1. 서 론
최근 자동차 산업에서는 자동차 연비 기준 강화 및 충돌안전성 규제 강화로 인하여 초고강도강판 (UHSS, ultrahigh strength steel)의 사용비율이 급격히 증가하고 있다. 초고강도강판의 종류는 2상조직(DP, dual phase)강, 변태유기소성(TRIP, transformation induced plasticity)강 등이 있으며, 그 중 TRIP강은 고강도, 고성형성을 동시에 만족시키는 대표적인 초고강도강판이다 [1-6].
자동차 접합기술은 차량 경량화 이슈에 맞춰 마찰교반용접(friction stir welding), 레이저용접(laser welding), 기계적 체결(self-pierce riveting)과 같은 다양한 접합 기술이 개발되고 있으나 자동화를 통한 대량 생산 및 생산속도 향상에 의한 경제성을 고려하면 저항 점용접(RSW, resistance spot welding)이 가장 큰 비중을 차지하고 있다 [7-10].
자동차 산업의 생산라인 공정은 연속적인 용접이 이루어지며, 저항 점용접 연속타점 수명평가(electrode life)는 도금 또는 비도금 강판에 대하여 용접이 연속적으로 이루어질 때 전극의 열화정도 및 용접 품질에 미치는 영향을 평가하는 방법으로 많은 연구에서 사용되었다 [11-17]. 연속타점 수명평가의 기준은 피용접 강판의 얇은 두께를 기준으로 용접 후 측정한 임계 너깃 직경(critical nugget size) 이하 전까지 시행될 수 있는 용접의 횟수이며, 2~3000 타점 이상의 용접을 수행한 후, 용접성 평가를 진행하는 것으로 보고되어 왔다 [13-17].
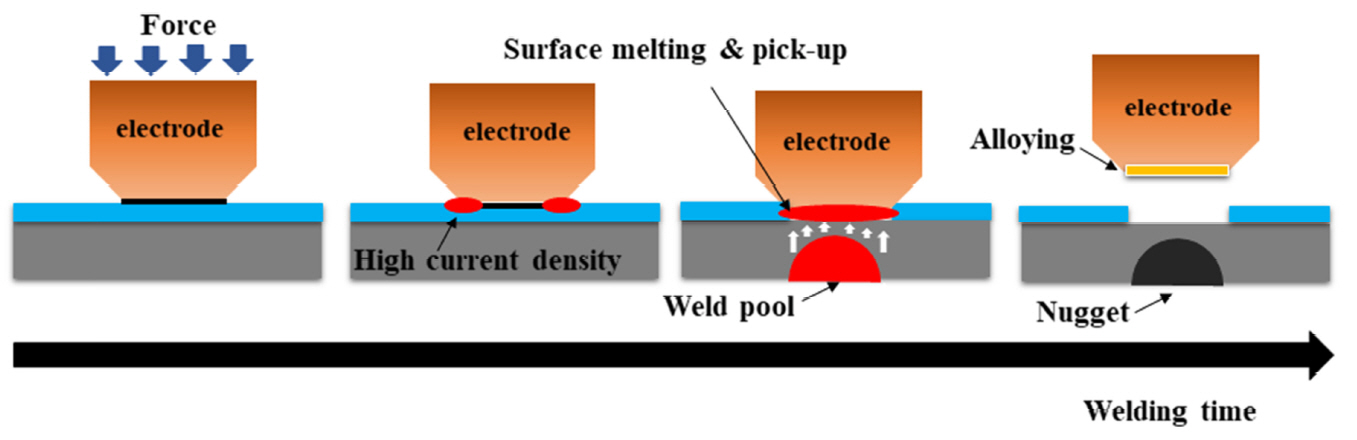
특히, 아연 도금 강판의 경우 비도금 강판과는 달리 Zn 도금층과 동합금 전극 사이에서 합금성분의 상호확산이 지속적으로 발생함에 따라 전극 선단경의 성장 기구가 그림 1처럼 3단계로 진행된다. 1단계는 초기 전극 팁 직경(점선)이 기계적 가압에 의해 마모가 발생하여 전극의 길이가 감소하고 선단경 크기가 증가한다(직선). 2단계는 전극 팁 끝단에서 “wing”의 형태로 아연 도금층이 흡착(Pick-up)되어 합금화가 발생하게 된다. 마지막으로 3단계는 이러한 전극 마모와 전극과 판재 사이 합금화가 연속적인 용접에 의해 반복적으로 발생한다. 즉, 연속적인 용접에 의해 전극 길이가 감소하고, 접촉면적 증가와 함께 전극 끝단에 버섯 모양으로 변형되는 mushrooming이 발생하여 타점 수가 증가할수록 용접성이 저하되는 것으로 보고되고 있다 [13].
Son[11] 등은 590 MPa급 전기아연 도금된 TRIP강과 Al-Si 도금 핫스탬핑 강의 저항 점용접 연속타점 수명평가를 통해 두 판재 적용 전극 모두에서 합금화가 발생하였으나 Al-Si 도금 핫스탬핑강의 경우 3000 타점까지의 전극수명을 가지며 이는 Al-Si 도금층의 높은 용융온도에 기인하는 것으로 보고하였다. Seo[12] 등은 이종조합의 저항점용접 연속타점 시 적응제어 알고리즘을 적용하여 발열을 억제하여 연속타점 수명이 개선된 사례를 보고하였다.
초고강도강판은 저항 점용접 시 높은 강성에 의해 판재와 전극 간의 접촉면적이 연강 대비 크지 않고 불규칙적이기 때문에 양호한 용접성 확보를 위해서는 연강 대비 상대적으로 높은 가압력이 요구된다. 또한 고강도화를 위한 합금성분 추가로 비저항이 크므로 저항 점용접시 높은 발열과 너깃 성장이 초기 용접부터 발생하며 중간날림(expulsion) 및 판재와 전극 사이의 융착 (sticking)이 많이 발생한다 [18]. 특히, 연속적인 용접 공정에서 초고강도강판의 용접 특성은 판재의 높은 합금 성분 및 소재와 전극계면에서의 발열 때문에 연강의 연속타점 용접 특성과 전극의 합금화 및 용접품질 등에 차이가 존재할 것으로 판단된다. 기존의 1.0 GPa급 이상 초고강도강판 저항 점용접 품질 평가에 관한 연구에서는 Al-Si 도금 핫스탬핑 보론강판의 연속타점 수명 평가 연구가 일부 보고되고 있으나 [19], 연속타점 평가 후 너깃 직경, 전단인장강도 및 전극합금화 현상 등의 접합 특성 평가만을 연구하였으며, 아연도금 초고강도강 저항 점용접 연속타점 수명평가시 전극의 열화 거동 특성 및 용접품질의 상관관계에 대하여 구체적인 연구는 진행되지 않았다. 따라서 본 연구에서는 합금용 융아연도금(Galva-annealed, GA) 초고강도강판 동종 2겹 조합의 저항 점용접 연속타점 수명평가를 수행하고 용접타점 수 증가에 따른 전극의 합금화 및 열화 현상을 고찰하고자 한다. 특히 전극의 합금화 현상과 전극 형상변화 등이 연속타점 증가 시 저항 점용접부 품질에 영향을 미치는 영향에 대해 고찰하고자 한다.
2. 실험 방법
2.1 저항 점용접 평가
본 실험에 사용된 재료는 두께 1.2 mm의 합금화아연이 도금된 1180 MPa급 TRIP강(C = 0.15 wt%)이며, 재료의 화학조성 및 도금층의 성분을 표 1에 나타내었다.
본 실험에서는 정전류제어의 MFDC 저항 점용접기, 하부 전극 정치식 타입의 건을 사용하였다. 냉각수는 순환 쿨러를 사용하여 6 L/min의 냉각 속도로 상. 하부 전극에 일정하게 공급하였으며 전극은 선단경 지름이 6.0 mm인 돔(dome) 형태의 Cu-Cr 전극을 사용하였다. 실험 전 용접에 사용될 시험편 표면은 불순물 및 윤활유 제거를 위해 알코올 세척을 진행하였다.
저항 점용접 공정조건은 ISO-18728-2(2004)를 기준으로 설정하였으며 과입열에 따른 중간날림의 발생이나 전극과 판재의 융착이 발생하는 용접전류조건을 Imax로 설정 후 Imax - 200 A의 전류 값을 연속타점 전류조건으로 설정하였으며, 전류를 제외한 용접 조건들은 표 2에 나타내었다.
2.2 연속타점 수명평가
연속타점 수명평가는 30타점 간격으로 그림 2와 같이 40 × 150 mm 크기의 쿠폰으로 너깃경(nugget size), 전단인장하중(peak load) 변화를 관찰하기 위한 시험편을 각각 3개씩 제작하여 수행하였습니다. 연속타점 중 전극 선단경은 판재의 표면에 카본지(carbon paper)를 부착하고 전류통전 없는 상태에서 가압력만을 부가하여 기계적인 접촉에 의해 발생하는 면적을 측정하였다. 이는 용접 중 전기가 통전 되는 영역을 정확하게 나타내지는 않지만 일반적으로 근사치로 간주한다 [20]. 전극의 합금화 및 열화 특성은 단일 실험 중에 열화 전극의 채취 및 관찰이 불가능하기 때문에, 동일한 환경 및 용접조건에서 90, 180, 270 타점을 각각 연속적으로 용접한 후 열화 된 전극을 분리 후 합금화 및 형상 변화에 대한 분석을 진행하였다. 연속타점 저항 점용접에 의해 발생하는 극심한 전극 열화를 예방하기 위하여 분당 15타점의 시간 주기로 용접을 진행하였다
2.3 용접성 평가
용접 후 너깃의 크기는 용접부를 수직방향으로 절단한 후 마운팅하여 단면을 연마하고 Picric acid 용액(picric acid (3 g) + HCl (1 ml) + alcohol (100 ml))에서 수 초간 에칭 후 광학현미경(OM, Optical macroscope)으로 관찰하였다. 경도분포는 비커스 경도기를 이용하여 0.2 mm 간격으로 하중 500 g에서 10 초간 유지하여 측정하였으며, 인장전단하중 실험은 10 ton 용량 만능시험기로 3 mm/min의 변형속도로 실시하여 연속타점 별 시험편에 대한 파단하중을 측정하고, 인장시험 후 파단 시험편들의 파단 양상을 실체현미경으로 관찰하였다. 연속타점 (90, 180, 270 및 360 타점) 후 각 전극들의 선단부 등고선은 광학현미경(Optical microscope)로 100배 배율의 전극 이미지를 확보한 후 Image ProTM 프로그램으로 선단부를 따라 좌표데이터를 추출하여 제작하였다. 또한 합금화 현상의 분석은 전자 프로브 x선 마이크로 애널라이저(EPMA, electron probe micro analyzer)를 이용한 선 분석(line scanning)을 실시하였다.
3. 결과 및 고찰
3.1 초고강도강 용접부 특성
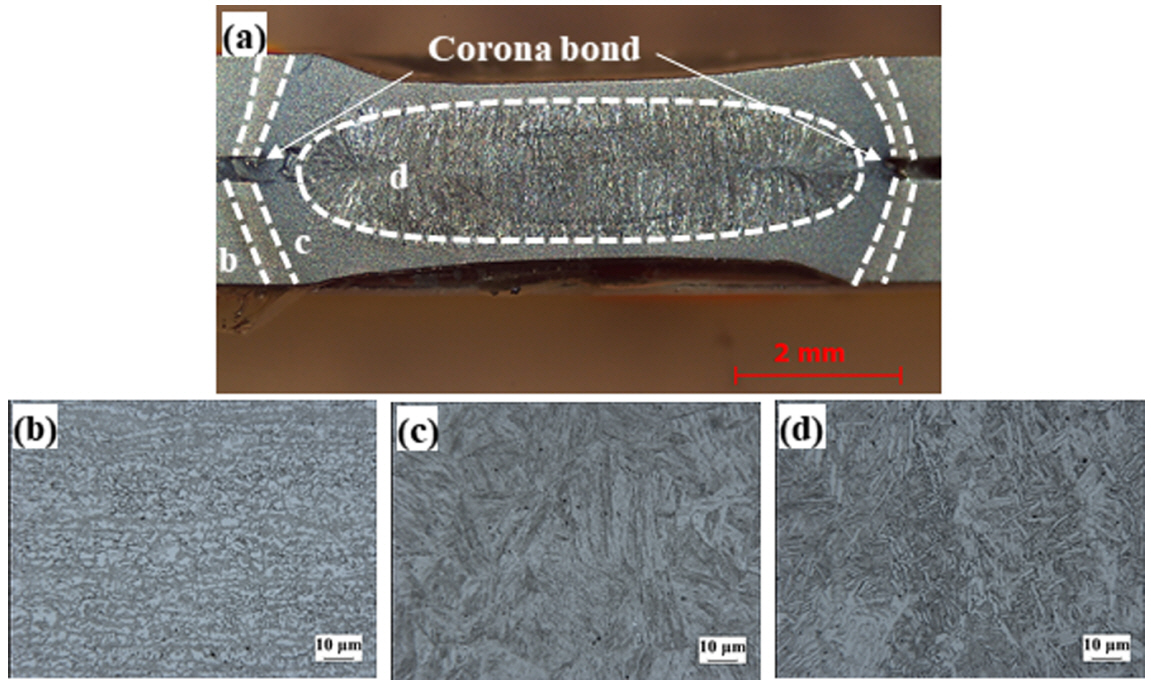
연속타점 수명평가 전 적정 용접 전류(Imax -200 A)를 도출한 후 저항 점용접 적용 시험편으로 용접부 미세조직 및 전단인장 시험을 실시하였다. 그림 3(a)는 용접전류 8.0 kA에서 저항 점용접 후 용접부 단면 매크로조직이다. 용접된 시험편의 너깃 직경은 약 6.64 mm이며 그 주변으로 열영향부(HAZ, heat affected zone)와 코로나 본드(corona bond)가 관찰되었다. 그림 3(b)는 모재 영역으로 (그림 3(a)의 “b” 표시영역) 흰색의 페라이트(ferrite)상을 비롯하여 베이나이트(bainite)와 마르텐사이트(martensite) 그리고 잔류오스테나이트(retained austenite)가 혼재된 일반적인 TRIP강의 미세조직을 보여준다. 그림 3(c)는 열영향부 조직으로써 조대 결정립 형상 (Prior Austenite Grain; PAG) 내에 침상 마르테사이트 조직들로 구성되어 있다. 그림 3(d)는 용융부 영역으로 침상 마르텐사이트가 응고조직 내에 분포하고 있다. 저항 점용접에서는 전극을 순환하는 냉각수에 의한 냉각효과로 통전시간 (weld time) 직후 전극유지 (hold time) 시간 동안 상변태 구간인 800 °C~500 °C 사이에서 약 3000 °C/sec의 냉각속도를 가지므로 용융부와 열영향부에 형성되는 조직은 마르텐사이트가 대부분인 것으로 알려져 있다 [21].
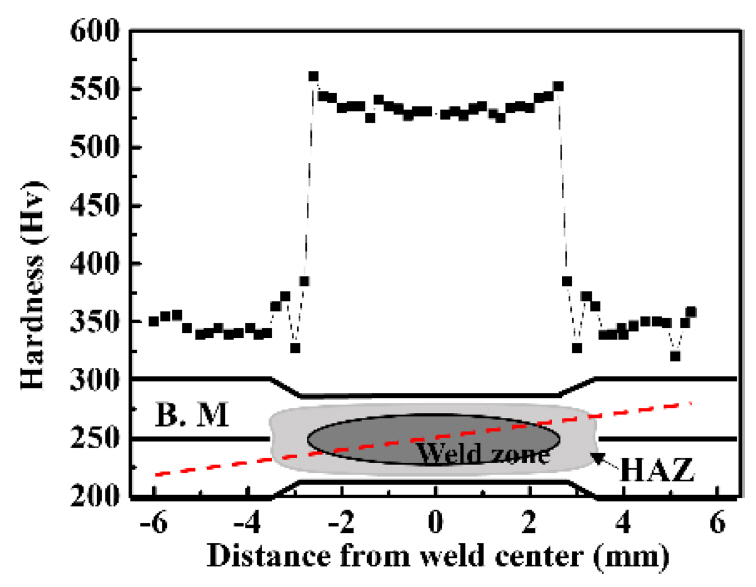
저항 점용접부 단면에 대한 동일 시편의 용접부 경도 분포를 그림 4에 나타내었다. 마르텐사이트 조직으로 형성된 용용부와 열영향부 경도는 약 530 Hv이며, 모재 경도는 약 350 Hv로 용융부의 높은 마르텐사이트 분율에 의해 높은 경도 값을 보이는 것으로 판단된다. 저항 점용접부 용접품질 평가의 다른 방법으로 전단인장시험이 있으며, 해당 판재에서 요구하는 규격상의 최대하중은 9.42 kN (KS B 0850)이상이며, 시험 결과 최대하중 값이 약 10.9 kN으로 규격을 만족하였다. 전단인장시험 결과에 대한 Peak load와 displacement 곡선을 그림 5에 시험과정에서의 시험편 변형 양상과 함께 도시하였으며, 외부 하중에 대하여 최대하중까지 급격한 증가와 함께 소성변형은 거의 발생 없이 바로 파단으로 이행되며 이는 대부분의 고강도 강판의 저항 점용접부 전단인장 시험과 유사한 결과이다 [22]. 이상의 결과들을 토대로 TRIP1180강판의 연속타점 수명평가를 실시하여 용접성 평가를 수행하고, 전극의 합금화 및 열화 특성을 관찰하였다.
3.2 연속타점 수명평가
3.2.1 너깃경 변화 및 전단인장강도
기존의 연구결과들은 아연 도금된 연강의 저항 점용접 연속타점 수명평가 결과 용접타점이 증가할수록 너깃경이 감소하는 경향을 보이고, 2000 ~ 3000 타점 이후에 너깃경이 임계 직경 이하가 되어 용접부 전단인장강도 또한 감소하는 것으로 보고하고 있다 [10-13].
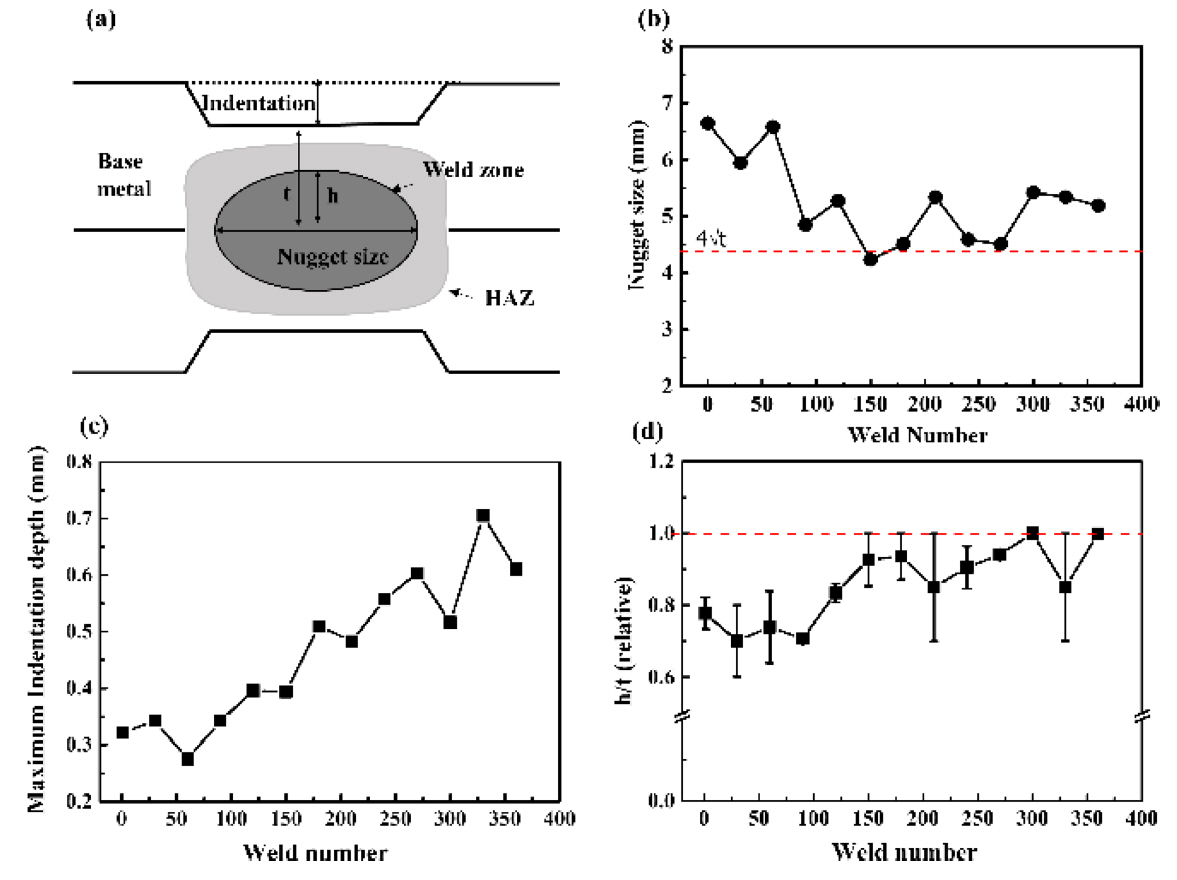
본 연구에서의 연속타점 수명평가는 자동차 차체 양산 라인에 점용접 전극 관리를 위해 수행하는 팁 드레싱 주기를 감안하여 300 타점 전후로 수행하였고, 본 실험에서는 360 타점 이상에서 판재 계면에서의 과도한 중간날림과 전극과 판재 계면에서 융착이 발생하여 실험을 중단하였다. 그림 6은 연속타점 수명평가를 수행 후 30 타점 간격으로 채취한 용접 시험편에 대한 너깃경 변화 특성 결과이다. 그림 6(a)의 용접부 단면 모식도는 그림 6(b), 6(c) 및 6(d)에서 타점수에 따른 각각의 측정 기준 값의 개략도를 도시한 것이다. 너깃경은 용접부 단면에서 판재 두께의 수직방향으로 최대 길이이며, 압흔깊이(indentation depth)는 저항 점용접 후 모재 표면 기준에서 오목하게 압입된 최대 깊이, 너깃 깊이(h)는 상부 판재 대상 용융부 너깃의 판재 두께방향 깊이를 용융부 중심 기준으로 측정한 값, 용접 후 소재 높이(t)는 용접 후 압흔 된 판재표면에서 너깃 중심부까지의 길이로 각각 정의하였다. 그림 6(b)의 너깃경 변화는 초기 1 타점부터 60 타점까지 6 mm 이상의 너깃직경이 관찰되고, 90 타점 이후로는 너깃경이 5 mm ± 0.9로 불규칙적인 양상을 보인다. 150 타점을 제외한 모든 타점에서 최소 기준인 4 t
그림 6(d)는 용접타점 수에 따른 h/t 비율을 나타낸 것으로 상, 하부에 대해 모두 측정하여 평균한 값을 사용하였다. h/t 비율은 초고강도강의 발열 특성과 냉각능을 알아볼 수 있는 간접적인 지수로서, h/t 비율이 1에 가까울수록 용접 시 용융되는 영역이 판재의 표면까지 도달한 것을 의미하며, 전극의 냉각능이 감소하거나, 전극과 판재사이의 발열이 큰 것을 예상할 수 있다. 타점 수가 증가할수록 h/t는 증가하였고, 150타점 후에는 비율이 1이 되는 구간이 다수 발생하였다. 앞서 언급한 압흔의 증가는 t의 감소를 의미하며, 초고강도강의 연속타점 시 높은 전극과 판재사이의 발열에 의해 융착과 중간날림이 발생하여 전극의 냉각능이 감소하고 과한 압흔에 의해 h/t가 증가한 것으로 판단된다.
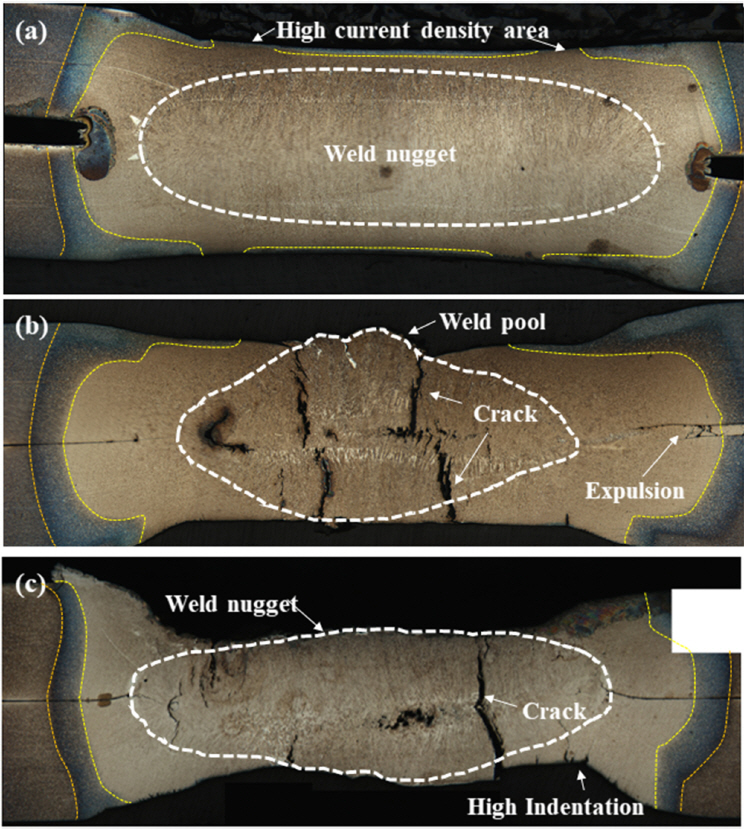
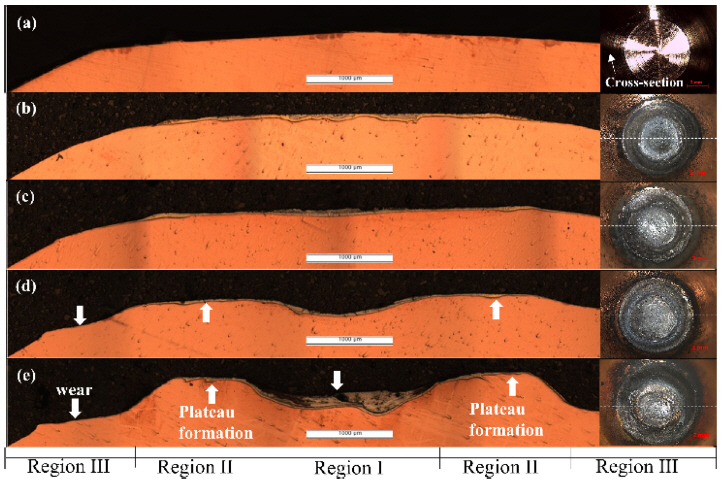
그림 7은 1 타점과 150 타점(최소 너깃 기준 불만족) 그리고 최종 용접인 360 타점의 점용접부 단면을 광학현미경으로 관찰한 결과이다. 그림 7(a)는 전형적인 초고강도강의 저항 점용접부 단면으로 용융부(흰색 점선), 열영향부(노란색 점선)및 모재부(주황색 점선)가 각각 명확하게 구분이 되고, 소재 두께 방향으로도 너깃이 성장하며 용융라인과 판재 표면 간의 간격 (그림 7(a)에서 t – h 값)이 작은 것을 관찰하였다. 또한, 판재와 전극의 접촉 면적 중 모서리 부분 해당하는 영역의 경우 미세조직에 차이를 보이고 있어, 이는 높은 전류밀도(current density) 영역으로 추정된다. 이는 초고강도강의 점용접 시 연강과는 달리 판재와 전극사이에 접촉 불균일로 국부적인 발열량의 차이가 존재할 것으로 유추가 가능하다. 이러한 국부적 표면 발열의 발생이 지속될 경우 판재 표면 용융 또한 국부적으로 진행될 가능성이 매우 높다. 150 타점 후 용접부 단면에서 국부적 발열과 표면 용융의 결과로 내부에 균열(crack)이 다수 존재하고, 용용부 형상이 타원이 아닌 용융 너깃부가 판재 두께방향으로 돌출되었다(그림 7(b)). 이는 그림 6(d)에서 용접타점수에 따라 h/t의 값이 1에 근접하는 결과와 잘 부합한다. 과다 융착 현상의 형성 기구는 1) 용융너깃 형성 과정에서 높은 전류밀도에 의해 판재 표면에 용융이 발생하고, 2) 융착 현상에 의해 일부 용융금속이 전극으로 이행되어 두께 방향으로 너깃 돌출이 형성되며, 3) 최종적으로 판재 외부로 돌출된 용융풀에 의해서 전극표면의 합금화가 더 심화되는 프로세스를 거치게 된다. 또한 360 타점 후 용접부 (그림 7(c))는 그림 7(a)와 달리 전극과 판재 사이에 열영향부 영역이 존재하지 않고 용융 너겟이 표면으로 노출되며, 과다한 압흔과 다수의 결함이 발생하였다. 그림 8에 초고강도강 저항 점용접 연속타점 시 전극과 판재사이의 국부적 합금화 및 융착 거동 모식도를 나타내었다. 초기 가압시 판재표면과 전극의 국부적으로 접촉불량이 발생하고, 전류가 통전 되면 판재에 접촉된 전극의 모서리 부분에서 높은 전류밀도에 의한 국부적 발열이 발생하며, 너깃이 형성되는 과정에서 전극과 판재사이에도 표면 용융 혹은 융착이 발생한다. 마지막으로 융착에 의한 국부적 합금화가 발생하는 것으로 사료된다.
일반적으로 저항 점용접시 너깃경의 크기는 접합강도에 직접적인 영향이 있으며 용접부 내 결함의 존재 여부 와도 상관관계가 있다고 보고되고 있다 [6,7,12]. 그림 9를 보면 전단인장강도의 변화는 150 타점까지 10 kN 이상을 유지하다가 이후부터 초기 하중 대비 80% 이하(적색 점선)로 감소하였고, 300 타점 이후로 소폭 증가하였으나 그 값이 150 타점 이전의 강도 값에는 미치지 못하였다. 그림 10은 각 타점별 전단인장시험 샘플 파단 후 파단모드를 관찰한 결과이다. 180 타점 이후로는 부분 계면파단이 다수 발생하였고, 중간날림의 흔적도 관찰되었다. 이는 앞서 너깃경분석을 통해 용접부 내부에 다수의 결함 및 큰 압흔깊이 등이 중간날림과 관계 있는 것으로 사료된다.
결과적으로 용접 타점 수가 증가함에 따라 너깃경이 감소하고 용접부 내부에 다수의 결함균열이 발생된 것이 관찰되었다. 이로 인해 응력집중의 영향 및 과소 너깃 직경에 의한 load carrying capacity”가 감소하여 최종적으로 파단에 이르는 전단인장강도가 감소한 것으로 판단된다.
3.2.2 전극 선단경 변화 분석
상기에서 언급한 불규칙적인 너깃의 크기 및 용접부 내부 다수 결함이 발생한 원인 규명을 위해 각 타점 별 전극 선단부의 변화를 분석하였다. 기존 연구자들 결과는 아연 도금 강판의 연속타점수명평가에서 전극 선단부 면적은 초기 수백 타점 이내에 선단경이 급격히 증가하는 Primary stage 와 전극의 성장 구배가 완만한 Secondary stage 단계로 총 2단계로 나뉜다고 보고하고 있다 [4,10].
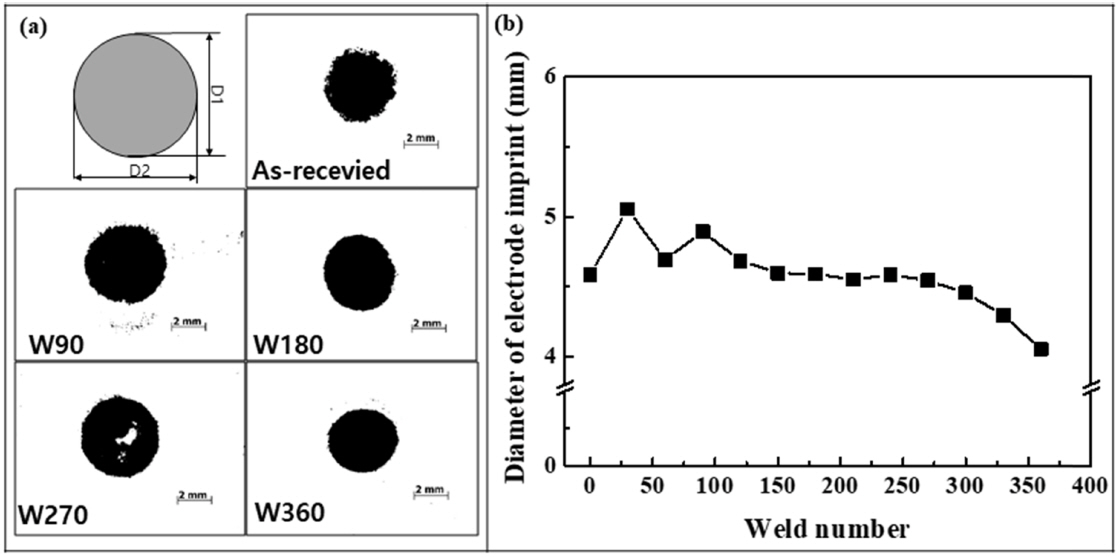
그림 11은 카본지를 이용하여 초고강도강의 연속타점 수명평가 시 전극 선단경을 30 타점 간격으로 측정한 결과값이다. 선단경은 카본지에 표시된 면적을 수직(D1), 수평(D2)방향으로 측정 후 2로 나누어 평균값을 도출하였다. 판재와 전극 사이의 접촉 면적은 90 타점까지 증가와 감소가 반복되다가 120 타점 이후 감소하였고 240 타점 이후부터 초기 접촉 면적인 4.6 mm 이하로 감소하였다. 또한, 270 타점 카본지에서는 전극 중앙부와 판재의 부분적 비접촉 영역이 관찰되었다. 이러한 결과는 기존에 알려진 일반적인 연속타점 수에 따른 전극의 마모 및 열화 거동과는 큰 차이가 있다. 저항 점용접의 대표적인 식(1)에 의하면 용융부의 열량은 줄의 법칙(Joule’s low)에 의해 전류, 시간, 저항을 고려해야 하며, 그 중 저항은 전류가 흐르는 단면적 변화에 따라 변화하게 된다 [4].
여기서 Q는 열량(joules), I는 전류(amperes), t는 시간(seconds)을 의미한다. 발열량(Q)은 전류의 제곱에 비례하고, 통전시간(T)에 비례하는 것으로 보고되고 있다. 본 연구에서는 점용접 공정 조건들이 동일하게 적용되었기 때문에 저항값(ρ L A
3.2.3 전극 열화거동 및 합금층 분석
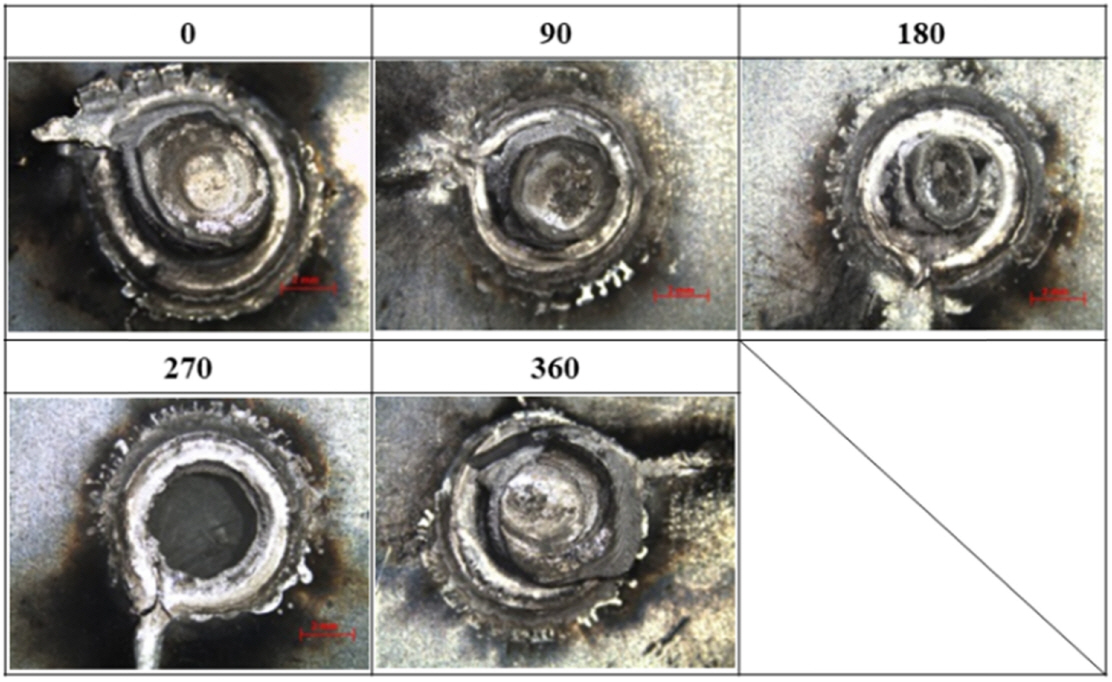
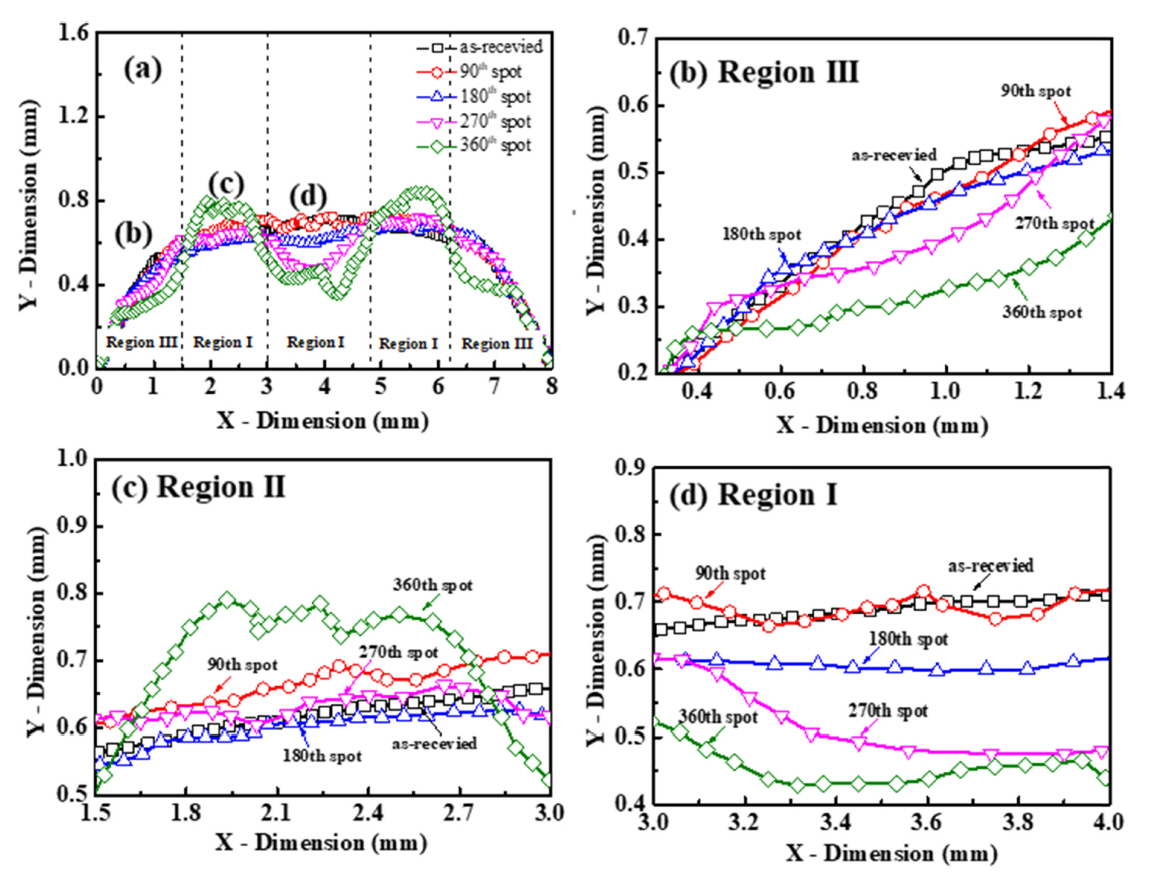
전극 선단경이 타점 수 증가에 따라 감소하는 경향을 고찰하고자 전극 단면부를 분석하였다. 그림 12는 동일한 용접조건 및 환경에서 각각 90, 180, 270, 360 타점 후의 전극들을 채취하여 단면부를 분석한 것이다. 그림 12(a)부터 12(e)까지 타점 수가 증가할수록 선단면 형상에 변화가 관찰되었고, 이러한 형상의 변화는 360 타점 후 전극 (그림 12(e))을 기준으로 전극 중심부에 움푹 파인 영역 (영역 I), 돌출된 영역 (영역 II), 최외각부에 마모된 영역 (영역 III) 등 총 세 영역들로 나눌 수 있다. 그림 12(b)와 그림 12(c)에서 점용접 타점이 증가할수록 전극의 선단면에 중심부인 영역 I과 영역 II의 Zn-Cu합금층이 존재한다. 이는 점용접 시 영역 I과 영역 II에서만 판재의 아연도금층이 전극표면과 높은 발열에 의한 반응의 존재를 간접적으로 설명할 수 있다. 270 타점(그림 12(d))에서 영역 II의 단면 높이가 영역 I과 영역 III보다 상대적으로 높아지고, 상대적으로 외각부인 영역 III은 곡선 형태의 전극 외각부가 평평하게 변형된 되었다. 360 타점(그림 12(e))에서 영역 II의 변형된 폭이 더 높아지고 좁은 것으로 확인하였고, 전극 중심부에 움푹 파이는 영역(영역 I)이 넓고 깊어진 것을 알 수 있다. 이러한 전극의 높고 낮음을 정확하게 분석하기 위하여 전극 선단부 등고선을 그림 13에 나타내었다. 그림 13(a)는 각 타점별 용접 전극 선단면 등고선들을 나타낸 것이며, 그림 13(b)부터 13(d)는 전극의 절반을 나누어 각 영역별로 등고선을 나타낸 것이다. 그림 13(b)는 전극 최외각부인 영역 III를 나타낸 것이며 타점 수 증가에 따라 용접 전 전극(-□-)보다 360 타점 후 전극(-◇-)이 마모가 발생하여 전극 길이방향으로 최대 0.3 mm 감소하는 것을 확인하였다. 영역 II는 길이방향으로 타점 수에 따라 미세하게 증가하다가 270 타점 후 급격하게 증가하는 것을 관찰하였다(그림 13(c)). 그림 13(d)를 보면 영역 I은 타점 수가 증가할수록 용접 전 전극보다 0.3 mm 정도 감소한 것을 관찰하였다. 이는 용접 전의 전극과 360 타점 이후의 전극을 비교하였을 때, 영역 III에서 마모가 발생하였고 영역 II에서 전극이 볼록형상이 되며, 전극 중심부가 오목형상으로 변화된 것을 의미한다. 결과적으로, 이는 기존에 알려진 mushrooming 변형과 같이 합금화에 의한 전극 선단경이 증가하는 전극 열화와는 다른 외각부 마모와 융착 그리고 중심부 cavity가 복합적으로 발생하는 열화 거동을 보이는 것으로 판단할 수 있다. 이와 같은 열화 거동이 연속적인 점용접 시 반복적으로 발생하여 최종적으로는 중심부는 오목형상 그리고 중심부 외곽은 볼록형상 전극으로 형태가 변화하였고, 이러한 현상을 본 연구에서 “plateau formation”으로 명명하였다. 즉, 초고강도강의 연속타점 수명평가에 의해 돌출과 마모가 동시에 발생하는 열화 거동이 관찰되었고 이러한 결과는 그림 11에서 고찰된 전극 선단부가 감소하는 이유를 잘 설명하고 있다.
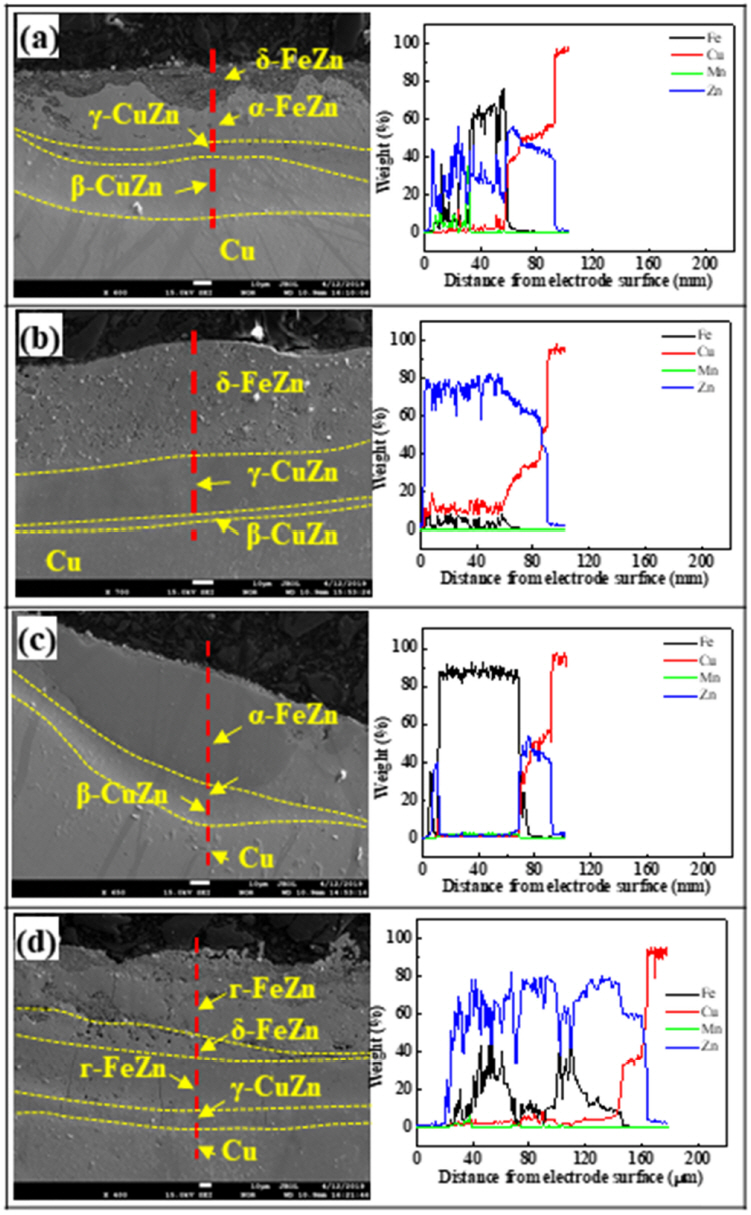
그림 14와 15는 타점수에 따른 전극의 영역 I와 II 합금층을 EPMA 선분석(line scanning)한 결과이다. 그림 14(a)를 보면 영역 II에서는 표면부터 г-FeZn에 이어 Zn의 함량이 많은 γ-CuZn 그리고 Zn의 함량이 감소된 β-CuZn 등의 합금층이 순서대로 관찰되었다. 관찰된 합금화층들은 용접 시 발생하는 Zn 도금층과 Cu-Cr 전극의 합금화에 생성된 층이 대부분이었으며, 최상위층에는 Fe와 Zn의 합금층이 관찰되었다 [25-27]. 그림 14(b)와 그림 14(c)처럼 180 타점 후와 270 타점 후의 합금층은 β-CuZn 층의 두께가 감소하고 γ-CuZn 층 두께가 증가하였다. 이는 지속적인 합금화 과정 중 합금층의 픽업과 소진이 반복적으로 발생하면서 변화한 것으로 판단된다. 또한, 그림 14(d)는 β-CuZn 위, 아래로 변형된 Cu 전극에 의한 합금층이 관찰되었는데 이는 전극과 판재 사이의 융착에 의해 볼록된 형상으로 변형되는 중 발생한 형상학적 변형으로 유추할 수 있다. 그림 15는 전극의 영역 I 합금층을 각 점용접타점별로 나타낸 것이다. 전극에서부터 표면까지 Copper – Beta Brass – Gamma Brass – Outer Layer 순으로 합금층이 구성되어 있으며, 타점 수 증가에 따라. Fe, Zn 합금층 두께가 40 μm 에서 160 μm 이상으로 증가하였다. 이는 지속적인 변형에 의해 돌출된 영역 II에 의해 영역 I은 판재와 접촉이 충분치 않아 냉각 기능이 저하되어 점용접부 판재 표면 용융에 의한 Fe 성분이 전극으로 과다 합금화 현상이 발생하였기 때문이다.
결론적으로, 초고강도 연속타점 수명평가 시 지속적인 합금화에 의해 전극 표면의 발열이 높아지고 융착과 중간날림에 의한 전극의 형상학적 변형과 야금학적 변형이 동시에 발생한 것으로 판단된다. 또한, 이러한 변형은 지속적인 선단부 직경을 감소시켜 접촉면적 감소와 그로 인한 중간날림 및 용접부 내 결함의 원인으로 사료된다.
4. 결 론
본 연구에서는 1180TRIP강의 연속타점 수명평가시 국부적인 전극 열화 현상이 용접 품질 저하에 미치는 영향에 대하여 연구하였으며, 다음과 같은 결론을 얻었다.
1) 연속타점 수명 평가를 진행한 결과, 초고강도강의 높은 강성 때문에 전극과 판재사이의 접촉면적이 국부적으로 발생하였고, 판재에 접촉된 전극 모서리 영역에서 높은 전류밀도로 인한 높은 발열을 야기시켰다. 용접이 진행되는 과정에서 전극-판재 계면에서 융착 또는 표면용융이 발생하여 전극에 합금화를 촉진시킨다. 이러한 특성에 의해 타점 수 증가에 따라 전극 중심부에만 Cu-Zn-Fe 합금층이 생성되었고, 반복적인 용접에 의해 이전의 연구와는 다른 전극의 열화 거동이 관찰되었다.
2) 전극 선단부 관찰 결과, 연속적인 용접 후 변형된 전극의 형상을 3가지의 영역으로 구분할 수 있었으며, 전극과 판재의 최외각부(영역 III)는 마모로 인한 형상학적 변형이 발생하였고, 전극 중심부는 국부적으로 높은 발열에 의해 합금화가 진행되었지만, 융착과 공공으로 인하여 타점수가 증가할수록 돌출되는 영역 II와 움푹 파이는 영역 I로 구별하였다. 이러한 형상을 “plateau formation”로 명명하였다.
3) “plateau formation”에 의해 초고강도강의 연속타점수명평가시 동일한 용접조건에서 전극의 선단경 감소가 전극과 판재 사이의 접촉면적을 감소시키면서 접촉 계면 사이의 통전 전류밀도가 증가하여 과한 발열량으로 인한 중간날림이 발생하였다.
4) 과도한 중간날림 및 융착에 의해서 너깃의 크기가 불균일하게 형성되고, 너깃부 내 결함이 다수 존재하는 것으로 관찰하였으며, 이는 전단인장강도 평가시 하중을 감소시키고, 계면파단이 발생하는 원인으로 작용하였다.