1. ņä£ ļĪĀ
NiĻĖ░ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł CMSX-4ļŖö Ļ│Āņś©ņŚÉņä£ ņé¼ņÜ®ļÉśļŖö ļ░£ņĀä ļ░Å ĒĢŁĻ│ĄņÜ® Ļ░ĆņŖżĒä░ļ╣ł ņŚöņ¦äņØś Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ņŚÉ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ļŖö Ļ│ĀņåŹņ£╝ļĪ£ ĒÜīņĀäĒĢśļ®┤ņä£ Ļ│Āņś©ņŚÉņä£ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ļģĖņČ£ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ░ņłśĒĢ£ Ēü¼ļ”¼Ēöä Ļ░ĢļÅäņÖĆ Ļ│Āņś©ņé░ĒÖö ĒŖ╣ņä▒ņØ┤ ņÜöĻĄ¼ļÉśļŖö Ēä░ļ╣łņŚöņ¦äņØś ņŻ╝ņÜö ļČĆĒÆłņØ┤ļŗż. Ļ░ĆņŖżĒä░ļ╣łņØś ĒÜ©ņ£©Ē¢źņāüņØä ņ£äĒĢ┤ņä£ Ļ░ĆņŖżĒä░ļ╣ł ņ×ģĻĄ¼ ņś©ļÅä(Turbine Inlet Temperature, TIT)Ļ░Ć ļåÆņĢäņ¦ĆĻ│Ā ņ׳ņ¢┤, ļåÆņØĆ ņØæļĀźĻ│╝ Ļ│Āņś©ņŚÉ ļģĖņČ£ļÉśļŖö Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ņØś ņś©ļÅä ņłśņÜ®ņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ĒĢ®ĻĖłņäżĻ│ä, ņŻ╝ņĪ░Ļ│ĄņĀĢ, ļāēĻ░üĻ│Ą ņäżĻ│ä, ļŗ©ņŚ┤ņĮöĒīģ Ļ│ĄņĀĢ ļō▒ Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ ņäżĻ│ä ļ░Å Ļ│ĄņĀĢ ņŚ░ĻĄ¼ Ļ░£ļ░£ņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ņØś Ļ│Āņś©ĒŖ╣ņä▒ņØä Ē¢źņāü ņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ņ¦äĻ│Ą ņĀĢļ░ĆņŻ╝ņĪ░ ļ░®ļ▓ĢņØ┤ ņĀüņÜ®ļÉśļ®░ Ļ▓░ņĀĢļ”ĮņØä ļŗżĻ▓░ņĀĢņŚÉņä£ ņØ╝ļ░®Ē¢ź ļ░Å ļŗ©Ļ▓░ņĀĢņ£╝ļĪ£ ņĀ£ņ¢┤ļÉśĻ│Ā ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ CMSX-4 ĒĢ®ĻĖłņØĆ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ ĒĢ®ĻĖłņ£╝ļĪ£ņä£ W, Ta, ĻĘĖļ”¼Ļ│Ā MoņÖĆ Ļ░ÖņØĆ Ļ│ĀņÜ®Ļ░ĢĒÖö ņøÉņåīļōżņØä ļŗżļ¤ē ņ▓©Ļ░ĆĒĢśņŚ¼ Ļ│Āņś©ņŚÉņä£ Ēü¼ļ”¼Ēöä Ļ░ĢļÅäņÖĆ ļ»ĖņäĖņĪ░ņ¦üņØś ņĢłņĀĢņä▒ņØä Ē¢źņāüņŗ£Ēé© ĒĢ®ĻĖłņØ┤ļŗż. ĒŖ╣Ē׳ Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ņØś Ļ░ĆņÜ®ņś©ļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö ReņØ┤ 3 wt% ņ▓©Ļ░ĆļÉśņ¢┤ ņĀ£ 2ņäĖļīĆ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ ĒĢ®ĻĖłņ£╝ļĪ£ ļČäļźśļÉśĻ│Ā ņ׳ļŗż [1,2]. ĻĘĖļ¤¼ļéś ReņØ┤ Ļ│╝ņ×ē ņ▓©Ļ░ĆļÉ£ ĒĢ®ĻĖłņŚÉņä£ļŖö Ļ│Āņś© ĒÖśĻ▓ĮņŚÉņä£ ņןņŗ£Ļ░ä ļģĖņČ£ļÉśņŚłņØä ļĢī ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņĀĆĒĢśņŗ£ĒéżļŖö TCP(Topologically close-packed) ņāü(Phase) ĒśĢņä▒ņØä ņ┤łļלĒĢśņŚ¼ ņØ┤ļź╝ Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ┤ Ru ņøÉņåīļź╝ ņ▓©Ļ░ĆĒĢ£ 4, 5ņäĖļīĆ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØ┤ Ļ░£ļ░£ļÉśņŚłļŗż [3-5].
ļŗżņ¢æĒĢ£ ĒĢ®ĻĖł ņøÉņåīļōżņØ┤ ņÜ®ĒĢ┤ļÉśņŚłņØä ļĢī, ņĢĪņāüņŚÉņä£ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżĒĢśņ¦Ćļ¦ī ņØæĻ│Ā ņżæņŚÉļŖö ņÜ®ņ¦ł ņøÉņåīļōżņØĆ ĒÅēĒśĢļČäļ░░Ļ│äņłś(k)ņŚÉ ļö░ļØ╝ņä£ ņ×¼ļČäļ░░ļÉśļ®░ ņØ┤ļŖö ļŗżņØī ņŗØņ£╝ļĪ£ Ēæ£ĒśäĒĢĀ ņłś ņ׳ļŗż.
ņŚ¼ĻĖ░ņä£ CSņÖĆ CLņØĆ ĒÅēĒśĢņāüĒā£ļÅäņŚÉņä£ ņØ╝ņĀĢ ņś©ļÅäņØś ņĢĪņāüņäĀ ņĪ░ņä▒Ļ│╝ Ļ│ĀņāüņäĀ ņĪ░ņä▒ņØ┤ļŗż. kĻ░ÆņØ┤ 1ļ│┤ļŗż ņĀüņ£╝ļ®┤ Ļ▓░ņĀĢņØ┤ ņä▒ņןĒĢśļ®┤ņä£ ņÜ®ņ¦ł ņøÉņåīļŖö ņĢĪņāüņ£╝ļĪ£ ļ░░ņČ£ļÉśĻ│Ā, kĻ░ÆņØ┤ 1ļ│┤ļŗż Ēü¼ļ®┤ ņÜ®ņ¦ł ņøÉņåīļŖö ņĢĪņāüļ│┤ļŗż ļåÆņØĆ Ļ│ĀņÜ®ļÅäļź╝ Ļ░Ćņ¦ĆĻ▓ī ļÉ£ļŗż. ņÜ®ņ¦łņøÉņåīņØś ļČäĒżĻ░Ć ņżæņÜöĒĢ£ ņØ┤ņ£ĀļŖö ĒÄĖņäØņ£╝ļĪ£ ņØĖĒĢ┤ ╬│ ņāüņØś ĒśĢņāüĻ│╝ Ēü¼ĻĖ░Ļ░Ć ļČłĻĘĀņØ╝ĒĢśĻ▓ī ļÉśņ¢┤ Ļ│Āņś© ĒÖśĻ▓ĮņŚÉņä£ ņé¼ņÜ® ņżæ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ņĢģņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [6-9]. ņØæĻ│Ā ņżæ ņÜ®ņ¦ł ņøÉņåīņØś ļČäĒżņŚÉ ļīĆĒĢśņŚ¼ ņ▓┤Ļ│äņĀüņ£╝ļĪ£ ņŚ░ĻĄ¼ĒĢśĻĖ░ ņ£äĒĢ┤ ņØ╝ņĀĢĒĢ£ ļ░®ņ£äļĪ£ Ļ▓░ņĀĢņØä ņä▒ņןņŗ£Ēé¼ ņłś ņ׳ļŖö ļ░®ļ▓ĢņØ┤ ĒĢäņÜöĒĢśņŚ¼ ļŗ©Ļ▓░ņĀĢ ņŗ£ļō£ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż [10-12]. CMSX-4 ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØĆ ļŗ©Ļ▓░ņĀĢ Ēä░ļ╣ł ļĖöļĀłņØ┤ļō£ ĒĢ®ĻĖłņ£╝ļĪ£ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļéś, ņØæĻ│Ā ņåŹļÅäĻ░Ć ņÜ®ņ¦łņøÉņåīņØś ņ×¼ļČäļ░░ņŚÉ ņØśĒĢ£ Ļ│ĄņĀĢņāüņØś ĒśĢņāü ļ│ĆĒÖöņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢ź, ņŚ┤ņ▓śļ”¼ Ēøä ņÜ®ņ¦łņøÉņåīņØś ņ×¼ļČäĒżņÖĆ ╬│ ņāüņØś ĒśĢņāüĻ│╝ Ēü¼ĻĖ░ņØś ņāüĻ┤Ć Ļ┤ĆĻ│ä ļō▒ ļŗ©Ļ▓░ņĀĢ ĒĢ®ĻĖłņØś Ļ│ĄņĀĢņāü ĒśĢņä▒Ļ│╝ ĒÄĖņäØņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö NiĻĖ░ ņ┤łļé┤ņŚ┤ ĒĢ®ĻĖł CMSX-4 ĒĢ®ĻĖłņŚÉ [001] ļ░®ņ£äņØś ļŗ©Ļ▓░ņĀĢ ņŗ£ļō£ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņØ╝ņĀĢĒĢ£ ņś©ļÅä Ļ▓Įņé¼ ņĪ░Ļ▒┤ņŚÉņä£ ļŗżņ¢æĒĢ£ ņØæĻ│Ā ņåŹļÅäļĪ£ ļŗ©Ļ▓░ņĀĢņØä ņä▒ņןņŗ£ņ╝£ ņØæĻ│Ā Ļ▒░ļÅÖ ļ░Å ļ»Ėņŗ£ĒÄĖņäØņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░, 50 ╬╝m/sņÖĆ 160 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäņŚÉņä£ ņä▒ņןņŗ£Ēé© ļŗ©Ļ▓░ņĀĢņØä ņŚ┤ņ▓śļ”¼ Ēøä ņÜ®ņ¦łņøÉņåīņØś ņ×¼ļČäĒżņÖĆ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöņŚÉ ļīĆĒĢśņŚ¼ ņŚ░ĻĄ¼ĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ NiĻĖ░ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ ĒĢ®ĻĖł CMSX-4ņØś ņĪ░ņä▒ņØä Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ņØ╝ļ░®Ē¢ź ņØæĻ│Ā ņןļ╣äļŖö Ļ░ĆņŚ┤ļĪ£ņÖĆ ņĀłņŚ░ļČĆ, ņ¢æņØś ņś©ļÅäĻĄ¼ļ░░ļź╝ ĒśĢņä▒ņŗ£ĒéżļŖö ļāēĻ░üļČĆļĪ£ ĻĄ¼ņä▒ļÉ£ Ļ░£ļ¤ēĒśĢ Bridgman ļ░®ņŗØņØś ņØ╝ļ░®Ē¢ź ņØæĻ│Ā ņןņ╣śļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż [13,14]. ņ×ēĻ││ņØä ņĀ£ņ×æĒĢ£ Ēøä, ņ¦üĻ▓Į 4.7 ├ŚĻĖĖņØ┤ 140 mm2ņØś ļ┤ēņāü ņŗ£ĒÄĖņØä ļ░®ņĀä Ļ░ĆĻ│ĄņØä ĒåĄĒĢ┤ ņ▒äņĘ©ĒĢśņśĆļŗż. ļ░®ņĀä Ļ░ĆĻ│Ą ņżæņŚÉ ĒśĢņä▒ļÉ£ ņé░ĒÖö Ēö╝ļ¦ēņØä ņĀ£Ļ▒░ĒĢ£ ĒøäņŚÉ ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖī(OD: 8 mm, ID: 5 mm, L: 700 mm)ņŚÉ ņŗ£ĒÄĖņØä ņןņ×ģ Ēøä ņØ╝ļ░®Ē¢ź ņØæĻ│Ā ņןļ╣äņŚÉ Ļ│ĀņĀĢĒĢśņśĆļŗż.
ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖī ļé┤ļČĆļŖö ļČłĒÖ£ņä▒ Ar Ļ░ĆņŖż ļČäņ£äĻĖ░ļĪ£ ņĪ░ņä▒ĒĢ£ Ēøä ņÜ®ĒāĢ ņś©ļÅäļź╝ 1600 oCļĪ£ ņ£Āņ¦ĆĒĢśņŚ¼ ļ┤ēņāü ņŗ£ĒÄĖĻ│╝ ņŗ£ļō£ņØś ņāüļČĆ ņĢĮ 3 mmļź╝ ņÜ®ĒĢ┤ņŗ£ņ╝░ļŗż. Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņØś ņĢłņĀĢĒÖöļź╝ ņ£äĒĢśņŚ¼ 30ļČäĻ░ä ņ£Āņ¦Ć Ēøä ļĪ£ļź╝ ņ£äņ¬Į ļ░®Ē¢źņ£╝ļĪ£ ļŗżņ¢æĒĢ£ ņØæĻ│Ā ņåŹļÅäļĪ£ 50 mmļź╝ ņä▒ņןņŗ£ņ╝░ļŗż. ņØæĻ│Ā ņ¦äĒ¢ē ņżæņŚÉ Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ ĒśĢņāüņØä Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ¼╝ņŚÉ ĻĖēļāēĒĢśņśĆļŗż. ņØ┤ ļĢī ņś©ļÅä ĻĄ¼ļ░░(G)ļŖö 17.3 K/mmļĪ£ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśļ®┤ņä£ ņØæĻ│Ā ņåŹļÅä(V)ļŖö 25, 50, 100, ĻĘĖļ”¼Ļ│Ā 160 ╬╝m/sļĪ£ ņØ╝ņĀĢĒĢ£ ņåŹļÅäļĪ£ ņØ╝ļ░®Ē¢ź ņØæĻ│ĀļÉśņŚłļŗż. Ļ░ü ņØæĻ│Ā ņåŹļÅäņŚÉņä£ ņØæĻ│ĀļÉ£ ņŗ£ĒÄĖņØä ĻĖĖņØ┤ ļ░®Ē¢źĻ│╝ ņłśņ¦ü ļ░®Ē¢źņ£╝ļĪ£ ņĀłļŗ© ļ░Å ņŚ░ļ¦łĒĢ£ Ēøä KallingŌĆÖs 2(3 g CuCl2, 30 mL HCl, 70 mL Ethanol) ņÜ®ņĢĪņ£╝ļĪ£ ļČĆņŗØņŗ£ņ╝£ Ļ┤æĒĢÖĒśäļ»ĖĻ▓ĮņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņØæĻ│Ā ņåŹļÅäļ│ä 1ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®(Primary dendrite arm spacing, PDAS) ļ░Å 2ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®(Secondary dendrite arm spacing, SDAS)ņØä ĒÖöņāüļČäņäØ ĒöäļĪ£ĻĘĖļשņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż. ņāü (Phase) ļČäņäØ ļ░Å ņä▒ņןĒĢ£ ņłśņ¦ĆņāüņØś ļ░®ņ£ä ņĖĪņĀĢņØä ņ£äĒĢ┤ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Scanning electron microscopy, SEM) ļ░Å ņĀäĻ│ä ļ░®ņé¼ĒśĢ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Field emission scanning electron microscope, FE-SEM)ņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĒÄĖņäØ ņĀĢļÅäļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ ĻĖēļāēļÉ£ ņŗ£ĒÄĖņØś Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņ£╝ļĪ£ļČĆĒä░ 20 mm ņĢäļל ņ£äņ╣śņŚÉņä£ ņä▒ņןļ░®Ē¢źņ£╝ļĪ£ļČĆĒä░ ņłśņ¦üņ£╝ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ ņĀäņ×É ĒāÉņ╣© ļ»Ėļ¤ēļČäņäØĻĖ░(Electron Probe Micro-Analyzer, EPMA)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
Ļ░ĆņŚ┤ ļ░Å ļāēĻ░ü Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ņāüļ│ĆĒā£ ņś©ļÅäļź╝ ņĖĪņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ē ņĖĪņĀĢļ▓Ģ(Differential Scanning Calorimetry, DSC)ņ£╝ļĪ£ ņŚ┤ļČäņäØ ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņØ┤ļĢī ņŖ╣ņś© ļ░Å ļāēĻ░ü ņåŹļÅäļŖö 10 K/minņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 DSC ņŚ┤ļČäņäØ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł CMSX-4ņØś ņØ╝ļ░®Ē¢ź ņØæĻ│Ā Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ņāüļ│ĆĒā£ņØś ņś©ļÅäļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ DSC ņŚ┤ļČäņäØņØä ņŗżņŗ£ĒĢśņŚ¼ ļāēĻ░ü Ļ│ĪņäĀĻ│╝ ņŖ╣ņś© Ļ│ĪņäĀņØś Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļāēĻ░ü Ļ│ĪņäĀ(ĻĘĖļ”╝ 1(a))ņŚÉņä£ ņ┤łņĀĢ ╬│ņāüņØ┤ 1371 ┬░CņŚÉņä£ ĒśĢņä▒ļÉśĻĖ░ ņŗ£ņ×æĒĢśĻ│Ā ╬│ ņāüņØ┤ 1310 ┬░CņŚÉņä£ ĒśĢņä▒ļÉśņ¢┤ 1277 ┬░CņŚÉņä£ ╬│/╬│ ļ░śņØæņ£╝ļĪ£ ņØĖĒĢ┤ ņØæĻ│ĀĻ░Ć ņÖäļŻīļÉśļŖö Ļ▓āņØ┤ ņĖĪņĀĢļÉśņŚłĻ│Ā ╬│ņāü ļé┤ņŚÉ ╬│ ņāüņØ┤ 1218 ┬░CņŚÉņä£ ņäØņČ£ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłņ£╝ļ®░ ĻĘĖ ņØ┤ņÖĖņØś ļŗżļźĖ ļ░śņØæņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ņŚ¼ĻĖ░ņä£, Ļ│Āņāü/ņĢĪņāü Ļ│ĄņĪ┤ ĻĄ¼Ļ░ä(Mushy zone)ņØĆ 94 ┬░CņØĖ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. Ļ░ĆņŚ┤ Ļ│ĪņäĀ(ĻĘĖļ”╝ 1(b))ņØä ĒåĄĒĢ┤ ņĢĪņāüņäĀ ņś©ļÅä(TL)ļŖö 1390 ┬░C, Ļ│ĀņāüņäĀ ņś©ļÅä(TS)ļŖö 1340 ┬░CļĪ£ ļéśĒāĆļé¼ļŗż.
3.2 Seedļź╝ ņØ┤ņÜ®ĒĢ£ ļŗ©Ļ▓░ņĀĢ ņä▒ņן Ļ▒░ļÅÖ
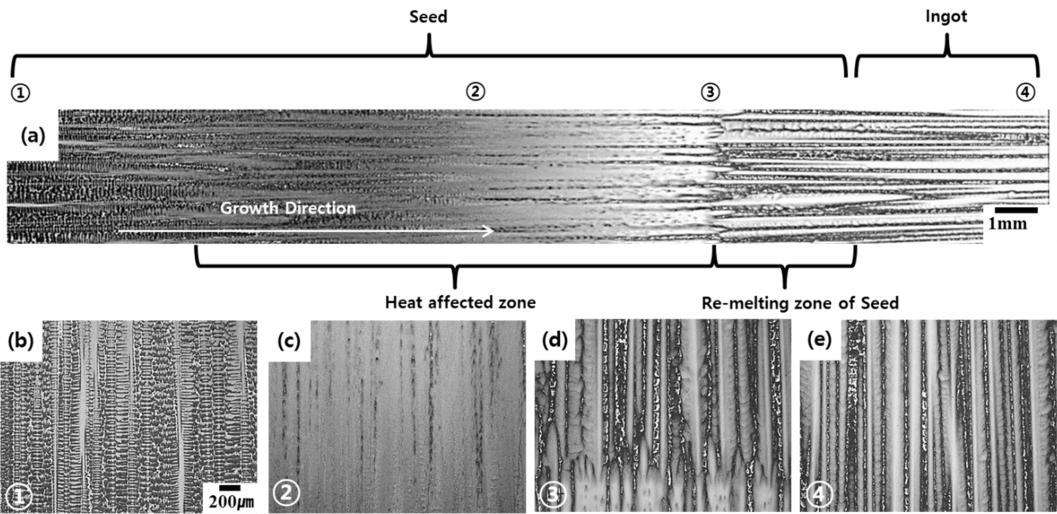
ĻĘĖļ”╝ 2ļŖö ĒĢ®ĻĖłņØś ļŗ©Ļ▓░ņĀĢ ņä▒ņןņØä ņ£äĒĢ┤ ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖī ļé┤ [001] ļ░®Ē¢źņØś ņŗ£ļō£ņÖĆ ņ×ēĻ│ĀĒŖĖļź╝ ņןņ×ģĒĢ£ Ēøä 50 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäļĪ£ ņØ╝ļ░®Ē¢ź ņØæĻ│ĀĒĢ£ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ£ ĻĖĖņØ┤ļ░®Ē¢źņØś Ļ┤æĒĢÖņé¼ņ¦äņØä ļ│┤ņŚ¼ņżĆļŗż. ĻĘĖļ”╝ 2(a)ņŚÉņä£ Ļ░ĆņŚ┤ļĪ£ņØś ņ£äņ╣śļź╝ ņĪ░ņĀĢĒĢśņŚ¼ ņŗ£ļō£ņØś Ēīüņ£╝ļĪ£ļČĆĒä░ 3 mmņÖĆ ņ×ēĻ│ĀĒŖĖļź╝ ņÜ®ĒĢ┤ņŗ£Ēé© Ēøä ņØ╝ļ░®Ē¢ź ņØæĻ│ĀĒĢ£ ņŗ£ĒÄĖņØ┤ ņłśņ¦Ćņāüņ£╝ļĪ£ ņä▒ņןĒĢśņśĆņØīņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. Cu ļāēĻ░üļČĆņŚÉ ņ£äņ╣śĒĢśĻ│Ā ņ׳ļŖö ņŗ£ļō£(ĻĘĖļ”╝ 2(b))ļŖö ņÜ®ņ£ĄļÉśņ¦Ć ņĢŖņĢśņ¦Ćļ¦ī Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņŚÉ ĻĘ╝ņĀæĒĢĀņłśļĪØ ņŚ┤ņØś ņśüĒ¢źņ£╝ļĪ£ ĻĘĀņ¦łĒÖö ĒÜ©Ļ│╝ņŚÉ ļö░ļźĖ ņłśņ¦ĆņāüĻ│╝ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉņä£ ņÜ®ņ¦łņØś ĒÖĢņé░ņŚÉ ņØśĒĢ┤ņä£ ņłśņ¦Ćņāü ļ»ĖņäĖĻĄ¼ņĪ░ņØś ņäĀļ¬ģļÅäĻ░Ć ļé«ņĢäņ¦ä Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż(ĻĘĖļ”╝ 2(c)). ĻĘĖļ”╝ 2(d)ņŚÉņä£ ņ┤łĻĖ░ ņĢłņĀĢĒÖöļÉ£ Ļ│äļ®┤ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØæĻ│ĀņåŹļÅä 50 ╬╝m/sļĪ£ ņä▒ņןņŗ£ņ╝░ņØä ļĢī ņĪ░ņä▒ņĀü Ļ│╝ļāē(constitutional undercooling)ņŚÉ ņØśĒĢ┤ņä£ Ļ│äļ®┤ņØ┤ ļČłņĢłņĀĢĒĢśĻ▓ī ļÉśņ¢┤ ļ¦ÄņØĆ ņłśņØś 1ņ░© ņłśņ¦ĆņāüņØ┤ ņä▒ņןĒĢśņśĆņ¦Ćļ¦ī Ļ▓Įņ¤ü ņä▒ņןņØä ĒåĄĒĢ┤ ņØ╝ņĀĢ Ļ░äĻ▓®ņØś 1ņ░© ņłśņ¦Ćņāüļ¦īņØ┤ ņä▒ņןĒĢśĻ▓ī ļÉśņŚłļŗż. ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖī ļé┤ņŚÉ ņןņ×ģļÉ£ [001] ļ░®ņ£äņØś ņŗ£ļō£ļĪ£ļČĆĒä░ ņä▒ņןĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņä▒ņןĒĢśļŖö ņłśņ¦ĆņāüņØś ļ░®ņ£äļŖö [001] ļ░®ņ£äņÖĆ ļÅÖņØ╝ĒĢ£ ļ░®ņ£äļĪ£ ņä▒ņןĒĢśĻ▓ī ļÉ£ļŗż(ĻĘĖļ”╝ 2(e)).
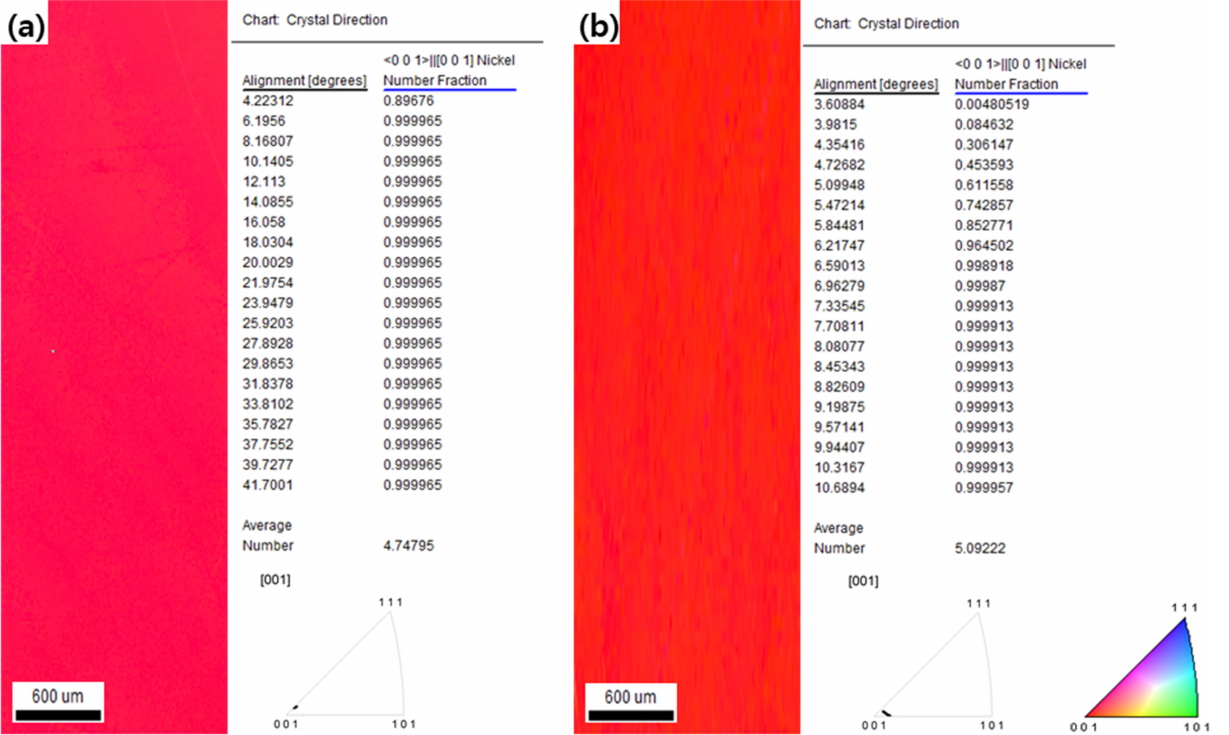
ļ│Ė ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ļō£ņÖĆ ņØ╝ļ░®Ē¢ź ņØæĻ│ĀĒĢ£ ņŗ£ĒÄĖņØś ņłśņ¦Ćņāü ļ░®ņ£äļź╝ ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŗ£ļō£ņØś Ļ▓ĮņÜ░ [001] ļ░®Ē¢źņ£╝ļĪ£ļČĆĒä░ 4.7479┬░ņØś ļ░®ņ£äļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░, ņāłļĪŁĻ▓ī ņä▒ņןĒĢ£ ņłśņ¦ĆņāüņØś Ļ▓ĮņÜ░ 5.0922┬░ņØś ļ░®ņ£äļĪ£ ņä▒ņןĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ ļæÉ ņłśņ¦ĆņāüņØś ļ░®ņ£äĻ░Ć ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö ņØ┤ņ£ĀļŖö ņŗ£ļō£ļź╝ ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖī ļé┤ ņןņ×ģĒĢśĻĖ░ ņĀä ņé░ĒÖöņĖĄņØä ņĀ£Ļ▒░ Ēøä ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖīņÖĆ ņŗ£ļō£ ņé¼ņØ┤ņØś Ļ░ŁņŚÉ ņØśĒĢ┤ ņŗ£ļō£Ļ░Ć ĻĖ░ņÜĖņ¢┤ ņ¦ł ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņŗ£ļō£ņØś ļ░®ņ£äĻ░Ć ņāłļĪŁĻ▓ī ņä▒ņןĒĢśļŖö ņłśņ¦ĆņāüņØś ļ░®ņ£äņŚÉ ņĀłļīĆņĀüņ£╝ļĪ£ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
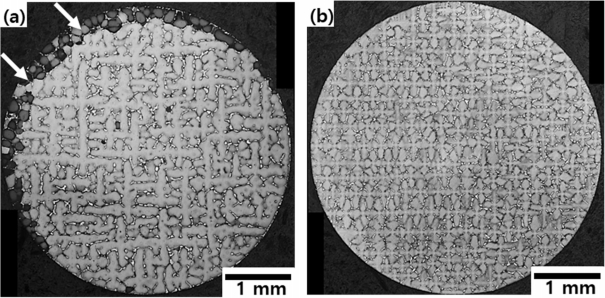
ĻĘĖļ”╝ 2(d)ņŚÉ ļéśĒāĆļé£ Ļ▓āņ▓śļ¤╝ ņØæĻ│Ā ņ┤łĻĖ░ ņĪ░ņä▒ņĀü Ļ│╝ļāēņŚÉ ņØśĒĢ┤ņä£ Ļ▓Įņ¤ü ņä▒ņןņØ┤ ļ░£ņāØĒĢśļŖöļŹ░, ņĢłņĀĢĒÖöļÉ£ ņ┤łĻĖ░ Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņØś ņ¦üņāüĻ│╝ ņ¦üĒĢś 5 mm ĻĄ¼Ļ░äņŚÉņä£ ņłśņ¦üņ£╝ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓ĮņÜ░ ņŗżĒŚś Ļ│╝ņĀĢņŚÉņä£ ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖī ļé┤ņŚÉ ņŗ£ļō£ļź╝ ņןņ×ģĒĢ£ Ēøä ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĢīļŻ©ļ»Ėļéś ĒŖ£ļĖīņÖĆ ņŗ£ļō£ ņé¼ņØ┤ņŚÉņä£ ņĢĮĻ░äņØś Ļ│ĄĻ░äņØ┤ ļ░£ņāØĒĢ£ļŗż. ĻĖłņåŹņØä ņÜ®ņ£Ąņŗ£ĒéżļŖö Ļ│╝ņĀĢņŚÉņä£ ņżæļĀźņŚÉ ņØśĒĢ┤ ņĢäļל ļ░®Ē¢źņ£╝ļĪ£ ņÜ®ĒāĢņØ┤ ĒØśļ¤¼ļé┤ļ”¼Ļ▓ī ļÉśĻ│Ā ļāēĻ░üņłś ļČĆļČäņŚÉ ņØśĒĢ┤ņä£ ļŗżņŗ£ ņØæĻ│ĀĒĢśņŚ¼ ļČłĻĘĀņØ╝ ĒĢĄņāØņä▒ņØä ņØ┤ļŻ©ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż(ĻĘĖļ”╝ 4(a)). ļČłĻĘĀņØ╝ĒĢśĻ▓ī ņāØņä▒ļÉ£ ĒĢĄļōżļÅä ņłśņ¦Ćņāüņ£╝ļĪ£ ņä▒ņןĒĢĀ ņłś ņ׳ļŖö ņŗ£ļō£Ļ░Ć ļÉĀ ņłś ņ׳ņ£╝ļ®░, ļŗ©Ļ▓░ņĀĢ ņŗ£ļō£ņÖĆ Ļ▓Įņ¤üĒĢśņŚ¼ ņä▒ņןĒĢśĻ▓ī ļÉ£ļŗż. ļ│Ė ņŗżĒŚśņØś Ļ▓ĮņÜ░ ĻĘĖļ”╝ 4(b)ņŚÉ ļéśĒāĆļéĖ Ļ▓āņ▓śļ¤╝ ļŗ©Ļ▓░ņĀĢņØ┤ ņä▒ņןļÉśņŚłņ£╝ļ®░, ņä▒ņן ļ░®Ē¢źņØĆ ļŗ©Ļ▓░ņĀĢ ņŗ£ļō£ņÖĆ ļÅÖņØ╝ĒĢ£ ļ░®Ē¢źņ×äņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż [15].
3.2 ņØæĻ│ĀņåŹļÅäņŚÉ ļö░ļźĖ ņłśņ¦Ćņāü ĒśĢņāü ļ│ĆĒÖö
[001] ļ░®ņ£äņØś ņŗ£ļō£ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ņØæĻ│Ā ņåŹļÅäļĪ£ ņØ╝ļ░®Ē¢ź ņØæĻ│Āļź╝ ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņØś ĒśĢņāü ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņä▒ņן ņżæņŚÉ ņłśļāēĒĢśņŚ¼ ĻĘĖļ”╝ 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ¬©ļōĀ ņØæĻ│Ā ņåŹļÅäņŚÉņä£ 2ņ░© ņłśņ¦ĆņāüņØ┤ ņל ļ░£ļŗ¼ļÉ£ ņłśņ¦Ćņāüņ£╝ļĪ£ ņä▒ņןĒĢśļ®░ ņłśņ¦Ćņāü ļ░®ņ£äļŖö ņØ╝ņĀĢĒĢśĻ▓ī ņä▒ņןĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļÅÖņØ╝ĒĢ£ [001] ņŗ£ļō£ļź╝ ņé¼ņÜ®ĒĢśļŹöļØ╝ļÅä ņØæĻ│Ā ņåŹļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņÜ®ņ¦ł ņøÉņåīļź╝ ņĢĪņāüņ£╝ļĪ£ ļ░░ņČ£ĒĢśĻĖ░ ņ£äĒĢ┤ 1ņ░© ļ░Å 2ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®ņØ┤ ļ»ĖņäĖĒĢśĻ▓ī ļ│ĆĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
ĻĘĖļ”╝ 6ņØĆ Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņ£╝ļĪ£ļČĆĒä░ 20 mm ņ¦üĒĢśņŚÉņä£ ņłśņ¦üņ£╝ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ Ļ┤Ćņ░░ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØ┤ļŗż. 2ņ░© ņłśņ¦ĆņāüņØ┤ ņל ļ░£ļŗ¼ĒĢśņśĆņ£╝ļ®░ ņØæĻ│Ā ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņłśņ¦Ćņāü Ļ░äĻ▓®ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ņłśņ¦Ćņāüņ£╝ļĪ£ ņØæĻ│ĀĻ░Ć ņ¦äĒ¢ēļÉĀ ļĢī Ļ│ĀņÜ® ĒĢ£ļÅä(solubility limit) ņØ┤ņāüņØś ņÜ®ņ¦ł ņøÉņåīļź╝ ļ░░ņČ£ĒĢ©ņŚÉ ļö░ļØ╝ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉņä£ļŖö ņĄ£ņóģ ņØæĻ│Ā ņĪ░ņ¦üņØĖ ╬│/╬│ Ļ│ĄņĀĢņāüņØ┤ ĒśĢņä▒ļÉ£ļŗż. ņŚ¼ĻĖ░ņä£ ņłśņ¦Ćņāü Ļ░äĻ▓®ņØ┤ ļ»ĖņäĖĒĢĀņłśļĪØ ņÜ®ņ¦łņøÉņåīņØś ļ»ĖņäĖ ĒÄĖņäØņØś ņĀĢļÅäļŖö Ļ░ÉņåīĒĢśļ®┤ņä£ ĻĘĀņØ╝ĒĢśĻ▓ī ļÉśņ¢┤ ╬│/╬│ Ļ│ĄņĀĢņāüņØś Ēü¼ĻĖ░ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣Ā ņłś ņ׳ļŗż.
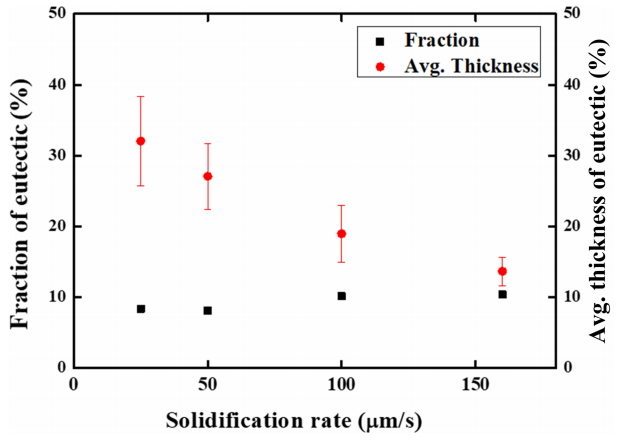
ņØæĻ│Ā ņåŹļÅäņŚÉ ļö░ļźĖ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ĒśĢņä▒ļÉ£ Ļ│ĄņĀĢņĪ░ņ¦ü ļ│ĆĒÖöļź╝ ĻĘĖļ”╝ 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ»ĖņäĖĒĢ£ ╬│ņāüĻ│╝ ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ļ¦Øņāüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ļŖö ╬│/╬│ Ļ│ĄņĀĢņāüņØ┤ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉņä£ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØæĻ│Ā ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ╬│/╬│ Ļ│ĄņĀĢņāüņØś Ēü¼ĻĖ░ļŖö ņ×æņĢä ņ¦Ćļ®┤ņä£ Ļ│ĄņĀĢņāü ļé┤ņŚÉ ņĪ░ļīĆĒĢ£ ╬│ ņØś Ēü¼ĻĖ░Ļ░Ć ĒśäņĀĆĒĢśĻ▓ī ņ×æņĢäņ¦ĆļŖö Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ╬│/╬│ Ļ│ĄņĀĢņāüņØś ĒÅēĻĘĀ ļæÉĻ╗śņÖĆ ļ®┤ņĀü ļČäņ£©ņØä ĻĘĖļ”╝ 8ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ╬│/╬│ Ļ│ĄņĀĢņāüņØś ĒÅēĻĘĀ ļæÉĻ╗śļŖö ņØæĻ│ĀņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņäĀĒśĢņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņ£╝ļ®░, ļ®┤ņĀü ļČäņ£©ņØĆ ĒĢ®ĻĖł ņĪ░ņä▒ņŚÉ ņØśņĪ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņØæĻ│ĀņåŹļÅäņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ņä£ Ļ▒░ņØś ļ│ĆĒÖö ņŚåņØ┤ ņĢĮ 8-10% ņĀĢļÅäļĪ£ ĻĘĀņØ╝ĒĢśņśĆļŗż. ņØ┤ Ļ▓░Ļ│╝ņŚÉņä£ ņØæĻ│ĀņåŹļÅä ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ╬│/╬│ Ļ│ĄņĀĢņāüņØś ļČäņ£©ņØĆ Ļ▒░ņØś ņØ╝ņĀĢĒĢśņ¦Ćļ¦ī ļ»ĖņäĖĒĢ£ ╬│/╬│ Ļ│ĄņĀĢņāüņØ┤ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżĒĢśļ®░ ╬│/╬│ Ļ│ĄņĀĢņāü ļé┤ņØś ╬│ ņāüņØś Ēü¼ĻĖ░Ļ░Ć ņ×æņĢäņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
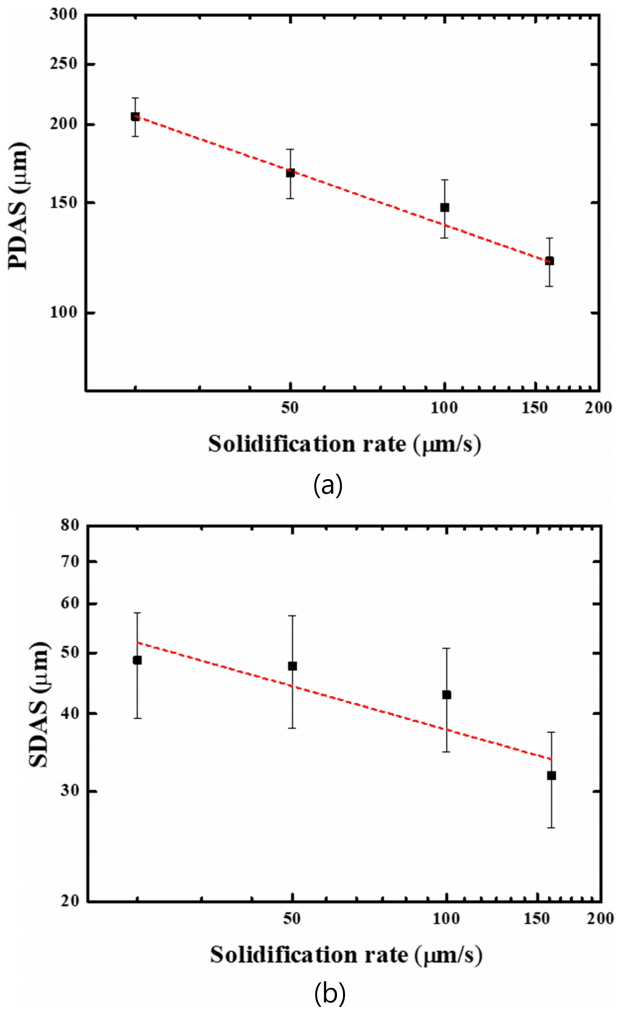
ņØ╝ļ░®Ē¢ź ņØæĻ│Āņŗ£ ņłśņ¦Ćņāü Ļ░äĻ▓®ņØĆ ņś©ļÅä ĻĄ¼ļ░░ņÖĆ ņØæĻ│ĀņåŹļÅäņŚÉ ņØśņĪ┤ĒĢśĻ▓ī ļÉ£ļŗż. Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņØ┤ ņłśņ¦Ćņāüņ£╝ļĪ£ ņä▒ņןĒĢĀ ļĢī 1ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®Ļ│╝ 2ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®ņØĆ ļŗżņØī ņŗØņ£╝ļĪ£ ļéśĒāĆļé╝ ņłś ņ׳ļŗż.
ņŚ¼ĻĖ░ņä£ k1, k2ļŖö ņāüņłśņØ┤Ļ│Ā, ņłśņ¦Ćņāü Ļ░äĻ▓®ņØĆ ņś©ļÅä Ļ▓Įņé¼(G)ņÖĆ ņØæĻ│Ā ņåŹļÅä(V)ņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉ£ļŗż. ņŗØ (2)ņÖĆ (3)ņŚÉ ņØśĒĢśļ®┤, 1ņ░© ļ░Å 2ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®ņØĆ ņś©ļÅä Ļ▓Įņé¼ņÖĆ ņØæĻ│Ā ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ Ļ░ÉņåīĒĢśĻ▓ī ļÉ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗ£ļō£ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļÅÖņØ╝ĒĢ£ ļ░®ņ£äņØś ņłśņ¦ĆņāüņØä ņä▒ņןņŗ£ņ╝£ ņØ╝ņĀĢĒĢ£ ņś©ļÅä Ļ▓Įņé¼ ņĪ░Ļ▒┤ņŚÉņä£ ņØæĻ│Ā ņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņłśņ¦Ćņāü Ļ░äĻ▓® ļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢśņŚ¼ ĻĘĖļ”╝ 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņØæĻ│Ā ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ 1ņ░© ņłśņ¦Ćņāü (ĻĘĖļ”╝ 9(a))Ļ│╝ 2ņ░© ņłśņ¦Ćņāü (ĻĘĖļ”╝ 9(b))ņØś Ļ░äĻ▓®ņØĆ loglog ĻĘĖļלĒöäņŚÉņä£ ĻĖ░ņÜĖĻĖ░Ļ░Ć Ļ░üĻ░ü -0.288Ļ│╝ -0.318ļĪ£ ņäĀĒśĢņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļŖö Hunt ļō▒ [16], Kurz ļō▒[17], Trivedi[18]Ļ░Ć ņĀ£ņŗ£ĒĢ£ ņØæĻ│Ā ņåŹļÅäņÖĆ ņłśņ¦Ćņāü Ļ░äĻ▓®ņØś ņāüĻ┤Ć Ļ┤ĆĻ│äņŚÉ ļīĆĒĢ┤ ņĀ£ņŗ£ĒĢ£ ņŗØ 2 ļ░Å 3Ļ│╝ Ļ▒░ņØś ņ£Āņé¼ĒĢ£ ņ¦Ćņłś Ļ░ÆņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
3.3 ĒÄĖņäØ Ļ▒░ļÅÖ
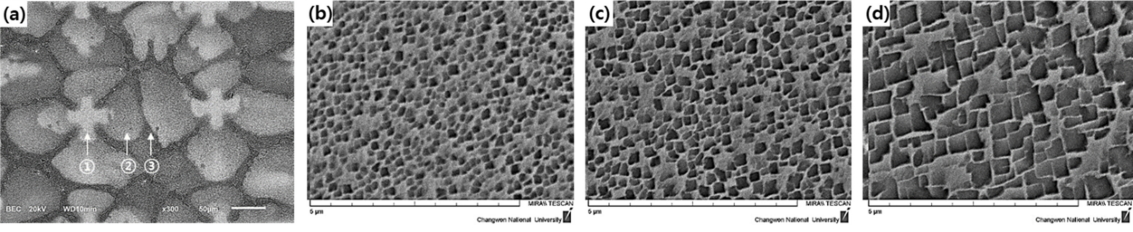
ņłśņ¦Ćņāü ņä▒ņן Ļ│╝ņĀĢņŚÉņä£ ĒĢ®ĻĖł ņøÉņåīļōżņØś ĒÄĖņäØ Ļ▒░ļÅÖņØä ņé┤ĒÄ┤ļ│┤ĻĖ░ ņ£äĒĢ┤ ņØæĻ│Ā ņåŹļÅäļź╝ 100 ╬╝m/sļĪ£ ņØ╝ļ░®Ē¢ź ņØæĻ│ĀĒĢśņŚ¼ Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņ£╝ļĪ£ļČĆĒä░ 20 mm ņ¦üĒĢśņŚÉņä£ ņłśņ¦üņ£╝ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ Ēøä ļ░®ņé░ļ×ĆņĀäņ×É(Back Scattered Electron, BSE)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ĻĘĖļ”╝ 10ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņłśņ¦ĆņāüņØś ĒśĢĒā£ļĪ£ Ļ│ĀņāüņØ┤ ņä▒ņןĒĢĀ ļĢī Ļ│ĀņÜ® ĒĢ£ļÅä ņØ┤ņāüņØś ņÜ®ņ¦ł ņøÉņåīļŖö ņĢĪņāüņ£╝ļĪ£ ļ░░ņČ£ļÉśļŖöļŹ░, 1ņ░© ņłśņ¦ĆņāüņØś ņä▒ņן ļ░®Ē¢źņ£╝ļĪ£ņØś ļ░░ņČ£ņØĆ ļ»Ėļ»ĖĒĢśļ®░ ļīĆļČĆļČä 1ņ░© ņłśņ¦Ćņāü ņé¼ņØ┤ļĪ£ ņŻ╝ļĪ£ ļ░░ņČ£ļÉśņ¢┤ ļ»ĖņäĖĒÄĖņäØņØ┤ ĒśĢņä▒ļÉ£ļŗż. Ēøäļ░®ņé░ļ×ĆņĀäņ×Éļź╝ ņØ┤ņÜ®ĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØś Ļ▓ĮņÜ░ ņ▓©Ļ░Ć ņøÉņåīņØś ļČäĒżņŚÉ ļö░ļØ╝ ļ¬ģņĢöņØś ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļ®░, ļ¼┤Ļ▒░ņÜ┤ ņøÉņåīĻ░Ć ļ¦ÄņØäņłśļĪØ ņāüļīĆņĀüņ£╝ļĪ£ ļ░ØĻ▓ī ļéśĒāĆļéśĻ│Ā Ļ░Ćļ▓╝ņÜ┤ ņøÉņåīĻ░Ć ļ¦ÄņØäņłśļĪØ ņāüļīĆņĀüņ£╝ļĪ£ ņ¢┤ļæĪĻ▓ī ļéśĒāĆļé£ļŗż.
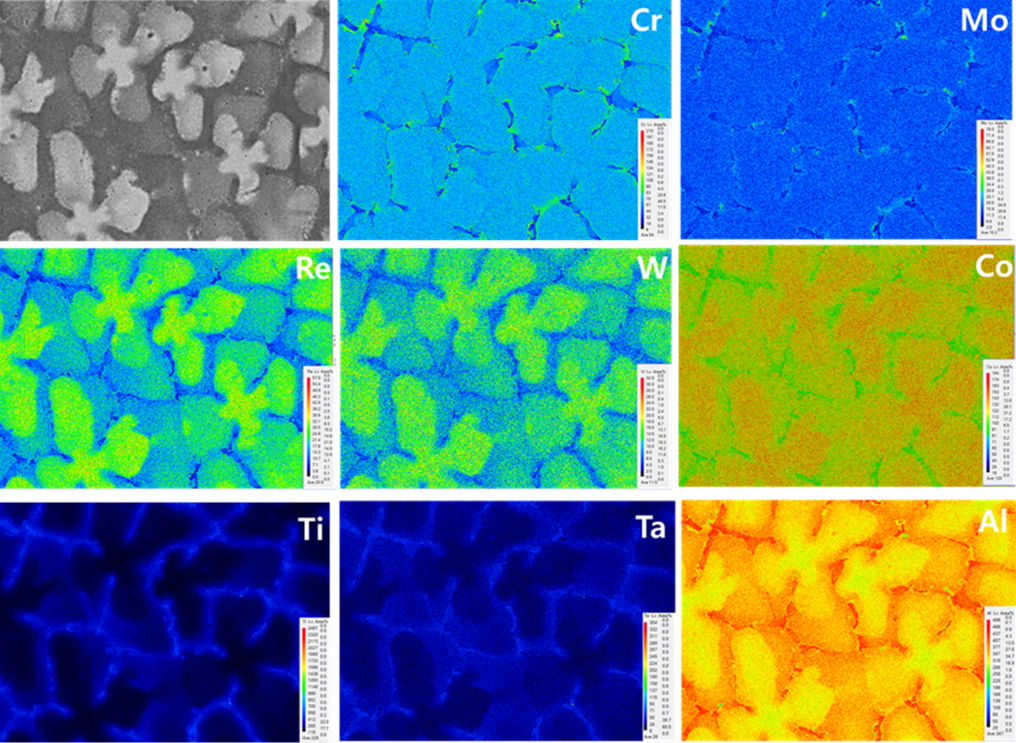
ņłśņ¦ĆņāüĻ│╝ ņłśņ¦Ćņāü ņé¼ņØ┤ Ļ░äņØś ņĪ░ņä▒ ņ░©ņØ┤ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņłśņ¦Ćņāü ļé┤ļČĆņŚÉņä£ļÅä ĻĄ¼Ļ░äļ│ä ņĪ░ņä▒ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØä ĻĘĖļ”╝ 10(a)ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 10(a)ņŚÉņä£ 1ņ░© ņłśņ¦Ćņāü(1ņśüņŚŁ, ĻĘĖļ”╝ 10(b)), 2ņ░© ņłśņ¦Ćņāü(2 ņśüņŚŁ, ĻĘĖļ”╝ 10(c)) ļ░Å ņłśņ¦Ćņāü ņé¼ņØ┤(3 ņśüņŚŁ, ĻĘĖļ”╝ 10(d))ļĪ£ ĻĄ¼ļČäĒĢśņśĆņØä ļĢī, 1ņ░© ņłśņ¦ĆņāüņŚÉņä£ ņĢĪņāüņ£╝ļĪ£ Ļ▓░ņĀĢņØ┤ ņä▒ņןĒĢĀņłśļĪØ ╬│ ņāüņØ┤ ņĪ░ļīĆĒĢśĻ▓ī ĒśĢņä▒ļÉśļŖö Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ ĒśäņāüņØĆ Ļ▓░ņĀĢņØ┤ ņä▒ņןĒĢśļ®┤ņä£ ņÜ®ņ¦łņøÉņåīņØś ņ×¼ļČäļ░░ņŚÉ ņØśĒĢ┤ ╬│ ņāü ĒśĢņä▒ ļ░Å ņä▒ņן ņĪ░ņן ņøÉņåīļōżņØ┤ 1ņ░© ņłśņ¦Ćņāü ļ│┤ļŗżļŖö 2ņ░© ņłśņ¦Ćņāü ļ░Å ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ļŹö ļ¦ÄņØ┤ ļČäĒżļÉśĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņ£äņ╣śņŚÉ ļö░ļźĖ ņĪ░ņä▒ņØś ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ EPMA ļČäņäØĒĢśņŚ¼ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ņĀĢļ¤ē ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ Ēæ£ 2ņŚÉ ļéśĒāĆļé┤ņŚłĻ│Ā, ņä▒ļČä ļČäĒż ļ¦ĄĒĢæ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 11ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Re, W ļ░Å CoņÖĆ Ļ░ÖņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļ¼┤Ļ▒░ņÜ┤ ņøÉņåīļōżņØĆ 1ņ░© ņłśņ¦ĆņāüņŚÉ ļŹö ļ¦ÄņØ┤ ļČäĒżĒĢśĻ│Ā ņ׳ņ£╝ļ®░, TiĻ│╝ Ta, AlņØĆ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ļŹö ļ¦ÄņØ┤ ļČäĒżĒĢśĻ│Ā ņ׳ņØĆ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ CrĻ│╝ Mo ņøÉņåīļŖö ĒÄĖņäØņØ┤ Ļ▒░ņØś ņŚåņØ┤ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżĒĢśĻ│Ā ņ׳ņØīņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ņÜ®ņ¦ł ņøÉņåīĻ░Ć Ļ░ü ņ£äņ╣śņŚÉņä£ ļŗżļźĖ ļČäĒżļź╝ ļéśĒāĆļé┤ļŖö ņØ┤ņ£ĀļŖö Ni ņÜ®ļ¦żņøÉņåīņÖĆ ņÜ®ņ¦łņøÉņåīĻ░ä ĒÅēĒśĢļČäļ░░Ļ│äņłś(k)ņØś ņ░©ņØ┤ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. Re, W ļ░Å CoļŖö kĻ░ÆņØ┤ 1ļ│┤ļŗż Ēü¼Ļ│Ā, Ti, Ta, ļ░Å AlņØĆ ĒÅēĒśĢļČäļ░░ Ļ│äņłśĻ░Ć 1ļ│┤ļŗż ņ×æņ£╝ļ®░, CrĻ│╝ MoņØś kĻ░ÆņØ┤ Ļ▒░ņØś 1ņŚÉ ĻĘ╝ņĀæĒĢśĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.4 ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖö
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł CMSX-4ļŖö Ļ│ĀņÜ® Ļ░ĢĒÖöņÖĆ ╬│ ņāüņØś ņäØņČ£ Ļ░ĢĒÖöĒśĢ ĒĢ®ĻĖłņ£╝ļĪ£ ņל ņĢīļĀżņĀĖ ņ׳ļŗż [19,20]. 100 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäļĪ£ ņä▒ņןĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ ņ£äņ╣ś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ╬│ ņāüņØś ļČłĻĘĀņØ╝ĒĢ£ ļČäĒżņÖĆ ĒĢ®ĻĖł ņøÉņåīļōżņØś ļČäĒżļź╝ ĻĘĖļ”╝ 10Ļ│╝ ĻĘĖļ”╝ 11ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĖ░ņ¦Ć ļé┤ ĒÄĖņäØļÉ£ ĒĢ®ĻĖł ņøÉņåīļź╝ ĻĘĀņ¦łĒÖö ņŗ£ĒéżĻ│Ā ņØ╝ņĀĢĒĢ£ ╬│ ņāüņØś Ēü¼ĻĖ░ņÖĆ ļČäņ£©ņØä ĻĖ░ņ¦Ć ļé┤ ņĀäļ░śņĀüņ£╝ļĪ£ ņäØņČ£ņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ Ēæ£ņżĆ ņŚ┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░ ņÜ®ņ▓┤ĒÖö ņŚ┤ņ▓śļ”¼ņÖĆ ņŗ£ĒÜ© ņŚ┤ņ▓śļ”¼ ņé¼ņØ┤Ēü┤ņØä Ēæ£ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
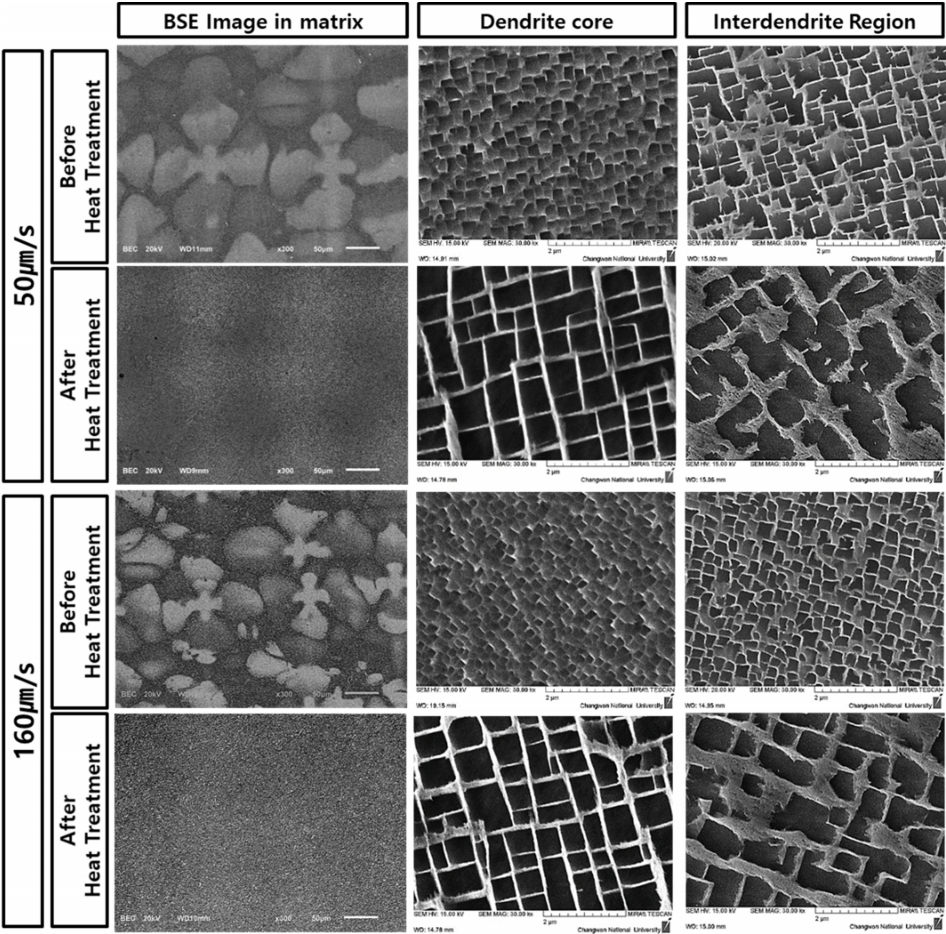
ņŚ┤ņ▓śļ”¼ ņĀäĻ│╝ Ēøä ņłśņ¦ĆņāüņØś Ļ░ü ņ£äņ╣śņŚÉņä£ ╬│ ņāüņØś ĒśĢņāü ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņØæĻ│Ā ņåŹļÅäļź╝ 50, 160 ╬╝m/sļĪ£ ņØ╝ļ░®Ē¢ź ņØæĻ│ĀĒĢ£ Ēøä ņŚ┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśņŚ¼ Ļ│Āņāü/ņĢĪņāü Ļ│äļ®┤ņ£╝ļĪ£ļČĆĒä░ 20 mm ņ¦üĒĢśņŚÉņä£ ņłśņ¦üņ£╝ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ĻĘĖļ”╝ 12ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ░üĻ░üņØś ņØæĻ│Ā ņåŹļÅäņŚÉņä£ ņŚ┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśĻĖ░ ņĀä ņłśņ¦Ćņāü ĻĄ¼ņĪ░ļź╝ ļ¬ģĒÖĢĒĢśĻ▓ī ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŖö ļ░śļ®┤ņŚÉ ņŚ┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢ£ ņØ┤Ēøä ĻĘĀņ¦łĒÖöĻ░Ć ļÉśņ¢┤ 1ņ░© ņłśņ¦Ćņāü, 2ņ░© ņłśņ¦Ćņāü ļ░Å ņłśņ¦Ćņāü ņé¼ņØ┤ ņ¦ĆņŚŁņŚÉņä£ ļ¬ģņĢö ņ░©ņØ┤Ļ░Ć Ļ░ÉņåīĒĢ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņŚ┤ņ▓śļ”¼ ņĀä ╬│ ņāüņØś Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝, ņØæĻ│Ā ņåŹļÅäņŚÉ Ļ┤ĆĻ│ä ņŚåņØ┤ ņłśņ¦Ćņāü ņżæņŗ¼ņŚÉļŖö ļ»ĖņäĖĒĢśļ®┤ņä£ ĻĘĀņØ╝ĒĢ£ 0.6 ╬╝m Ēü¼ĻĖ░ņØś ╬│ ņāüņØ┤ ņäØņČ£ļÉśņŚłņ¦Ćļ¦ī ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉņä£ļŖö ļ╣äĻĄÉņĀü ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ņäØņČ£ļÉśļŖö Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ĒŖ╣Ē׳ ļæÉ ņØæĻ│Ā ņåŹļÅäņŚÉņä£ ņä▒ņןĒĢ£ ņĪ░ņ¦üņŚÉņä£ ņłśņ¦ĆņāüņØś ņżæņŗ¼ļČĆņÖĆ ļ╣äĻĄÉĒĢśļ®┤ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. 50 ╬╝m/sņØś ņåŹļÅäļĪ£ ļŖÉļ”¼Ļ▓ī ņØæĻ│ĀļÉśņŚłņØä ļĢī 160 ╬╝m/sņØś ņåŹļÅäļĪ£ ļ╣Āļź┤Ļ▓ī ņØæĻ│ĀļÉ£ ņĪ░ņ¦üĻ│╝ ļ╣äĻĄÉĒĢśļ®┤ ĻĘĀņØ╝ĒĢśņ¦Ćļ¦ī ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ņäØņČ£ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņŚ┤ņ▓śļ”¼ Ēøä ╬│ ņāüņØś Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ņłśņ¦Ćņāü ņżæņŗ¼ļČĆņŚÉļŖö ņØæĻ│Ā ņåŹļÅäņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ļ»ĖņäĖĒĢśļ®┤ņä£ ĻĘĀņØ╝ĒĢ£ ╬│ ņāüņØ┤ ņäØņČ£ĒĢśņśĆļŖöļŹ░, ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉļŖö ļČłĻĘĀņØ╝ĒĢśĻ│Ā ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ņäØņČ£ļÉśņŚłĻ│Ā, ╬│ņāüņØś ļæÉĻ╗śļÅä ņłśņ¦Ćņāü ņżæņŗ¼ļČĆņÖĆ ļ╣äĻĄÉĒĢśļ®┤ ļæÉĻ╗ŹĻ▓ī ĒśĢņä▒ļÉśņŚłļŗż. 160 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäļĪ£ ņä▒ņןĒĢ£ ņŗ£ĒÄĖĻ│╝ ļ╣äĻĄÉĒĢśļ®┤ 50 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäļĪ£ ņä▒ņןĒĢ£ ņŗ£ĒÄĖņŚÉņä£ ļŹö ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ņäØņČ£ļÉśņŚłĻ│Ā ╬│ņāüņØś ļæÉĻ╗śļÅä ļŹö ļæÉĻ╗ŹĻ▓ī ĒśĢņä▒ļÉśņŚłļŗż.
ņŚ┤ņ▓śļ”¼ ņØ┤Ēøä ņ£äņ╣śņŚÉ ļö░ļźĖ ņĪ░ņä▒ ļ│ĆĒÖöļź╝ ņé┤ĒÄ┤ļ│┤ĻĖ░ ņ£äĒĢ┤ EPMA ļČäņäØĒĢśņŚ¼ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 13ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņłśņ¦Ćņāü ņżæņŗ¼ņŚÉ ĒÄĖņäØļÉśļŖö ņøÉņåīļōż (Re, W, ĻĘĖļ”¼Ļ│Ā Co)ņØ┤ ņøÉņ×Éļ▓łĒśĖĻ░Ć ļåÆņØĆ ņøÉņåīļōżņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ĒÖĢņé░ ņåŹļÅäĻ░Ć ļŖÉļ”¼ļ»ĆļĪ£[21] ņŚ┤ņ▓śļ”¼ ņØ┤ĒøäņŚÉļÅä ņĢĮĻ░äņØś ĒÄĖņäØņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖ ļÉśņŚłļŗż. ĻĘĖļ”╝ 13ņŚÉņä£ ņŚ┤ņ▓śļ”¼ ņØ┤Ēøä 50 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäņŚÉņä£ ĒÄĖņäØ ņĀĢļÅäĻ░Ć ļ╣äĻĄÉņĀüņ£╝ļĪ£ ļŹö ļåÆņØĆ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ĻĘĖ ņØ┤ņ£ĀļŖö ņØæĻ│Ā ņåŹļÅäĻ░Ć ļŖÉļ”┤ņłśļĪØ ņłśņ¦Ćņāü Ēīü(Tip)ņØś ņś©ļÅäļŖö ļŹö ļåÆņØĆ ņś©ļÅäņŚÉņä£ ņä▒ņןĒĢśĻ▓ī ļÉśļ»ĆļĪ£ ĒÅēĒśĢļČäļ░░Ļ│äņłśĻ░Ć 1ļ│┤ļŗż Ēü░ ņøÉņåīņØś Ļ▓ĮņÜ░ ĒÄĖņäØņØś ņĀĢļÅäĻ░Ć ļŹö ļåÆĻ▓ī ļÉśĻ│Ā, ļÅÖņØ╝ĒĢ£ ņŚ┤ņ▓śļ”¼ļź╝ ņ¦äĒ¢ēĒĢśļŹöļØ╝ļÅä ņłśņ¦Ćņāü Ļ░äĻ▓®ņØ┤ ļäōņØäņłśļĪØ ņłśņ¦Ćņāü ņżæņŗ¼-ņłśņ¦Ćņāü ņé¼ņØ┤ Ļ░äņØś Ļ▒░ļ”¼Ļ░Ć ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢ®ĻĖł ņøÉņåīļōżņØ┤ ĻĘĀņ¦łĒÖöļź╝ ņ£äĒĢ£ ĒÖĢņé░ Ļ▒░ļ”¼Ļ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ļåŹļÅäņØś ļČłĻĘĀņØ╝ņä▒ņØ┤ ņĢĮĻ░ä ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ 50, 160 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäņŚÉņä£ ņŚ┤ņ▓śļ”¼ ņØ┤Ēøä Ļ│ĀņÜ® Ļ░ĢĒÖöĒśĢ ņøÉņåī(Re, W, Co)Ļ░Ć ņłśņ¦Ćņāü ņżæņŗ¼ņŚÉ ĒÄĖņäØļÉśĻ│Ā, ╬│ ņāüņØś ĒśĢņä▒ņøÉņåī(Al, Ti, Ta)Ļ░Ć ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ĒÄĖņäØļÉśņ¢┤ ĻĘĖļ”╝ 12ņŚÉ ļéśĒāĆļéĖ ļČłĻĘĀņØ╝ĒĢ£ ĒśĢņāüņØś ╬│ ņØ┤ ņäØņČ£ļÉśĻ│Ā ĒÄĖņäØ ņĀĢļÅäļŖö 50 ╬╝m/sņŚÉņä£ ļŹö Ļ░ĢĒĢśĻ▓ī ņĪ┤ņ×¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļČłĻĘĀņØ╝ĒĢ£ ĒśĢņāüņØś ╬│ ņØś ņłśĻ░Ć ļ¦ÄņØĆ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņ£äņØś Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņØæĻ│Ā ņåŹļÅäĻ░Ć ļŖÉļĀżņä£ ņłśņ¦Ćņāü Ļ░äĻ▓®ņØ┤ ļäōņØĆ Ļ▓ĮņÜ░, ņÜ®ņ▓┤ĒÖö ņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņØä ĻĖĖĻ▓īĒĢśņŚ¼ ņÜ®ņ¦łņøÉņåīļōżņØś ĒÖĢņé░ņŚÉ ņØśĒĢ┤ ņØæĻ│Ā ņżæņŚÉ ĒśĢņä▒ļÉ£ ņä▒ļČäļōżņØś ĒÄĖņäØ ņĀĢļÅäļź╝ Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī, ņØ┤ ļ░®ļ▓ĢņØĆ ĒÜ©ņ£©ņä▒ņØ┤ ļ¢©ņ¢┤ņ¦Ćļ»ĆļĪ£ ņØæĻ│Ā ņżæņŚÉ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĒÄĖņäØ ņĀĢļÅäļź╝ ņĀ£ņ¢┤ĒĢśņŚ¼ ņÜ®ņ▓┤ĒÖö ņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņØä Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļŗ©Ļ▓░ņĀĢ ņŗ£ļō£ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł CMSX-4ņØś ņä▒ņן Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢśņśĆĻ│Ā, ņØæĻ│Ā ņåŹļÅä ļ░Å ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ņłśņ¦Ćņāü ĒśĢņāü ļ│ĆĒÖö, ĒÄĖņäØ Ļ▒░ļÅÖņØä ļČäņäØĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1. ņŗ£ļō£ļź╝ ņØ┤ņÜ®ĒĢ£ ņØ╝ļ░®Ē¢ź ņØæĻ│Ā ņŗ£ ņÜ®ņ£Ą ĻĖłņåŹņ£╝ļĪ£ļČĆĒä░ ņä▒ņןĒĢśļŖö ņłśņ¦ĆņāüņØś ļ░®ņ£äļŖö ņŗ£ļō£ņØś ņłśņ¦Ćņāü ļ░®ņ£äņÖĆ ļÅÖņØ╝ĒĢśĻ▓ī ņä▒ņןĒĢśņśĆņ£╝ļ®░ EBSD ļČäņäØņØä ĒåĄĒĢśņŚ¼ ļŗ©Ļ▓░ņĀĢ ņä▒ņןņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2. ņØ╝ļ░®Ē¢ź ņØæĻ│Ā ņŗ£ 25-160 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅä ļ▓öņ£ä ļé┤ņŚÉņä£ CMSX-4 ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØĆ ņłśņ¦Ćņāüņ£╝ļĪ£ ņä▒ņןĒĢśņśĆņ£╝ļ®░ ņØæĻ│Ā ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņłśņ¦ĆņāüņØĆ ļ»ĖņäĖĒĢ┤ņ¦Ćļ®░, 1ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®Ļ│╝ 2ņ░© ņłśņ¦Ćņāü Ļ░äĻ▓®ņØĆ ņØæĻ│ĀņåŹļÅä(V)ņÖĆ Ļ░üĻ░ü V-0.288ņÖĆ V-0.318ņØś ņ¦üņäĀņĀüņØĖ Ļ┤ĆĻ│äņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3. ĒĢ®ĻĖłņØ┤ ņłśņ¦Ćņāüņ£╝ļĪ£ ņä▒ņןĒĢĀ ļĢī, ĒĢ®ĻĖł ņøÉņåīņŚÉ ļö░ļźĖ ĒÅēĒśĢļČäļ░░Ļ│äņłś ņ░©ņØ┤ ļĢīļ¼ĖņŚÉ ņøÉņåī ļ│äļĪ£ ĒÄĖņäØļÉśļŖö ņ£äņ╣śĻ░Ć ļŗżļź┤Ļ▓ī ļÉ£ļŗż. Re, W, CoļŖö ņłśņ¦Ćņāü ņżæņŗ¼ņŚÉ ĒÄĖņäØļÉśļ®░(k > 1), Al, Ti, TaņØĆ ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ĒÄĖņäØļÉ£ļŗż (k < 1).
4. ņØæĻ│Ā ņØ┤Ēøä ĻĘĀņ¦łĒÖö ņŚ┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśļŹöļØ╝ļÅä ņłśņ¦Ćņāü ņé¼ņØ┤ņŚÉ ļ╣äĻĄÉņĀü ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ĒśĢņä▒ļÉśņŚłļŗż. 50 ╬╝m/sņØś ņØæĻ│Ā ņåŹļÅäļĪ£ ņä▒ņןĒĢ£ ņŗ£ĒÄĖņŚÉņä£ ņłśņ¦Ćņāü Ļ░äĻ▓®ņØ┤ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśņ¢┤ ņŚ┤ņ▓śļ”¼ ņØ┤Ēøä Al, Ti, Ta ņøÉņåīņØś ĒÄĖņäØ ņĀĢļÅäĻ░Ć ļŹö ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ ņĪ░ļīĆĒĢ£ ╬│ ņāüņØ┤ ĒśĢņä▒ļÉśņŚłļŗż.