ®░, ņÜ®ņĀæļČĆ ņÜ®ņ░®ĻĖłņåŹņØś ĒĢ®ĻĖłņĪ░ņä▒ļÅä ņØ┤ņÖĆ ņ£Āņé¼ĒĢśļŗż [6]. ļ»ĖņäĖņĪ░ņ¦üņØĆ ņÜ®ņĀæ ļ░Å ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØä Ļ▒░ņ╣śĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņ░®ĻĖłņåŹņØĆ Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ĻĖ░ņ¦ĆņŚÉ Cr-rich M23C6 ļ░Å (V, Nb)-rich MX ļō▒ņØś ņäØņČ£ļ¼╝ņØ┤ ļČäĒżĒĢśĻ│Ā ņ׳ļŗż [7-9].
9Cr-1Mo-V-Nb Ļ░ĢņØĆ ņŚ¼ļ¤¼ Ļ░ĢĒÖöĻĖ░ĻĄ¼ļź╝ ĒåĄĒĢśņŚ¼ Ļ│Āņś© ļ¼╝ņä▒ ĒÖĢļ│┤Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. ļīĆĒæ£ņĀüņØĖ Ļ░ĢĒÖöĻĖ░ĻĄ¼ļŖö Ļ│ĀņÜ®Ļ░ĢĒÖö, ņäØņČ£Ļ░ĢĒÖö, ņĀäņ£äĻ░ĢĒÖö ļ░Å ņ×ģĻ│äĻ░ĢĒÖö ļō▒ņØ┤ ņ׳ļŗż [1,2]. 9Cr-1Mo-V-Nb Ļ░ĢņØś Ļ│Āņś©ļ¼╝ņä▒ņŚÉņä£ļŖö Cr-rich M23C6ņÖĆ (V, Nb)-MXņŚÉ ņØśĒĢ£ ņäØņČ£Ļ░ĢĒÖöĻ░Ć ņŻ╝ņÜöĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż. Cr-rich M23C6ļŖö ĻĄ¼ņśżņŖżĒģīļéśņØ┤ĒŖĖ Ļ▓░ņĀĢļ”ĮĻ│äļéś ņ×ģļé┤ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļלņŖż ņ”ē, (ņĢä)Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņ£äņ╣śĒĢśņŚ¼ Ļ▓░ņĀĢļ”ĮĻ│äņÖĆ ņĀäņ£äņØś ņØ┤ļÅÖņØä ņ¢ĄņĀ£ĒĢ£ļŗż [10-12]. (V, Nb)-rich MX ĒśĢĒā£ ņäØņČ£ļ¼╝ņØĆ ņŻ╝ļĪ£ Ļ▓░ņĀĢļ”Į ļé┤ļČĆņÖĆ ņĢäĻ▓░ņĀĢļ”ĮĻ│äņŚÉ ņ£äņ╣śĒĢśņŚ¼ ņĀäņ£ä ļ░Å Ļ▓░ņĀĢļ”ĮĻ│äņØś ņØ┤ļÅÖņØä ņ¢ĄņĀ£ĒĢ┤ņä£ Ļ░ĢĒÖö ĒÜ©Ļ│╝ļź╝ ļéĖļŗż [2,12,13]. ņØ┤ļ¤¼ĒĢ£ Ļ░ĢĒÖöĻĖ░ĻĄ¼ļōżļĪ£ ņØĖĒĢ┤ Ēü¼ļ”¼Ēöä ĒŖ╣ņä▒ņØ┤ Ē¢źņāüļÉśĻ│Ā, ļÅÖņŗ£ņŚÉ ņØĖņןĻ░ĢļÅäļÅä Ē¢źņāüļÉ£ļŗż.
ĒĢ£ĒÄĖ 9Cr-1Mo-V-Nb Ļ░ĢņØĆ ņןņŗ£Ļ░ä Ļ│Āņś©ņŚÉ ļģĖņČ£ļÉśņ¢┤ Ēü¼ļ”¼Ēöä ļ│ĆĒśĢņØ┤ ņØ╝ņ¢┤ļéśļ®┤, Z-phase(Cr(V, Nb) nitride) ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉśĻ│Ā ņØ┤ļŖö Ļ░ĢļÅä ņĀĆĒĢśņØś ņŻ╝ņÜö ņøÉņØĖņØĖ Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [1,2,14,15]. ņ”ē (V, Nb)-rich MX ĒśĢĒā£ ņäØņČ£ļ¼╝ņØ┤ ņåīņ¦äļÉśĻ│Ā Z-phaseĻ░Ć ņāØņä▒ļÉśņ¢┤ Ēü¼ļ”¼Ēöä Ļ░ĢļÅäļź╝ ļ╣äļĪ»ĒĢ£ Ļ│Āņś© ļ¼╝ņä▒ņØ┤ Ļ░ĆņåŹņĀüņ£╝ļĪ£ ņĀĆĒĢśĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ļŖö 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś Ļ│Āņś©ļ¼╝ņä▒ ĒÖĢļ│┤ņÖĆ Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ĒĢ®ĻĖłņäżĻ│äļź╝ ĒåĄĒĢśņŚ¼ Cr-rich M23C6 ņäØņČ£ļ¼╝ ņ¢æņØä ņ”ØĻ░Ćņŗ£ņ╝£ Ļ░ĢļÅäļź╝ ļåÆņØ┤Ļ│Ā, ņןņŗ£Ļ░ä Ļ│Āņś©ņŚÉņä£ ļģĖņČ£ļÉśņ¢┤ ņāØņä▒ļÉśļŖö Z-phase ņäØņČ£ļ¼╝ ļČäņ£©ņØä Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŖö ļ░®ņĢłņØä Ļ░ĢĻĄ¼ĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ ņāØņä▒ļÉśļŖö ĒāäĒÖöļ¼╝ņØ┤ Ļ│Āņś© ņØĖņןĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØņØä ĒåĄĒĢ┤ņä£ ņĪ░ņé¼ĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
ĒĢ®ĻĖłņäżĻ│äļŖö ņāüņÜ® ņÜ®ņ░®ĻĖłņåŹņØś ĻĘ£Ļ▓® ļ▓öņ£ä(AWS A5.5 E9015-B91) ļé┤ņŚÉņä£, ņŚ┤ņŚŁĒĢÖ ņŗ£ļ«¼ļĀłņØ┤ņģś(ThermoCalc 2019a, TCFE6 v6.2)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņÜ®ņĀæņØä ņ£äĒĢ£ ļ¬©ņ×¼ļŖö Ļ░£ņäĀĻ░ü 20o, ļŻ©ĒŖĖ Ļ░äĻ▓® 16 mmņØś V groove ĒśĢĒā£ P91 Ļ░Ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņÜ®ņĀæ ņŗżĒŚśņØĆ 9 Ļ░£ ņĖĄ ņ┤Ø 18 PassļĪ£ Shielded Metal Arc Welding (SMAW)ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ņÜ®ņĀæļ┤ē ĻĘ£Ļ▓® ’┐Ā4.0 ├Ś 400 mm, ņÜ®ņĀæĻ░ä ņś©ļÅäļŖö 200-315 oCļĪ£ ņ£Āņ¦ĆĒĢśņśĆņ£╝ļ®░, 13.8-17.9 KJ/cm ņØś ņ×ģņŚ┤ļ¤ēņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņÜ®ņĀæ ĒøäņŚ┤ņ▓śļ”¼ļŖö 760 oC ├Ś 2 hr ņŗżņŗ£ĒĢśņśĆļŗż. ņĀ£ņ×æĒĢ£ ņÜ®ņ░®ĻĖłņåŹņØĆ spark emission spectrometer ļ░Å inductively coupled plasma spectrometer(ICP) ņŗ£ĒŚśņ£╝ļĪ£ ņä▒ļČäļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņÜ®ņĀæļČĆ ņŗ£ĒÄĖņØĆ ĻĖ░Ļ│äņĀü ņŚ░ļ¦ł Ēøä ViellaŌĆÖs Etchant (1 g Picric Acid + 5 ml HCl + 100 ml Ethanol)ļź╝ ņØ┤ņÜ®ĒĢ┤ ņŚÉņ╣Ł ĒĢśņśĆņ£╝ļ®░, ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į (SEM)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. Ļ│Āņś© ņØĖņןĒŖ╣ņä▒ ļ│ĆĒÖö Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ ņÜ®ņĀæļ░®Ē¢źņØä ļö░ļØ╝ ASTM E 139 ĻĘ£Ļ▓®ņ£╝ļĪ£ Ļ│Āņś© ņØĖņןņŗ£ĒŚś ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ņāüņś© ļ░Å Ļ│Āņś©ņØĖņן (600 oC) ņŗ£ĒŚśņØĆ HounsfieldńżŠ H25KT ņןļ╣äļĪ£ 0.02 min-1 ļ│ĆĒśĢļźĀ ņåŹļÅäļĪ£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ņ×¼Ēśäņä▒ ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ ļÅÖņØ╝ ņĪ░Ļ▒┤ ļŗ╣ 3ĒÜī ļ░śļ│Ą ņŗ£ĒŚśĒĢśņśĆļŗż. Ēīīļ®┤ņØĆ SEMņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆĻ│Ā, Ēīīļŗ©ļČĆ ĻĖĖņØ┤ļ░®Ē¢źņŚÉņä£ Ēīīļŗ© ļ®öņ╗żļŗłņ”ś ļČäņäØņØä ņ£äĒĢ┤ Ēīīļŗ©ļ®┤ ļ░öļĪ£ ņĢäļלņØś ņżæņŗ¼ļČĆļź╝ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņäØņČ£ļ¼╝ņØĆ Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į (TEM) ļ░Å ļČäņé░ĒśĢ XņäĀ ļČäĻ┤æĻĖ░ (EDX)ļź╝ ņØ┤ņÜ®ĒĢ┤ ļČäņäØĒĢśņśĆļŗż. TEM Ļ┤Ćņ░░ ņŗ£ĒÄĖņØĆ Focused Ion Beam (FIB)ņÖĆ Thin Foil ņØä ļ¬©ļæÉ ĒÖ£ņÜ®ĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż. Thin Foil ņŗ£ĒÄĖņØĆ ņŚ░ļ¦łĒĢśņŚ¼ 90 ╬╝m ļæÉĻ╗śļĪ£ ļ¦īļōĀ Ēøä jet-polishing (5% Perchloric acid + 95% Methanol, 15.0 V, -20 oC)ņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż. ĒĢ®ĻĖłņäżĻ│äņÖĆ Ļ│Āņś© ņØĖņןņŚÉ ļö░ļźĖ ņäØņČ£ļ¼╝ņØś ļ│ĆĒÖöļŖö TEM EDX-mapping Ēøä ņØ┤ļ»Ėņ¦Ć ļČäņäØņØä ĒåĄĒĢ┤ ņĀĢļ¤ēĒÖö ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņÜ®ņ░®ĻĖłņåŹ ĒĢ®ĻĖłņäżĻ│ä
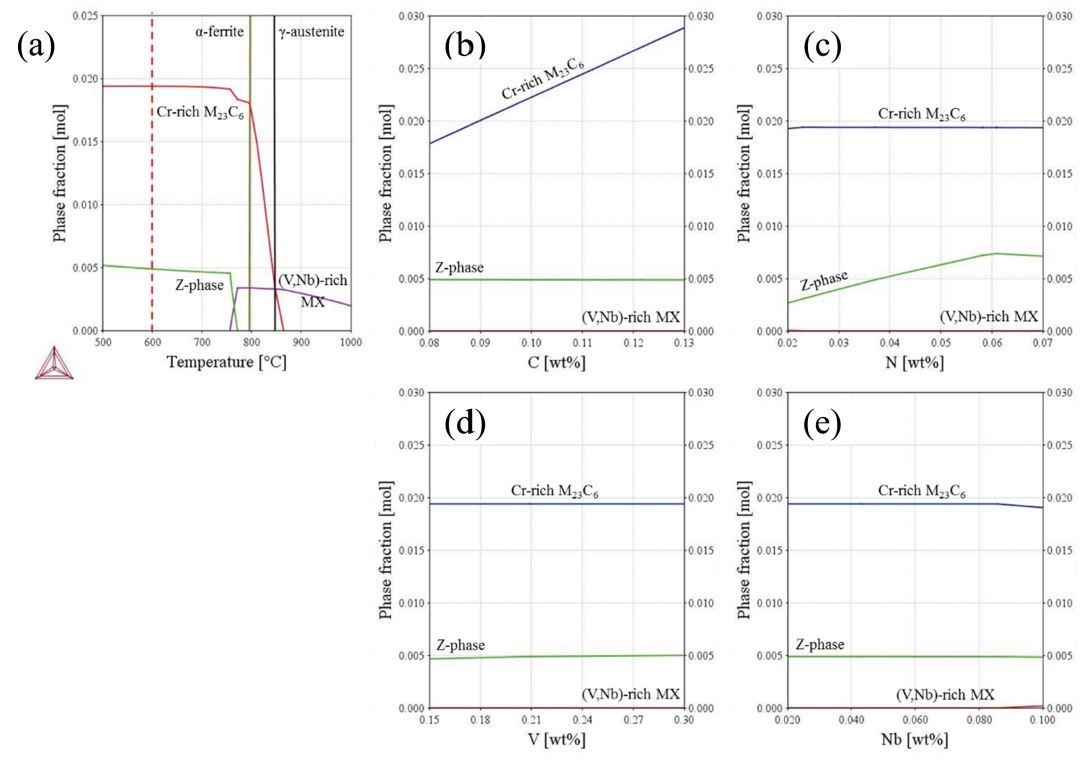
ļ│Ė ņŚ░ĻĄ¼ļŖö 9Cr-1Mo-V-Nb Ļ░ĢņØś ņŚ┤ņŚŁĒĢÖņĀü ņäØņČ£ļ¼╝ ņŗ£ļ«¼ļĀłņØ┤ņģśņ£╝ļĪ£ ņÜ®ņ░®ĻĖłņåŹ ĒĢ®ĻĖłņäżĻ│äļź╝ ĒĢśņśĆĻ│Ā Ļ│Āņś© ļ¼╝ņä▒ņØä Ē¢źņāüņŗ£ĒéżļŖö ļ░®ņĢłņØä Ļ░ĢĻĄ¼ĒĢśņśĆļŗż. ĻĘĖļ”╝ 1ņØĆ 9Cr-1Mo-V-Nb Ļ░ĢņØś ĒĢ®ĻĖłņøÉņåīļōżņŚÉ ļīĆĒĢ£ ņäØņČ£ļ¼╝ ņāØņä▒Ļ▒░ļÅÖņØä ņŚ┤ņŚŁĒĢÖ ņŗ£ļ«¼ļĀłņØ┤ņģśņ£╝ļĪ£ Ļ│äņé░ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĒĢ®ĻĖłņøÉņåī ņ▓©Ļ░ĆņŚÉ ļö░ļźĖ ņŻ╝ņÜö ņäØņČ£ļ¼╝ņØĆ Cr-rich M23C6ņÖĆ (V, Nb)-rich MX ņśĆĻ│Ā, ņäØņČ£ļ¼╝ņØś ņāüļČäņ£©ņØĆ Cr-rich M23C6Ļ░Ć (V, Nb)-rich MX ļ│┤ļŗż ļ¦ÄņĢśļŗż (ĻĘĖļ”╝ 1a). ĒŖ╣Ē׳ ĻĘĖļ”╝ 1bņ▓śļ¤╝ C ĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ Cr-rich M23C6ņØś ņāüļČäņ£©ņØĆ Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ļŗżļźĖ ņäØņČ£ņāü ļōżņØĆ Ļ▒░ņØś ļ│ĆĒÖöĻ░Ć ņŚåņŚłļŗż [16,17]. ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ņŚÉņä£ļŖö Ēü¼ļ”¼Ēöä ĒŖ╣ņä▒ņŚÉ ņĢģņśüĒ¢źņØä ļü╝ņ╣£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŖö Z-phaseņØś ņāØņä▒ņØĆ NņØś ņśüĒ¢źņØ┤ Ēü¼Ļ▓ī ļéśĒāĆļé¼ļŗż. ļŗżļźĖ ņäØņČ£ņāüņŚÉņä£ļŖö NņØś ņśüĒ¢źņØ┤ Ļ▒░ņØś ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŗż. (ĻĘĖļ”╝ 1c). 9Cr-1Mo-V-NbĻ░Ģ ņÜ®ņĀæņ×¼ļŻīņØś AWS ĻĘ£Ļ▓® ļ▓öņ£äļŖö V ĒĢ©ļ¤ēņØ┤ 0.15-0.30 wt% ĻĘĖļ”¼Ļ│Ā Nb ĒĢ©ļ¤ēņØ┤ 0.02-0.1 wt%ņ£╝ļĪ£ ĻĘ£ņĀĢļÉśņ¢┤ ņ׳ļŗż [6]. NbļŖö ~0.085 wt% ņØ┤ņāüņŚÉņä£ (V, Nb)-rich MX ņäØņČ£ļ¼╝ņØĆ ņĢĮĻ░ä ņ”ØĻ░ĆĒĢśĻ│Ā Cr-rich M23C6 ņäØņČ£ļ¼╝ņØĆ ņĢĮĻ░ä Ļ░ÉņåīĒĢ£ļŗż [18]. ĻĘĖļ¤¼ļéś CņÖĆ N ĒĢ©ļ¤ēņŚÉ ļ╣äĒĢ┤ņä£ VņÖĆ Nb ņøÉņåīļōżņØĆ ņäØņČ£ļ¼╝ ņāüļČäņ£©ņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØ┤ Ēü¼Ļ▓ī ļéśĒāĆļéśņ¦ĆļŖö ņĢŖņĢśļŗż.
ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņÜ®ņĀæ ņ×æņŚģņä▒ ļō▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņÜ®ņ░®ĻĖłņåŹ ĒĢ®ĻĖłņäżĻ│äļź╝ ĒĢśņśĆĻ│Ā, ĻĘĖ Ļ▓░Ļ│╝ ĒĢ®ĻĖłņĪ░ņä▒ņØ┤ Ļ│Āņś© Ļ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢśņŚ¼ Ēæ£ 1ņØś ĒĢ®ĻĖłņĪ░ņä▒ņØä Ļ░¢ļŖö 2Ļ░Ćņ¦Ć ņÜ®ņ░®ĻĖłņåŹ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ņ”ē Cr-rich M23C6 ņäØņČ£ļ¼╝ ņ”ØĻ░Ćļź╝ ņ£äĒĢ┤ Cļź╝ ņ”ØĻ░Ćņŗ£ĒéżĻ│Ā Z-phase ņāØņä▒ņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢ┤ NņØä Ļ░Éņåīņŗ£Ēé© 0.10C Ļ│╝ ĻĖ░ņĪ┤ 0.09C ĒĢ®ĻĖłņĪ░ņä▒ņØś ņÜ®ņ░®ĻĖłņåŹņŚÉ ļīĆĒĢ£ Ļ│Āņś© ļ¼╝ņä▒ņØä ņĪ░ņé¼ĒĢśņśĆļŗż.
3.2 ņÜ®ņ░®ĻĖłņåŹņØś ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ņØĖņןĻ░ĢļÅä
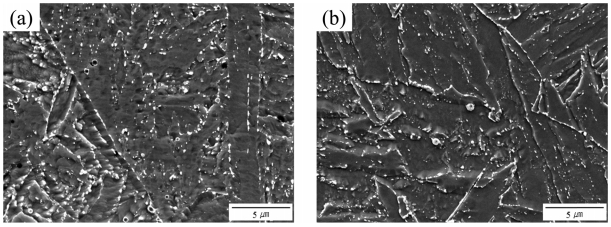
ĻĘĖļ”╝ 2ņØś 0.09CņÖĆ 0.10CņØĆ 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś ļ»ĖņäĖņĪ░ņ¦üņ£╝ļĪ£ Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņ×äņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, ņ×ģļé┤ņÖĆ ņ×ģĻ│äņŚÉņä£ Ļ│ĄĒ׳ ĒØ░ņāē ņ×ģņ×ÉņāüļōżņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż [8,9,19]. ņØ╝ļ░ś ņĢĢņŚ░ņ×¼ņŚÉņä£ Ļ┤Ćņ░░ļÉśļŖö Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦üĻ│╝ ļŗ¼ļ”¼ ņÜ®ņ░®ĻĖłņåŹņØś ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļלņŖżĻ░Ć ņäĀļ¬ģĒĢśņ¦Ć ņĢŖņØĆ ļČĆļČäļÅä Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö ņÜ®ņ░®ĻĖłņåŹ ĒśĢņä▒ ņŗ£ ļŗżņĖĄ ņÜ®ņĀæ ņØśĒĢ£ ļ░śļ│ĄņĀüņØĖ ņŚ┤ņśüĒ¢źņØä ļ░øņĢä Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ļ│ĆĒÖöļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [20].
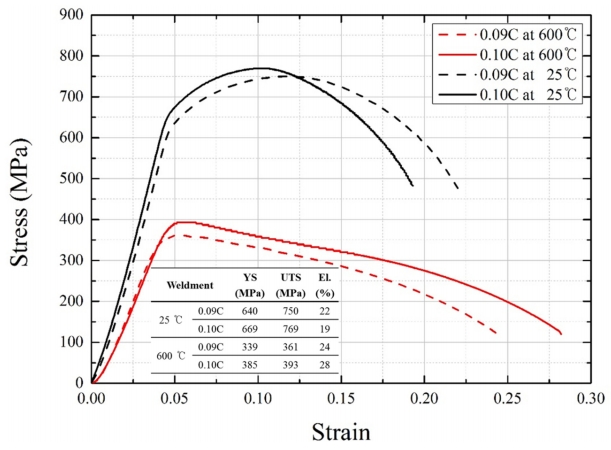
ĻĘĖļ”╝ 3ņØĆ 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś ņāüņś©Ļ│╝ Ļ│Āņś©(600oC)ņŚÉņä£ņØś ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ņØ┤ļŗż. ņāüņś©ņŚÉņä£ņØś ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö 0.10CņØ┤ 0.09C ņŚÉ ļ╣äĒĢśņŚ¼ ņØĖņןĻ░ĢļÅäļŖö ļåÆĻ│Ā ņŚ░ņŗĀņ£©ņØ┤ ļé«ņØĆ ĒåĄņāüņĀüņØĖ Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ¤¼ļéś 600 oCņŚÉņä£ļŖö 0.10CņØ┤ 0.09C ļ│┤ļŗż ņØĖņןĻ░ĢļÅäĻ░Ć ļåÆņĢśĻ│Ā, ņĢäņÜĖļ¤¼ ņŚ░ņŗĀņ£©ļÅä ĒĢ©Ļ╗ś ņ”ØĻ░ĆļÉ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņ”ē 9Cr-1Mo-V-Nb Ļ░ĢņØś CņØä 0.01 wt% ņ”ØĻ░Ćņŗ£ņ╝£ 600 oC ĒĢŁļ│ĄĻ░ĢļÅä(YS) ~14%, ņĄ£ļīĆņØĖņןĻ░ĢļÅä(UTS) ~9% ļ░Å ņŚ░ņŗĀņ£©(El.) ~17% ņ”ØĻ░ĆĒĢ£ ĒÜ©Ļ│╝ļź╝ ĒÜŹļōØĒĢśņśĆļŗż. Ļ│Āņś©ņŚÉņä£ Ļ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØ┤ ļÅÖņŗ£ņŚÉ Ļ░£ņäĀļÉśļŖö Ļ▓āņØĆ 0.10CņŚÉņä£ ņäØņČ£ļ¼╝ ņāØņä▒Ļ▒░ļÅÖĻ│╝ ņŚ░Ļ┤ĆņØ┤ ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśĻ│Ā ļŗżņØī ņĀłņŚÉņä£ ņäżļ¬ģņØä ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
3.3 ņÜ®ņ░®ĻĖłņåŹņØś Ļ│Āņś© ņØĖņן Ēīīļŗ© ņśüņŚŁņŚÉņä£ņØś ĒīīĻ┤┤Ļ▒░ļÅÖ
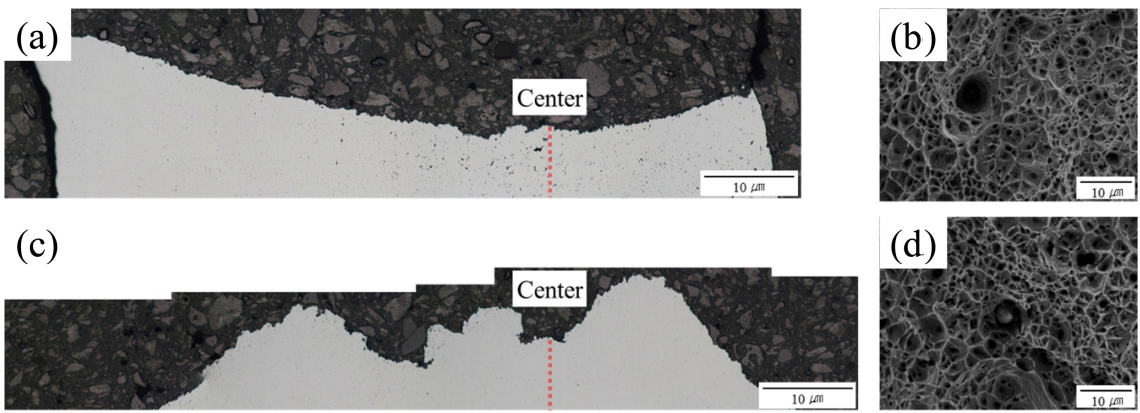
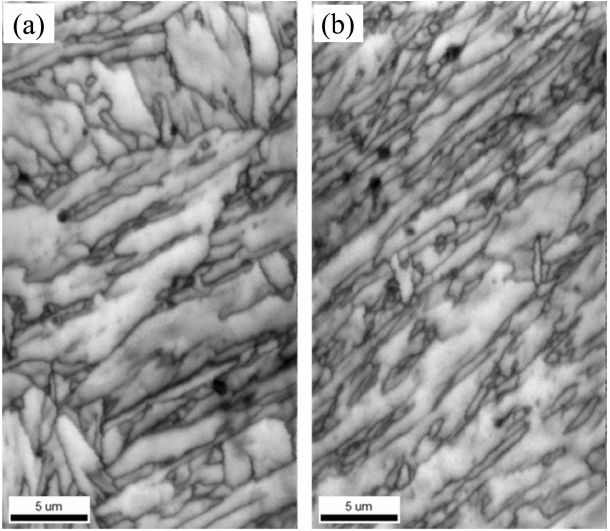
ĻĘĖļ”╝ 4aņÖĆ 4bļŖö 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹ 0.09C Ļ│Āņś©ņØĖņןņŗ£ĒÄĖņØś Ēīīļŗ©ļ®┤ ņ¦üĒĢśņÖĆ Ēīīļŗ©ļ®┤ņØä ļ│┤ņŚ¼ņŻ╝ļŖö ņé¼ņ¦äņØ┤ļŗż. ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ĻĘĖļ”╝ 4cņÖĆ 4dļŖö 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹ 0.10C Ļ│Āņś© ņØĖņןņŗ£ĒÄĖņØś Ēīīļŗ©ļ®┤ ņ¦üĒĢśņÖĆ Ēīīļŗ©ļ®┤ņØä ļ│┤ņŚ¼ņŻ╝ļŖö ņé¼ņ¦äņØ┤ļŗż. 0.09C ņŗ£ĒÄĖņØĆ ņāüļŗ╣ĒĢ£ ņ¢æņØś ĻĖ░Ļ│ĄņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, 0.10C ņŗ£ĒÄĖņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ņĀüņØĆ ņ¢æņØś ĻĖ░Ļ│ĄņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØĖņןņŗ£ĒÄĖ ļé┤ņŚÉņä£ ĻĖ░Ļ│ĄņØś ņ¢æ ņ░©ņØ┤ļŖö Ļ│Āņś© ļ¼╝ņä▒ņØś ņ░©ņØ┤ļź╝ ņ£Āļ░£ĒĢĀ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ĻĘĖļ¤¼ļéś ĻĘĖļ”╝ 4bņÖĆ 4dļŖö ļ¬©ļæÉ ņŚ░ņä▒Ēīīļ®┤ņØä ļ│┤ņŚ¼ņŻ╝ļ®░ ņŗ£ĒÄĖņØś ņóģļźśņŚÉ ņāüĻ┤ĆņŚåņØ┤ ļÅÖņØ╝ĒĢ£ Ēīīļ®┤ ĒśĢņāüņØä ļ│┤ņśĆļŗż.
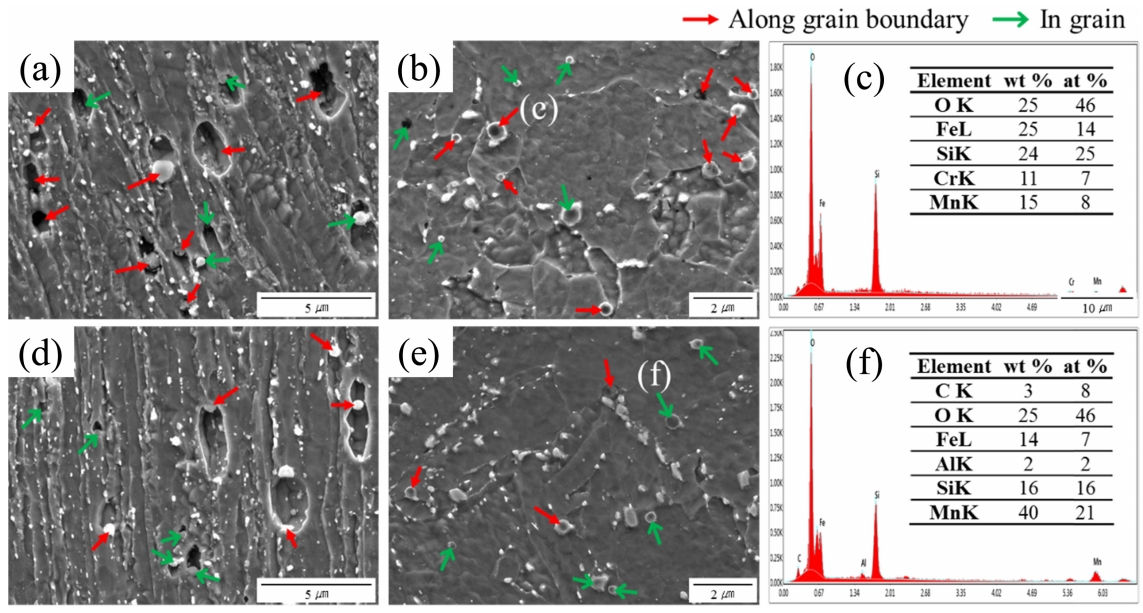
ĻĘĖļ”╝ 5ļŖö Ļ│Āņś©(600 oC) ņØĖņן ņŗ£ĒŚś ĒĢ£ 0.10C ļ░Å 0.09C 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ ĒīīĻ┤┤ņ¢æņāü ņ░©ņØ┤ļź╝ ļ®┤ļ░ĆĒ׳ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ ņłśņ¦üļ░®Ē¢źņ£╝ļĪ£ SEM ļ░Å EDXļĪ£ ļ»ĖņäĖņĪ░ņ¦üņØä ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 5aņÖĆ 5dņŚÉņä£ ļ»ĖņäĖĻĖ░Ļ│Ą ļé┤ļČĆņØś ņāüĒĢś ļüØ ļśÉļŖö ņĢłņ¬ĮņŚÉ ņ£äņ╣śĒĢ£ ņøÉĒśĢ ņ×ģņ×Éļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳Ļ│Ā, ĻĘĖļ”╝ 5bņÖĆ 5eņŚÉņä£ļÅä Ļ│Āļź┤Ļ▓ī ļČäĒżĒĢ£ ņøÉĒśĢ ņ×ģņ×Éļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ ņøÉĒśĢ ņ×ģņ×ÉļōżņØĆ EDXļź╝ ĒåĄĒĢ┤ OņĪ░ņä▒ņØ┤ ļåÆņØĆ ņé░ĒÖöĻ░£ņ×¼ļ¼╝ņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż (ĻĘĖļ”╝ 5cņÖĆ 5f).
ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņŚÉņä£ļŖö Ļ▓░ņĀĢļ”ĮļōżņØ┤ ĒĢśņżæ ļ░®Ē¢źņØä ļö░ļØ╝ ĻĖĖĻ▓ī ļŖśņ¢┤ņäĀ ļ¬©ņŖĄņØä ļ│┤ņØ┤Ļ│Ā, Ēīīļ®┤ ņØĖņĀæ ļČĆņ£äņØś ļŗ©ļ®┤ņŚÉņä£ļŖö Ļ│Āņś©ņØĖņן ņŗ£ ļåÆņØĆ ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņé░ĒÖöĻ░£ņ×¼ļ¼╝ļōżņØ┤ ļ»ĖņäĖĻĖ░Ļ│Ą ņāØņä▒ņŚÉ ĻĖ░ņŚ¼ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņé░ĒÖöĻ░£ņ×¼ļ¼╝ņŚÉ ņØśĒĢ£ ļ»ĖņäĖĻĖ░Ļ│ĄļōżņØś ņāØņä▒ņןņåīļŖö Ļ▓░ņĀĢļ”Į ļé┤ (ļģ╣ņāē ĒÖöņé┤)ņÖĆ Ļ▓░ņĀĢļ”ĮĻ│ä(ļČēņØĆņāē ĒÖöņé┤Ēæ£)ļĪ£ ĻĄ¼ļČäĒĢ┤ņä£ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ļ»ĖņäĖĻĖ░Ļ│ĄņØĆ ļé┤ļČĆņŚÉ ņ×ģņ×ÉĻ░Ć Ļ┤Ćņ░░ļÉśņ¦ĆļŖö ņĢŖņĢäļÅä(ļÅÖņØ╝ĒĢ£ ņāē ĒÖöņé┤Ēæ£ļōż) ņé░ĒÖöĻ░£ņ×¼ļ¼╝ņØ┤ ĻĖ░Ļ│ĄņāØņä▒ņŚÉ Ļ┤ĆņŚ¼ĒĢ£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż. ņĀäļ░śņĀüņ£╝ļĪ£ Ļ▓░ņĀĢļ”Į ļé┤ ņĪ┤ņ×¼ĒĢśļŖö ļ»ĖņäĖĻĖ░Ļ│Ą ļ│┤ļŗżļŖö ĒŖ╣Ē׳ Ļ│Āņś© ĒŖ╣ņä▒ņØ┤ ņĘ©ņĢĮĒĢ£ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļ»ĖņäĖĻĖ░Ļ│ĄļōżņØś ņłśĻ░Ć ļ¦ÄĻ│Ā Ēü¼ĻĖ░ļŖö Ēü░ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĒĢ£ĒÄĖ Ļ│Āņś© ņØĖņן ļ│ĆĒśĢ ņØ┤ņĀäņŚÉ ņé░ĒÖöĻ▓īņ×¼ļ¼╝ņØś ļČäĒżļŖö Ļ▓░ņĀĢļ”Į ļé┤ ļ░Å Ļ▓░ņĀĢļ”ĮĻ│ä ĻĄ¼ļČä ņŚåņØ┤ Ļ│Āļź┤Ļ▓ī ļČäĒżļÉśņ¢┤ (ĻĘĖļ”╝ 5bņÖĆ 5eļŖö ņØĖņןņŗ£ĒÄĖ gripļČĆ ļ»ĖņäĖņĪ░ņ¦ü) ļ»ĖņäĖĻĖ░Ļ│Ą ņāØņä▒ ĻĖ░ņĀÉ ņŚŁĒĢĀņØä ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. 9Cr-1Mo-V-Nb Ļ░ĢņØĆ 0.10CņÖĆ 0.09CņŚÉņä£ ņÜ®ņ░®ĻĖłņåŹņ£╝ļĪ£ ņ£Āņ×ģļÉ£ ņé░ņåīļ¤ēņØĆ Ļ▒░ņØś ļÅÖņØ╝ĒĢśļŗż (Ēæ£ 1).
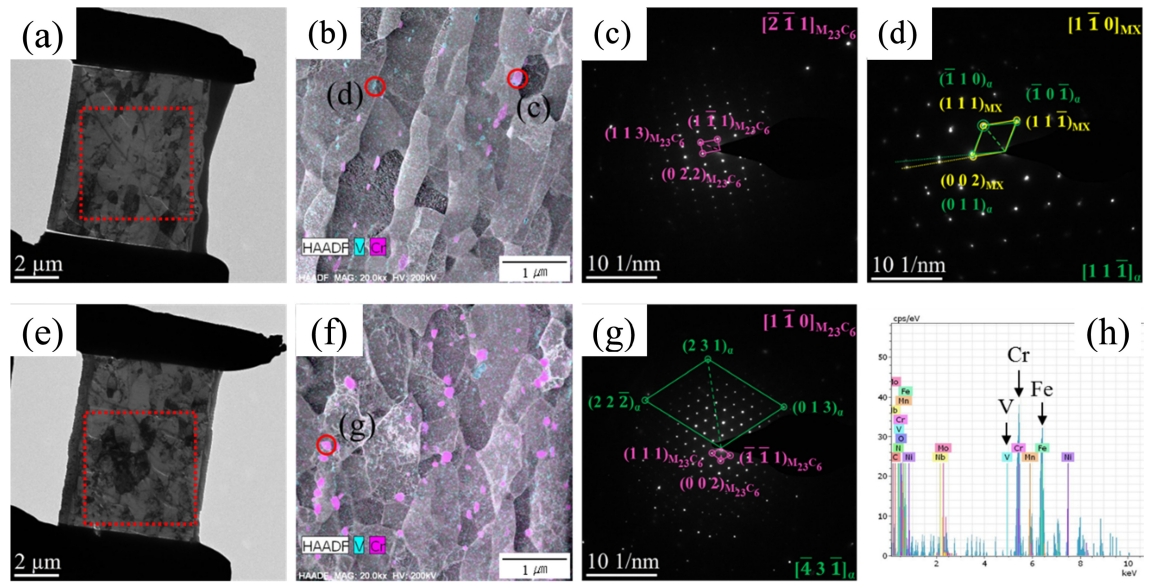
9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś Ļ│Āņś©(600 oC) ņØĖņן ļ│ĆĒśĢĻ▒░ļÅÖĻ│╝ C ĒĢ©ļ¤ēņŚÉ ļö░ļźĖ ņäØņČ£ļ¼╝ ņāØņä▒Ļ│╝ņØś Ļ┤ĆļĀ©ņä▒ņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ TEM ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ĻĘĖļ”╝ 6ņØĆ Ļ│Āņś© ņØĖņןņŗ£ĒÄĖ(0.09C ļ░Å 0.10C) Ēīīļŗ©ļ®┤ ņ¦üĒĢśņŚÉņä£ FIB ņŗ£ĒÄĖ(ĻĘĖļ”╝ 6a ņÖĆ 6e)ņØä ņ▒äņĘ©ĒĢśņŚ¼ TEM-EDX mapping ļ░Å SAED patternņØä ļČäņäØĒĢśņŚ¼ ņäØņČ£ļ¼╝ ļČäĒżļź╝ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. EDX mapping (ĻĘĖļ”╝ 6bņÖĆ 6f) ļ░Å SAED pattern (ĻĘĖļ”╝ 6c, 6d, 6g)ņŚÉņä£ ļæÉ ņŗ£ĒÄĖ ļ¬©ļæÉ ņäØņČ£ļ¼╝ņØś ņóģļźśļŖö ļÅÖņØ╝ĒĢśņśĆĻ│Ā ļČäĒÖŹņāēņ£╝ļĪ£ ļ│┤ņØ┤ļŖö Cr-rich M23C6 ņäØņČ£ļ¼╝ (ĻĘĖļ”╝ 6cņÖĆ 6g)Ļ│╝ ņ▓ŁļĪØņāēņ£╝ļĪ£ ļ│┤ņØ┤ļŖö (V, Nb)-rich MX ņäØņČ£ļ¼╝(ĻĘĖļ”╝ 6d)ņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 6hņŚÉņä£ļŖö 0.10C ņŚÉņä£ ņŻ╝ņÜö ņäØņČ£ļ¼╝(ĻĘĖļ”╝ 6f ļ╣©Ļ░äņāē ņøÉ Ēæ£ņŗ£)ņØ┤ Cr-rich ĒĢ£ ņäØņČ£ļ¼╝ņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż. Cr-rich M23C6ļŖö ņŻ╝ļĪ£ Ļ▓░ņĀĢļ”ĮĻ│ä, ĻĘĖļ”¼Ļ│Ā (V, Nb)-rich MX ņäØņČ£ļ¼╝ņØĆ ņŻ╝ļĪ£ Ļ▓░ņĀĢļ”Į ļé┤ņŚÉ ņ£äņ╣śĒĢśĻ│Ā ņ׳ņŚłļŗż. Cr-rich M23C6 ņäØņČ£ļ¼╝ ļČäļ¤ēņØĆ 0.10C ņØ┤ 0.09C ļ│┤ļŗż ļ¦ÄņĢśļŗż.
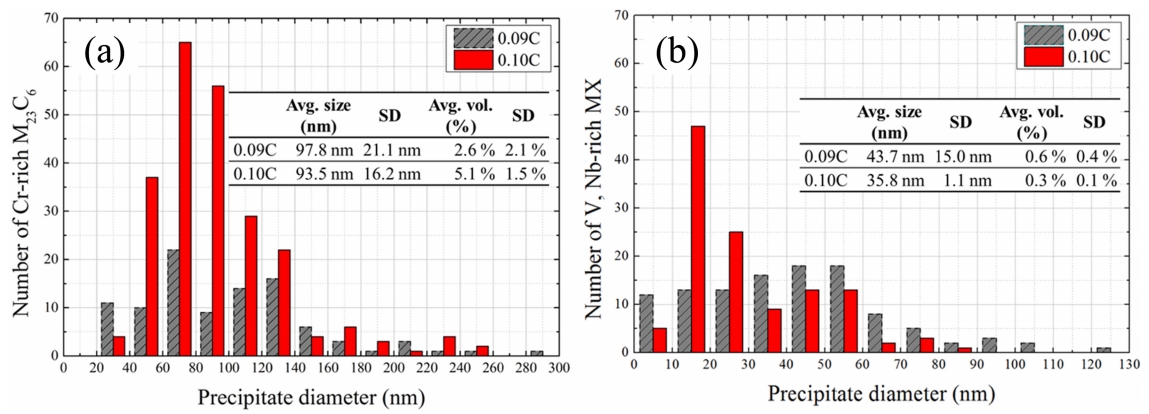
ĻĘĖļ”╝ 7ņØĆ 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ ņÜ®ņĀæ ĒøäņŚ┤ņ▓śļ”¼ Ēøä Cr-rich M23C6 ņäØņČ£ļ¼╝Ļ│╝ (V, Nb)-rich MX ņäØņČ£ļ¼╝ņØś Ļ░£ņłśņÖĆ ļČäņ£©ņØä ņĀĢļ¤ē ļČäņäØĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. TEM ņé¼ņ¦ä(ļ░░ņ£© x100,000, 0.10C ļ░Å 0.09C Ļ░üĻ░ü 9ņן)ņØä image analyzerļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż. Cr-rich M23C6 ņäØņČ£ļ¼╝ņØś ĒÅēĻĘĀ Ēü¼ĻĖ░ļŖö 0.09CņÖĆ 0.10C ņŗ£ĒÄĖņŚÉņä£ ļ╣äņŖĘĒĢśņśĆļŗż. ĒŖ╣Ē׳ 0.10C ņäØņČ£ļ¼╝ ļČäĒżĻ░Ć ļ¦ÄņØĆ 50-130 nm ņé¼ņØ┤ Ēü¼ĻĖ░ņØś Cr-rich M23C6ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ 0.10CļŖö 0.09C ļ│┤ļŗż Ēø©ņö¼ ļ¦ÄņØĆ ņäØņČ£ļ¼╝ Ļ░£ņłśĻ░Ć ņ¦æņżæļÉśņ¢┤ ļéśĒāĆļé¼ļŗż. Ēæ£ņżĆĒÄĖņ░©ļź╝ Ļ│ĀļĀżĒĢśļ®┤ ņäØņČ£ļ¼╝ ļČäņ£©ņØĆ 0.10CĻ░Ć 0.09C ļ│┤ļŗż ņĢĮĻ░ä ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. (V, Nb)-rich MX ņäØņČ£ļ¼╝ņØś ĒÅēĻĘĀ Ēü¼ĻĖ░ļŖö 0.10CĻ░Ć 0.09C ļ│┤ļŗż ņ×æņĢśņ£╝ļ®░, ņäØņČ£ļ¼╝ņØś ļČäņ£©ņØĆ 0.10CĻ░Ć 0.09C ļ│┤ļŗż ļé«ņĢśļŗż. ĻĘĖļ¤¼ļéś ĒÄĖņ░©ļź╝ Ļ│ĀļĀżĒĢśļ®┤ 0.10CņÖĆ 0.09C ņ×¼ļŻīņØś (V, Nb)-rich MX ņäØņČ£ļ¼╝ Ēü¼ĻĖ░ņÖĆ ļČäņ£©ņØĆ Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåņŚłļŗż. ĻĘĖļ”╝ 6Ļ│╝ 7ņØś Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņŚ┤ņŚŁĒĢÖ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ┤ņä£ C ĒĢ©ļ¤ēņØä ļåÆņØ┤Ļ│Ā Nļź╝ ļé«ņČöņ¢┤ ĒĢ®ĻĖłņäżĻ│ä ĒĢśņŚ¼ ņĀ£ņ×æĒĢ£ 0.10C 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś Ļ▓ĮņÜ░ Cr-rich M23C6 ņäØņČ£ļ¼╝ ļČäņ£©ņØä ņ”ØĻ░Ćņŗ£ņ╝£ ņāüņś© ļ░Å Ļ│Āņś© ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņĢäņÜĖļ¤¼ ņāØņä▒ļÉ£ ņäØņČ£ļ¼╝Ļ│╝ Ļ▓░ņĀĢļ”ĮĻ│äņØś Ļ│äļ®┤ ļō▒ņØä ļ│┤ļŗż ņ×ÉņäĖĒ׳ ļČäņäØĒĢśņŚ¼ Ļ│Āņś© ļ¼╝ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢĀ ņśłņĀĢņØ┤ļŗż.
ĻĘĖļ”╝ 8ņØĆ ņÜ®ņĀæ ĒøäņŚ┤ņ▓śļ”¼ ņŗżņŗ£ Ēøä 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļלņŖż ļæÉĻ╗śļź╝ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ņĀäņ×É Ēøäļ░® ņé░ļ×Ć ĒÜīņĀłļČäņäØ(electron backscatter diffraction, EBSD) ņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢ£ ņé¼ņ¦äņØ┤ļŗż. 0.10C ļ░Å 0.09C ņŗ£ĒÄĖņØś ļ¦łņ¦Ćļ¦ē ņÜ®ņĀæņĖĄņØś Ēæ£ļ®┤ņĢäļל ļÅÖņØ╝ĒĢ£ ņ£äņ╣śļź╝ ņĖĪņĀĢĒĢśņśĆļŗż(ļ░░ņ£© x10,000 0.10C ļ░Å 0.09C Ļ░üĻ░ü 3ņן). 0.10C ņŗ£ĒÄĖņØś ļלņŖż ļæÉĻ╗śļŖö 0.171 ┬▒ 0.014 ╬╝mņØ┤ļ®░, 0.09C ņŗ£ĒÄĖņØś ļלņŖż ļæÉĻ╗śļŖö 0.242 ┬▒ 0.045 ╬╝m ņśĆļŗż. 0.10CļŖö 0.09C ļ│┤ļŗż ņ×ģĻ│äņŚÉ ļ¦ÄņØĆ Cr-rich M23C6 ņäØņČ£ļ¼╝ņØ┤ ņ£äņ╣śĒĢ┤ ņ׳Ļ│Ā ņØ┤ ņäØņČ£ļ¼╝ņØĆ ņ×ģĻ│äņØś ņØ┤ļÅÖņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļלņŖż ļæÉĻ╗śļŖö 0.10C Ļ▓ĮņÜ░Ļ░Ć 0.09Cļ│┤ļŗż ņ×æļŗżĻ│Ā ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż [10-12,21].
3.4 ņÜ®ņ░®ĻĖłņåŹ ĻĖ░ņ¦ĆņÖĆ ņäØņČ£ļ¼╝ ņĀĢĒĢ®Ļ┤ĆĻ│ä ņĪ░ņé¼
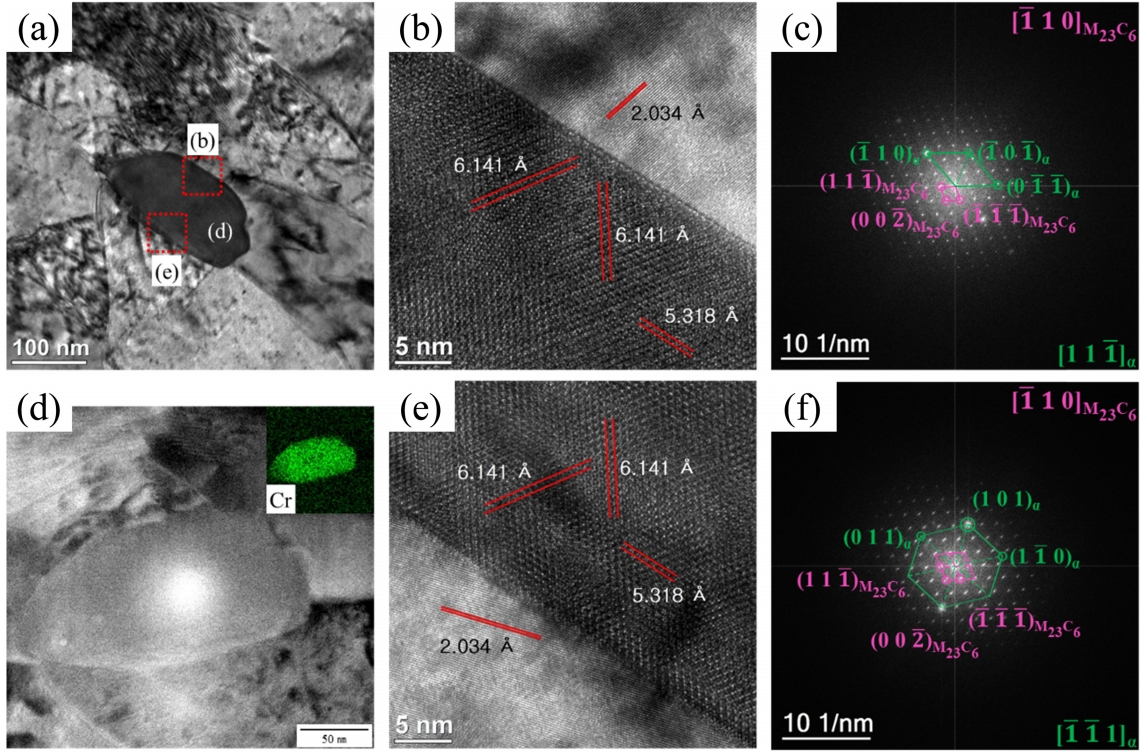
ĻĘĖļ”╝ 9aļŖö 0.10C ņŗ£ĒÄĖņØś Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņĪ┤ņ×¼ĒĢśļŖö M23C6 ņäØņČ£ļ¼╝ņØś TEM ņé¼ņ¦äņØ┤ļŗż. ņäØņČ£ļ¼╝Ļ│╝ ĻĖ░ņ¦ĆņØś ņĀĢĒĢ®ņŚ¼ļČĆļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ│äļ®┤ņŚÉņä£ Ļ│Āļ░░ņ£© TEM ņé¼ņ¦äņØä ļČäņäØĒĢśņśĆļŗż(ĻĘĖļ”╝ 9bņÖĆ 9e). ļ®┤Ļ░äĻ▒░ļ”¼ļŖö ņĖĪņĀĢļÉ£ ĒÜīņĀłņĀÉĻ░ä Ļ▒░ļ”¼(ĻĘĖļ”╝ 9cņÖĆ 9f)ņØś ņŚŁņłśļź╝ ņĘ©ĒĢśņŚ¼ ĻĄ¼ĒĢśņśĆĻ│Ā, ĻĘĖļ”╝ 9bņÖĆ 9eņŚÉ ļ®┤Ļ░äĻ▒░ļ”¼ļź╝ Ēæ£ņŗ£ĒĢśņśĆļŗż. ņäØņČ£ļ¼╝Ļ│╝ Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ĻĖ░ņ¦ĆņŚÉņä£ ņĖĪņĀĢļÉ£ ļ®┤Ļ░äĻ▒░ļ”¼ņØś ņ░©ņØ┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ lattice misfitņØä Ļ│äņé░ĒĢśņśĆļŗż. M23C6 ņäØņČ£ļ¼╝ņØś Ļ│äļ®┤ņØĆ 1.2%, 5.0%, ĻĘĖļ”¼Ļ│Ā 23.1%ņØ┤Ļ│Ā(ĻĘĖļ”╝ 9b), ĻĘĖļ”╝ 9eļŖö 15.9%, 16.5%, 18.5%ņØś lattice misfitņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 9cņÖĆ 9fņŚÉņä£ ĻĖ░ņ¦ĆņĪ░ņ¦üņØś ĒÜīņĀł Ēī©Ēä┤ņØä ņä£ļĪ£ ļ╣äĻĄÉĒĢśļ®┤ (b)ņÖĆ (e) Ļ│äļ®┤ņŚÉ ņ£äņ╣śĒĢ£ Ļ░üĻ░ü Ļ▓░ņĀĢļ”Į ņé¼ņØ┤ņØś Ļ▓░ņĀĢ ļ░®ņ£äņ░©(misorientation)Ļ░Ć ņ×æļŗżļŖö ņĀÉņØä ņĢī ņłś ņ׳Ļ│Ā, ļö░ļØ╝ņä£ ņĀĆĻ▓ĮĻ░ü Ļ▓ĮĻ│äņŚÉ Cr-rich M23C6 ņäØņČ£ļ¼╝ņØ┤ ņ£äņ╣śĒĢ┤ ņ׳ņ£╝ļ»ĆļĪ£ ĻĘĖļ”╝ 9aņØś (b)ņÖĆ (e) Ļ│äļ®┤ņØ┤ ļÅÖņŗ£ņŚÉ ņĀĢĒĢ® ļśÉļŖö ļ░śņĀĢĒĢ® Ļ│äļ®┤ņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢ£ļŗżĻ│Ā ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”¼Ļ│Ā ĻĘĖļ”╝ 9aņŚÉņä£ (b) Ļ│äļ®┤Ļ│╝ (e) Ļ│äļ®┤ņØĆ ļīĆļČĆļČä facet Ļ│äļ®┤ņ×äņØä ņĢī ņłś ņ׳ļŗż. Lattice misfitĻ│╝ Ļ│äļ®┤ņØś ĒśĢņāüņØä ĒåĄĒĢ┤ņä£ Ļ│ĪņäĀņØä ņØ┤ļŻ©ļŖö Ļ│äļ®┤ņØĆ ļČĆņĀĢĒĢ® Ļ┤ĆĻ│äļź╝ ņØ┤ļŻ©ļŖö Ļ▓ĮņÜ░Ļ░Ć ļ¦ÄĻ│Ā, facetĒĢ£ (b)ņÖĆ (d) Ļ│äļ®┤ņØĆ ļīĆļČĆļČä ņĀĢĒĢ® ļśÉļŖö ļ░śņĀĢĒĢ® Ļ┤ĆĻ│äļź╝ ņØ┤ļŻ¼ļŗżĻ│Ā ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż [10,21].
ĻĘĖļ”╝ 9dņØś EDX mapping Ļ▓░Ļ│╝ņÖĆ ĻĘĖļ”╝ 9c ļ░Å 9fņØś ņŚŁĻ▓®ņ×ÉņĀÉ ļČäņäØņØä ĒåĄĒĢ┤ņä£ ĻĘĖļ”╝ 9aņØś ņäØņČ£ļ¼╝ņØĆ Cr-rich M23C6 ņäØņČ£ļ¼╝ņ×äņØä ņĢī ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£, ĻĘĖļ”╝ 9fļĪ£ļČĆĒä░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ļ░®ņ£äĻ┤ĆĻ│ä(orientation relationship)ņØä ņ¢╗ņØä ņłś ņ׳ļŗż.
ņØ┤ļŖö K-S(Kurdjumov-Sachs) ļ░®ņ£äĻ┤ĆĻ│ä
111 M 23 C 6 Ōłź 110 ╬▒ 110 M 23 C 6 Ōłź 111 ╬▒
0.10CļŖö 0.09CņŚÉ ļ╣äĒĢśņŚ¼ ļ¦ÄņØĆ ņ¢æņØś Cr-rich M23C6Ļ░Ć Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņäØņČ£ĒĢśņśĆļŗż(ĻĘĖļ”╝ 6b, 6f). ņäØņČ£ļ¼╝ņØ┤ ņŻ╝ļ│Ć ĻĖ░ņ¦Ć Ļ▓░ņĀĢļ”ĮĻ│╝ ņĀĢĒĢ® ļśÉļŖö ļ░śņĀĢĒĢ® Ļ┤ĆĻ│äļź╝ ņØ┤ļŻ©ļ®┤ Ļ│äļ®┤ņŚÉ strain fieldĻ░Ć ĒśĢņä▒ļÉśĻ│Ā, Ļ▓░ņĀĢļ”ĮĻ│ä ļ░Å ņĀäņ£äņØś ņØ┤ļÅÖņØä ļ░®ĒĢ┤ĒĢśņŚ¼ Ļ░ĢĒÖöĻ░Ć ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. ĒŖ╣Ē׳ ņĀĢĒĢ® ļśÉļŖö ļ░śņĀĢĒĢ® Ļ│äļ®┤ņØĆ Ļ▓░ņĀĢļ”ĮĻ│ä ņØ┤ļÅÖĻ│╝ ļ»Ėļüäļ¤¼ņ¦É ļō▒ņØä ļ░®ņ¦ĆĒĢśņŚ¼ Ļ▓░ņĀĢļ”ĮĻ│ä Ļ░ĢĒÖö ĒÜ©Ļ│╝ļź╝ ļéśĒāĆļé┤ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [10,11]. ļö░ļØ╝ņä£ ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ Cr-rich M23C6 ņäØņČ£ļ¼╝ņØĆ Ļ│Āņś©Ļ░ĢļÅä ņ”ØĻ░ĆņŚÉ ĻĖ░ņŚ¼ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ĒĢ£ĒÄĖ 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹ ļé┤ ņĪ┤ņ×¼ĒĢśļŖö ņé░ĒÖöĻ░£ņ×¼ļ¼╝ņØĆ Ļ│Āņś© ņØĖņןņŗ£ĒŚś ņŗ£ ļ»ĖņäĖĻĖ░Ļ│ĄņØä ņāØņä▒ņŗ£ņ╝£ņä£ ņŚ░ņŗĀņ£©ņØ┤ ņĀĆĒĢśļÉ£ļŗżĻ│Ā ņäżļ¬ģĒĢśņśĆļŗż (ĻĘĖļ”╝ 5). ĻĘĖļ¤¼ļéś, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ĒĢ®ĻĖłņäżĻ│äĒĢ£ 0.10C ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ļŖö ĻĖ░ņ¦ĆņÖĆ ņĀĢĒĢ® ļśÉļŖö ļ░śņĀĢĒĢ®ņØä ņØ┤ļŻ©ļŖö Cr-rich M23C6 ņäØņČ£ļ¼╝ņØ┤ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ļ¦ÄņØ┤ ļČäĒżļÉśņ¢┤ ņ׳ņ¢┤ņä£, Ļ│Āņś© ļ│ĆĒśĢņŚÉņä£ ļ»ĖņäĖĻĖ░Ļ│ĄņØś ņä▒ņןĻ│╝ ņĀäĒīīļź╝ ņ¢┤ļĀĄĻ▓ī ĒĢśļŖö ņŚŁĒĢĀļÅä Ļ░ĆļŖźĒĢśļŗż. ļö░ļØ╝ņä£ 0.10C ņŗ£ĒÄĖņØĆ 0.09C ņŗ£ĒÄĖļ│┤ļŗż ņŚ░ņŗĀņ£©ņØ┤ ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż [22,23].
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŚ┤ņŚŁĒĢÖņĀü ņŗ£ļ«¼ļĀłņØ┤ņģśņ£╝ļĪ£ Ļ│Āņś©ļ¼╝ņä▒ņØä Ļ░£ņäĀĒĢĀ ņłś ņ׳ļŖö 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØä ĒĢ®ĻĖłņäżĻ│ä ĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ĒĢ®ĻĖłņäżĻ│ä ĒĢ£ ņÜ®ņ░®ĻĖłņåŹņØś Ļ│Āņś©ņØĖņן ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā, TEM ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņäØņČ£ļ¼╝ņØä ļ╣äļĪ»ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØä ņĪ░ņé¼ĒĢśņŚ¼ Ļ│Āņś©ļ¼╝ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśņśĆļŗż.
(1) ņÜ®ņ░®ĻĖłņåŹņØś Cr-rich M23C6 ņäØņČ£ļ¼╝ ņ”ØĻ░Ćļź╝ ņ£äĒĢśņŚ¼ Cļź╝ 0.09 ņŚÉņä£ 0.10ņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£ĒéżĻ│Ā, Z-phase ņāØņä▒ņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ NņØä 0.04ņŚÉņä£ 0.02Ļ░Éņåīņŗ£ņ╝£ ĒĢ®ĻĖłņäżĻ│äļź╝ ĒĢśņśĆļŗż.
(2) 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØĆ ņāüņś©ņŚÉņä£ 0.10CĻ░Ć 0.09CņŚÉ ļ╣äĒĢśņŚ¼ ņØĖņןĻ░ĢļÅäļŖö ļåÆĻ│Ā ņŚ░ņŗĀņ£©ņØ┤ ļé«ņØĆ Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ¤¼ļéś 600 oCņŚÉņä£ļŖö 0.10CĻ░Ć 0.09C ļ│┤ļŗż ņØĖņןĻ░ĢļÅäĻ░Ć ļåÆņĢśĻ│Ā, ņĢäņÜĖļ¤¼ ņŚ░ņŗĀņ£©ļÅä ĒĢ©Ļ╗ś ņ”ØĻ░ĆļÉ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż.
(3) ņŚ┤ņŚŁĒĢÖ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ┤ņä£ C ĒĢ©ļ¤ēņØä ļåÆņØ┤Ļ│Ā ĒĢ®ĻĖłņäżĻ│äļź╝ ĒĢ£ 0.10C 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØĆ Cr-rich M23C6 ņäØņČ£ļ¼╝ ļČäņ£©ņØ┤ ņ”ØĻ░ĆļÉśņŚłĻ│Ā, ņØ┤ ņäØņČ£ļ¼╝ņØĆ ņ×ģĻ│äņØś ņØ┤ļÅÖņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ 0.10CņØś ļלņŖż ļæÉĻ╗śļŖö 0.09C ļ│┤ļŗż ņ×æņĢśļŗż. ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņāüņś© ļ░Å Ļ│Āņś© Ļ░ĢļÅäĻ░Ć Ē¢źņāüļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Cr-rich M23C6ļŖö ņŻ╝ļĪ£ Ļ▓░ņĀĢļ”ĮĻ│ä ĻĘĖļ”¼Ļ│Ā (V, Nb)-rich MX ņäØņČ£ļ¼╝ņØĆ ņŻ╝ļĪ£ Ļ▓░ņĀĢļ”Į ļé┤ņŚÉ ņ£äņ╣śĒĢśĻ│Ā ņ׳ņŚłļŗż.
(4) ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ 9Cr-1Mo-V-Nb ņÜ®ņ░®ĻĖłņåŹņØś Ļ│Āņś© ļ│ĆĒśĢ ņŗ£ņŚÉņä£ļŖö ĻĖ░ņ¦ĆņÖĆ ņĀĢĒĢ® ļśÉļŖö ļ░śņĀĢĒĢ®ņØä ņØ┤ļŻ©ļŖö Cr-rich M23C6 ņäØņČ£ļ¼╝ņØ┤ ņé░ĒÖöĻ░£ņ×¼ļ¼╝ņŚÉ ņØśĒĢ┤ ņāØņä▒ļÉ£ ļ»ĖņäĖĻĖ░Ļ│ĄņØś ņä▒ņןĻ│╝ ņĀäĒīīļź╝ ņ¢┤ļĀĄĻ▓ī ĒĢśņŚ¼ ņŚ░ņŗĀņ£©ņØ┤ ļŖśņ¢┤ļéśļŖö Ļ▓āņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.