1. ņä£ ļĪĀ
W-7Ni-3Fe (wt%) ĒĢ®ĻĖłņØĆ W-Ni-FeĻ│ä ĒģģņŖżĒģÉ ņżæĒĢ®ĻĖł ņżæ ĒĢśļéśļĪ£ ╬│-matrix ļé┤ ĻĄ¼ĒśĢņØś W ņ×ģņ×ÉĻ░Ć ļČäĒżļÉśņ¢┤ ņ׳ļŖö ņĪ░ņ¦üņØä Ļ░Ćņ¦ä 2ņāü ļ│ĄĒĢ®ņ▓┤ņØ┤ļŗż. ņØ┤ ĒĢ®ĻĖłņØĆ ļåÆņØĆ ļ░ĆļÅäļź╝ Ļ░Ćņ¦Ćļ®░ ņÜ░ņłśĒĢ£ ņŚ░ņä▒, Ļ░ĢļÅä, ņØĖņä▒ ļ░Å ļé┤ņŗØņä▒ņØä Ļ░¢ļŖö ņåīņ×¼ļĪ£ rotor, valance weight, kinetic energy penetration ļō▒ Ļ│Āļ░ĆļÅä, Ļ│ĀĻ░ĢļÅäĻ░Ć ņÜöĻĄ¼ļÉśļŖö ļČäņĢ╝ņŚÉņä£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż [1-4]. ĻĘĖļ¤¼ļéś W-7Ni-3Fe ĒģģņŖżĒģÉ ņżæĒĢ®ĻĖłņØĆ ņÜ░ņłśĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ļé£Ļ░ĆĻ│Ąņä▒ ņåīņ×¼ļĪ£ ĒśĢņāü ņĀ£ņ¢┤Ļ░Ć ņ¢┤ļĀĄļŗżļŖö ļŗ©ņĀÉņØä ņ¦Ćļŗīļŗż [5].
ĻĖłņåŹ ņé¼ņČ£ ņä▒ĒśĢ(metal injection molding, MIM) Ļ│ĄņĀĢņØĆ ĒöīļØ╝ņŖżĒŗ▒ ņé¼ņČ£ ņä▒ĒśĢļ▓ĢĻ│╝ ļČäļ¦É ņĢ╝ĻĖł ĻĖ░ņłĀņØ┤ ņĪ░ĒĢ®ļÉ£ ļČäļ¦É ņĢ╝ĻĖł ņä▒ĒśĢ ĻĖ░ņłĀņØ┤ļŗż. MIM Ļ│ĄņĀĢņØĆ 20 ╬╝m ņØ┤ĒĢśņØś ļ»ĖņäĖĒĢ£ ļČäļ¦ÉĻ│╝ Ļ▓░ĒĢ®ņĀ£ļź╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ņé¼ņČ£ ņä▒ĒśĢĒĢśĻ│Ā Ēāłņ¦Ć ļ░śņØæņØä ĒåĄĒĢ┤ Ļ▓░ĒĢ®ņĀ£ļź╝ ņĀ£Ļ▒░ĒĢ£ ļÆż ņåīĻ▓░ ļŗ©Ļ│äļź╝ Ļ▒Ėņ│É Ļ│Āļ░ĆļÅäņØś ņĀ£ĒÆłņØä ņāØņä▒ĒĢśļŖö Ļ│ĄņĀĢņØ┤ļŗż. ņØ┤ Ļ│ĄņĀĢņØĆ ņĀĢļ░Ć ņŻ╝ņĪ░ Ļ│ĄņĀĢ ļ░Å ļŗżņØ┤ ņ║ÉņŖżĒīģ Ļ│ĄņĀĢĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ņ╣śņłśņĀĢļ░ĆļÅäĻ░Ć ļåÆņĢä ļé£Ļ░ĆĻ│Ąņ×¼ņØś Ļ▓ĮņÜ░ņŚÉļÅä Ēøä Ļ░ĆĻ│Ąņ▓śļ”¼ ņŚåņØ┤ ņĀĢļ░ĆĒĢ£ ĒśĢņāüņØś ļČĆĒÆłņ£╝ļĪ£ ņĀ£ņĪ░ĒĢĀ ņłś ņ׳ņ£╝ļ®░ ļīĆļ¤ē ņāØņé░ņØ┤ Ļ░ĆļŖźĒĢśļŗżļŖö ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż [5-8].
Ēśäņ×¼Ļ╣īņ¦Ć W-7Ni-3Fe ĒĢ®ĻĖłņØĆ ņŻ╝ļĪ£ ņĢĪņāü ņåīĻ▓░ļ▓Ģņ£╝ļĪ£ ņĀ£ņĪ░ļÉśņ¢┤ ņÖöļŗż. ĻĘĖļ¤¼ļéś ņĢĪņāü ņåīĻ▓░ ļ▓Ģņ£╝ļĪ£ W-7Ni-3Fe ĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢĀ Ļ▓ĮņÜ░ 1460 oC ņØ┤ņāüņØś ļåÆņØĆ ņś©ļÅäņŚÉņä£ ņåīĻ▓░ņØä ņłśĒ¢ēĒĢ┤ņĢ╝ ĒĢ£ļŗżļŖö Ļ│ĄņĀĢ ņāüņØś ņĀ£ĒĢ£Ļ│╝ ĒśĢņāü ņÖ£Ļ│ĪņØ┤ ņēĮĻ▓ī ļ░£ņāØĒĢĀ ņłś ņ׳ļŗżļŖö ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż [9,10]. ņØ┤ņŚÉ ļö░ļØ╝ W-7Ni-3Fe ĒĢ®ĻĖłņØś ĒśĢņāüņØä ļ╣äĻĄÉņĀü ņēĮĻ▓ī ņĀ£ņ¢┤ĒĢśņŚ¼ ņĀüņÜ® ļ▓öņ£äļź╝ ļäōĒ׳Ļ│Āņ×É MIM Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ W-7Ni-3Fe ĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢśļĀżļŖö ņŗ£ļÅäĻ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. Ēśäņ×¼ MIM Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖł ņåīņ×¼ļŖö ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö Ļ│ĀņŚÉļäłņ¦Ć ļ│╝ ļ░Ćļ¦ü(high energy ball milling, HEBM) [11-14]ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņØ╝ļČĆ ļ│┤Ļ│ĀļÉśņŚłļŗż. ĻĘĖļ¤¼ļéś ņØ┤ļ¤¼ĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņØś ļīĆļČĆļČäņØĆ ļ»ĖņäĖņĪ░ņ¦ü, ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ļŗ©ņł£ ņĀ£ņŗ£ņŚÉ ĻĄŁĒĢ£ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ£ ĒŖ╣ņä▒ Ē¢źņāüĻ│╝ ļ»ĖņäĖņĪ░ņ¦üņØś ļ│ĆĒśĢ Ļ▒░ļÅÖņØä ņŚ░Ļ│ä ĒĢ┤ņäØĒĢ£ ņŚ░ĻĄ¼ļŖö ļ»Ėļ╣äĒĢ£ ņāüĒā£ņØ┤ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö MIM Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ W-7Ni-3Fe ĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢśĻ│Ā ņØ┤ņŚÉ ļīĆĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņāüņś© ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņĪ░ņé¼ĒĢśņśĆļŗż. ņØ┤ņÖĆ ĒĢ©Ļ╗ś ņ¦äĻ│Ą ļČäņ£äĻĖ░ņŚÉņä£ ņŚ┤ņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņŚ┤ņ▓śļ”¼ņØś ņśüĒ¢źņØä ņĢīņĢäļ│┤Ļ│Āņ×É ĒĢśņśĆļŗż. ļśÉĒĢ£ MIM Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖł ņåīņ×¼ņØś Ēīīļŗ©ļ®┤ Ļ┤Ćņ░░ņØä ĒåĄĒĢ┤ ļ│ĆĒśĢ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ┤ņä£ Ļ│Āņ░░ĒĢ┤ļ│┤ņĢśļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
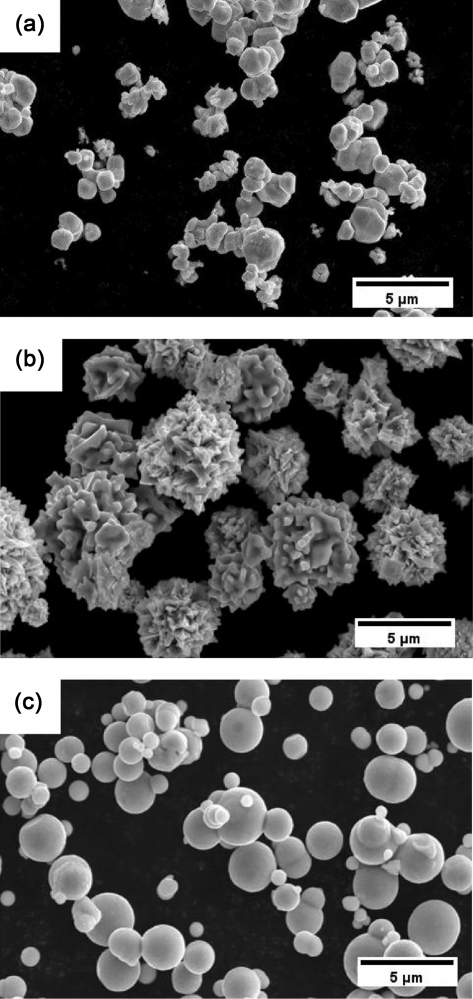
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņäĖ ņóģļźśņØś ņł£ņłś ļČäļ¦Éļōż(W, Ni, Fe ļČäļ¦É)ņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░ ņé¼ņÜ®ĒĢ£ ļČäļ¦ÉņØä ĻĘĖļ”╝ 1ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ W, Ni, Fe ļČäļ¦ÉļōżņØś ĒÅēĻĘĀ ļČäļ¦É ņ×ģņ×É Ēü¼ĻĖ░(average powder particle size)ļŖö Ļ░üĻ░ü 1.70, 4.94, 2.39 ╬╝mļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. MIM Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ W-7Ni-3Fe ĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņāüĻĖ░ ļČäļ¦ÉļōżņØä ņĪ░ņä▒ņŚÉ ļ¦×ņČöņ¢┤ ņĀĢļ¤ēĒĢśĻ│Ā QM-1 ņ£Āņä▒ĒśĢ ļ│╝ ļ░ĆņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ĒĢ®ĻĖłĒÖö(mechanical alloying, MA)ĒĢśņśĆļŗż. ĻĘĖ Ēøä MA ņ▓śļ”¼ļÉ£ ļČäļ¦ÉļōżņØä Ļ▓░ĒĢ®ņĀ£ņÖĆ Ēś╝ĒĢ®ĒĢśĻ│Ā ņé¼ņČ£ ņä▒ĒśĢņØä ņłśĒ¢ēĒĢ£ Ēøä, Ēāłņ¦Ć ļ░Å ņåīĻ▓░ ļŗ©Ļ│äļź╝ Ļ▒░ņ│żļŗż. ņåīĻ▓░ ļŗ©Ļ│äņŚÉņä£ļŖö ņłśņåī ļČäņ£äĻĖ░ņŚÉņä£ 1,420 ┬░CļĪ£ 1ņŗ£Ļ░ä ļÅÖņĢł ņåīĻ▓░ņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ ņĄ£ņóģņĀüņ£╝ļĪ£ļŖö ASTM E8 ĻĘ£Ļ▓®ņØś ĒīÉņāü ņŗ£ĒÄĖ(as-fabricated)ņØä ņĀ£ņĪ░ĒĢśņśĆļŗż. ņČöĻ░ĆņĀüņ£╝ļĪ£ MIM Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe (wt%) ĒĢ®ĻĖłņŚÉ ļ»Ėņ╣śļŖö ņŚ┤ņ▓śļ”¼ņØś ņśüĒ¢źņØä ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ┤ ņŗ£ĒÄĖ ņåīņ×¼ņŚÉ ļīĆĒĢ┤ ņČöĻ░ĆļĪ£ ņ¦äĻ│Ą ļČäņ£äĻĖ░ņŚÉņä£ 1,100 ┬░CļĪ£ 1ņŗ£Ļ░ä ļÅÖņĢł ņŚ┤ņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢ£ ļÆż ņ¦łņåī Ļ░ĆņŖżļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ╣ŁĒĢśņśĆļŗż. ņØ┤Ēøä ņ┤łĻĖ░ ņĀ£ņĪ░ ņåīņ×¼ļź╝ ņ┤łĻĖ░ ņåīņ×¼ļĪ£ ņŚ┤ņ▓śļ”¼ ĒĢ£ ņåīņ×¼ļź╝ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ļĪ£ ļ¬ģļ¬ģĒĢśĻ│Āņ×É ĒĢ£ļŗż.
ņĀ£ņĪ░ļÉ£ ņåīņ×¼ļōżņØś ņāü ļČäņäØņØä ņ£äĒĢśņŚ¼ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(scanning electron microscopy, SEM, Tescan, VEGA II LMU), ņŚÉļäłņ¦Ć ļČäĻ┤æĻĖ░(energy dispersive spectroscopy, EDS), ņŚæņŖżņäĀ ĒÜīņĀł ļČäņäØĻĖ░(X-ray diffraction, XRD, Rigaku XRD Ultima IV), ņĀäņ×Éļ╣öļ»ĖņäĖļČäņäØĻĖ░(electron probe X-ray microanalyzer, EPMA, EPMA-1600)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĖ░Ļ│ĄļÅäļź╝ ņĖĪņĀĢĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ņŚ░ļ¦łļź╝ ņŗżņŗ£ĒĢ£ ļÆżņŚÉ SEM ņØ┤ļ»Ėņ¦ĆņÖĆ ņØ┤ļ»Ėņ¦Ć ļČäņäØĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 20ĒÜī ņĖĪņĀĢ Ēøä ĒÅēĻĘĀ Ļ░ÆņØä ĻĄ¼ĒĢśņśĆļŗż.
ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ļ╣äņ╗żņŖż(Vickers) Ļ▓ĮļÅä ļ░Å ņāüņś© ņØĖņן ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. Ļ▓ĮļÅäļŖö ļ╣äņ╗żņŖż Ļ▓ĮļÅäĻĖ░ AVK-C100ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 12ĒÜī ņĖĪņĀĢ Ēøä ĒÅēĻĘĀ Ļ░ÆņØä ĻĄ¼ĒĢśņśĆļŗż. ņØĖņן ņŗ£ĒŚśņØĆ ņØĖņן ņŗ£ĒŚśĻĖ░ Instron-8501ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć 10-3/sĻ░Ć ļÉśļÅäļĪØ ņäżņĀĢĒĢ£ ļÆż ņåīņ×¼ ļ│äļĪ£ 3ĒÜī ņŗżņŗ£ĒĢśņśĆļŗż. ņØĖņן ņŗ£ĒŚś Ēøä ņåīņ×¼ņØś ļ│ĆĒśĢ ļ░Å ĒīīĻ┤┤ Ļ▒░ļÅÖņØä ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ┤ ņĀäĻ│äļ░®ņČ£ĒśĢ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(field emission scanning electron microscopy, S-4300, FE-SEM)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ēīīļ®┤ņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
ņ┤łĻĖ░ ņåīņ×¼ ļ░Å ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś XRD ņāü ļČäņäØ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļæÉ ņåīņ×¼ ļ¬©ļæÉ W ņāüĻ│╝ ╬│(Ni, Fe) ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ 2 ņāü ļ│ĄĒĢ® ņåīņ×¼(composite)ņ×äņØä ņĢī ņłś ņ׳ņŚłņ£╝ļ®░, W ņāüĻ│╝ ╬│(Ni, Fe) ņāü ņØ┤ņÖĖņØś ļŗżļźĖ ņāüņØĆ Ļ▓ĆņČ£ļÉśņ¦Ć ņĢŖņĢśļŗż. ņ”ē ņČöĻ░ĆņĀüņØĖ ņŚ┤ņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņāü ļ│ĆĒÖöĻ░Ć ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
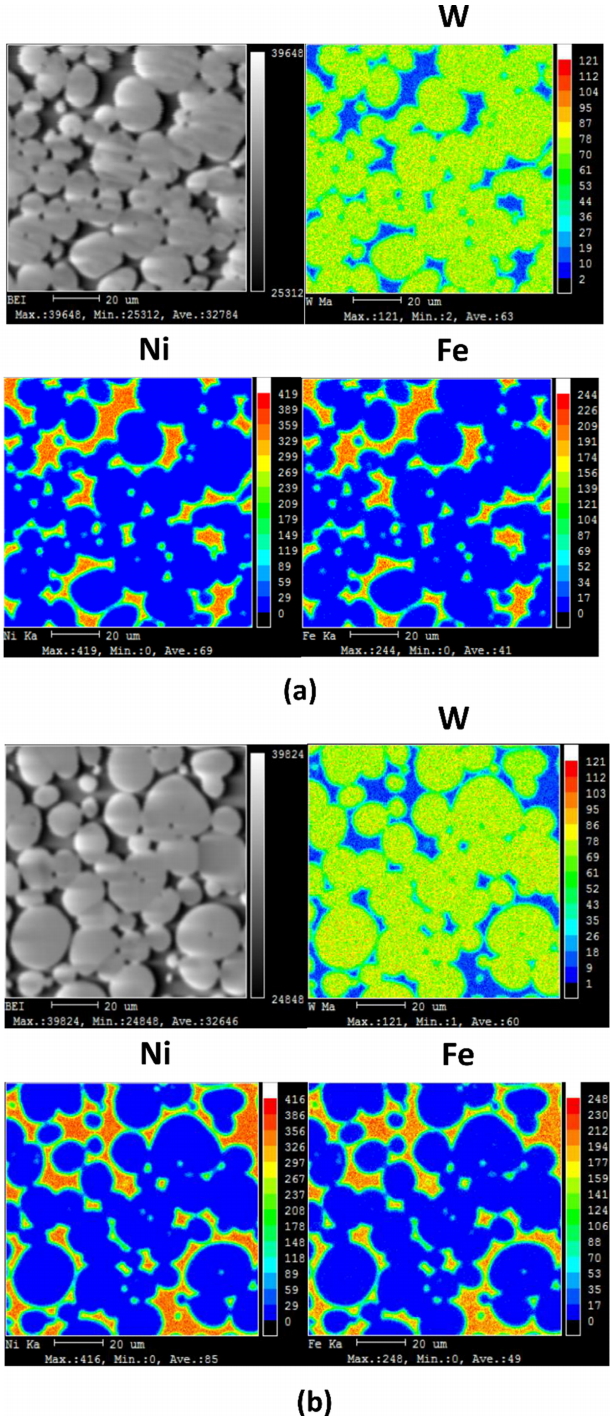
ĻĘĖļ”╝ 3ņØĆ MIM Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØś SEM/EDS Ļ┤Ćņ░░ Ļ▓░Ļ│╝ņØ┤ļŗż. ņŚ¼ĻĖ░ņä£ (a)ļŖö ņ┤łĻĖ░ ņåīņ×¼, (b)ļŖö ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØ┤ļŗż. ĻĘĖļ”╝ 3ņØä ĒåĄĒĢ┤ ļæÉ ņåīņ×¼ ļ¬©ļæÉ ņĪ░ļīĆĒĢ£ Ļ▓░ĒĢ©ņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░ ĻĄ¼ĒśĢņØś ļ░ØņØĆ ņśüņŚŁĻ│╝ ņ¢┤ļæÉņÜ┤ ņśüņŚŁņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. Ļ░üĻ░üņØś ņśüņŚŁņŚÉ ļīĆĒĢ┤ EDS ļČäņäØņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ ņāüļīĆņĀüņ£╝ļĪ£ ļ░ØņØĆ ņśüņŚŁņØĆ W ņøÉņåīĻ░Ć ļ¦ÄņØ┤ Ļ▓ĆņČ£ļÉśļŖö W ņāüņ×äņØä, ņāüļīĆņĀüņ£╝ļĪ£ ņ¢┤ļæÉņÜ┤ ņśüņŚŁņØĆ Ni, Fe ņøÉņåīĻ░Ć ļ¦ÄņØ┤ Ļ▓ĆņČ£ļÉśļŖö ╬│(Ni, Fe) ņāüņ×äņØä ņĢī ņłś ņ׳ņŚłļŗż. ņČöĻ░ĆņĀüņ£╝ļĪ£ Ļ░ü ņāüļōżņØś ļČäņ£©ņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ņĖĪņĀĢĒĢ┤ļ│┤ņĢśļŗż. ĻĘĖ Ļ▓░Ļ│╝ ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś W ņāü ļČäņ£©ņØĆ Ļ░üĻ░ü 81.57%, 81.38%ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░ ĻĖ░Ļ│ĄļÅäļŖö Ļ░üĻ░ü 0.06%, 0.04%ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņ¦äĻ│Ą ļČäņ£äĻĖ░ņŚÉņä£ ņŚ┤ņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņāü ļČäņ£©ņØ┤ļéś ĻĖ░Ļ│ĄļÅäļŖö Ēü¼Ļ▓ī ļ│ĆĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
ļæÉ ņåīņ×¼ņØś ņä▒ļČä ļČäĒż ņ░©ņØ┤ļź╝ ļŹöņÜ▒ ņ×ÉņäĖĒ׳ ņĢīņĢäļ│┤Ļ│Āņ×É EPMA ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 4ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. EPMA ļČäņäØ Ļ▓░Ļ│╝, ļæÉ ņåīņ×¼ ļ¬©ļæÉ ĻĖ░ņ¦Ć ņśüņŚŁņŚÉņä£ļŖö Ni, Fe ņøÉņåīĻ░Ć ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżĒĢśĻ│Ā ņ׳ļŖö Ļ▓āņØä, ĻĄ¼ĒśĢņØś W ņāü ņśüņŚŁņŚÉņä£ļŖö W ņøÉņåīĻ░Ć ļČäĒżļÉśņ¢┤ ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ĒĢ£ĒÄĖ W-Ni-Fe ĒģģņŖżĒģÉ ņżæĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ Ļ░ü ņøÉņåīļōżņØś ĒĢ©ļ¤ē, ņåīĻ▓░ ņś©ļÅä ļ░Å ņŗ£Ļ░äņŚÉ ļö░ļØ╝ ĒĢ®ĻĖłņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņĀĆĒĢśņŗ£ĒéżļŖö ╬╝ņāü (WĻ│╝ FeļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝)ņØ┤ ņāØņä▒ļÉĀ ņłś ņ׳ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [15]. ĻĘĖļ¤¼ļéś ņāüĻĖ░ ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ Ļ▓░Ļ│╝ļōżņØä ĒåĄĒĢ┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ņåīņ×¼ļōżņØś Ļ▓ĮņÜ░ ╬╝ņāüĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖö Ļ▒┤ņĀäĒĢ£ ņåīņ×¼ņ×äņØä ņĢī ņłś ņ׳ņŚłļŗż.
W-7Ni-3Fe ĒĢ®ĻĖłņØś ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ļ©╝ņĀĆ ļ╣äņ╗żņŖż Ļ▓ĮļÅä ņĖĪņĀĢ Ļ▓░Ļ│╝ ņ┤łĻĖ░ ņåīņ×¼ ļ░Å ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś Ļ▓ĮļÅäļŖö Ļ░üĻ░ü 363.7, 387.2 HvļĪ£ ņĖĪņĀĢļÉśņ¢┤ ņŚ┤ņ▓śļ”¼ Ēøä Ļ▓ĮļÅä Ļ░ÆņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. ņ┤łĻĖ░ ņåīņ×¼ ļ░Å ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś Ļ▓ĮļÅä Ļ░ÆņØä ĒāĆ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ ļÅÖņØ╝ ņĪ░ņä▒(W-7Ni-3Fe)ĒĢ®ĻĖłņØś Ļ▓ĮļÅä Ļ░ÆĻ│╝ ļ╣äĻĄÉĒĢ┤ļ│┤ņĢśļŗż. ļ╣äĻĄÉ ņåīņ×¼ļĪ£ļŖö W-7Ni-3Fe ĒĢ®ĻĖłņŚÉ ņŻ╝ļĪ£ ņĀüņÜ®ļÉśļŖö ņĢĪņāüņåīĻ▓░(liquid phase sintering, LPS) [16] Ļ│ĄņĀĢĻ│╝ ņāüņś© Ļ░ĆĻ│Ą(cold work) [17] Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØ┤ ņ׳ņ£╝ļ®░, Ļ░üĻ░üņØś Ļ│ĄņĀĢļōż(ņĢĪņāüņåīĻ▓░, ņāüņś©Ļ░ĆĻ│Ą)ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØś Ļ▓ĮļÅä Ļ░ÆņØĆ Ļ░üĻ░ü 270 Hv, 380 HvļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņ┤łĻĖ░ ņåīņ×¼ (363.7 Hv) ļ░Å ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼(387.2 Hv)ņØś Ļ▓ĮļÅä Ļ░ÆņØĆ ĒāĆ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØś Ļ▓ĮļÅä Ļ░ÆĻ│╝ ņ£Āņé¼ĒĢśĻ▒░ļéś ļ╣äĻĄÉņĀü ņÜ░ņłśĒĢ£ ņłśņżĆņ×äņØä ņĢī ņłś ņ׳ņŚłļŗż.
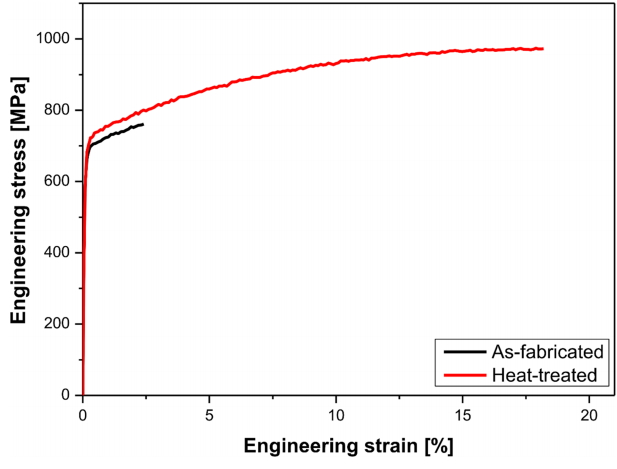
ĻĘĖļ”╝ 5ļŖö ņ┤łĻĖ░ ņåīņ×¼ ļ░Å ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ņāüņś© ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ņ¢╗ņØĆ ņØæļĀź ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ĒĢŁļ│Ą Ļ░ĢļÅäļŖö Ļ░üĻ░ü 698.3, 714.0 MPaļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░ ņĄ£ļīĆ ņØĖņן Ļ░ĢļÅäļŖö Ļ░üĻ░ü 760.8, 960.0 MPaļĪ£ ļéśĒāĆļé¼ļŗż. ļśÉĒĢ£ ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ņŚ░ņŗĀņ£©ņØĆ Ļ░üĻ░ü 2.4%, 20.3%ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ņāü ļČäņ£© ļ░Å ĻĖ░Ļ│ĄļÅäĻ░Ć ņ£Āņé¼ĒĢ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņŚ┤ņ▓śļ”¼ ņØ┤Ēøä Ļ▓ĮļÅä, Ļ░ĢļÅäļ┐Éļ¦ī ņĢäļŗłļØ╝ ņŚ░ņŗĀņ£©Ļ╣īņ¦Ć Ēü░ ĒÅŁņ£╝ļĪ£ ņ”ØĻ░ĆĒĢ©ņØä ņĢī ņłś ņ׳ņŚłļŗż.
ņĢ×ņä£ ņĀ£ņŗ£ĒĢ£ ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ņāüņś© ņØĖņן ĒŖ╣ņä▒ņØä ĒāĆ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØś ņāüņś© ņØĖņן ĒŖ╣ņä▒Ļ│╝ ļ╣äĻĄÉĒĢ┤ļ│┤ņĢśņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļź╝ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ╣äĻĄÉņ×¼ļĪ£ļŖö ņĢĪņāüņåīĻ▓░ [16]ņØä ĒżĒĢ©ĒĢśņŚ¼ ļ¦łņØ┤Ēü¼ļĪ£Ēīī ņåīĻ▓░(microwave sintering) [18]Ļ│╝ Ļ░ÖņØĆ ļČäļ¦É ņĢ╝ĻĖł Ļ│ĄņĀĢ ļ░Å ņāüņś© Ļ░ĆĻ│Ą [17], ļāēĻ░ä ļō▒ļ░®ņĢĢ Ļ░ĆņĢĢļ▓Ģ(cold isostatic pressing, CIP) [19], ņĀżņ║ÉņŖżĒīģ(gelcasting) [19] Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØ┤ļŗż. ņŚ¼ĻĖ░ņŚÉņä£ ļÅÖņØ╝ĒĢ£ ņĪ░ņä▒ņ×äņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņĀ£ņĪ░ Ļ│ĄņĀĢņØ┤ ļ│ĆĒÖöĒĢ©ņŚÉ ļö░ļØ╝ W ņāüņØś Ēü¼ĻĖ░ ļ░Å ļČäņ£©ņØ┤ ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ņ£╝ļéś ņØ┤ļ¤¼ĒĢ£ ņāüĻ┤Ć Ļ┤ĆĻ│äļŖö ņŚ¼ĻĖ░ņä£ ļŗżļŻ©ņ¦Ć ņĢŖņĢśņ£╝ļ®░, Ļ░ü Ļ│ĄņĀĢņØś ņĄ£ņĀü ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ļ¦īņØä ļ╣äĻĄÉĒĢśņśĆļŗż. Ēæ£ 1ļź╝ ĒåĄĒĢśņŚ¼ ĒāĆ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØś ĒĢŁļ│Ą Ļ░ĢļÅäļŖö 590-630 MPa ņłśņżĆņ×äņØä, ņĄ£ļīĆ ņØĖņן Ļ░ĢļÅäļŖö 810-920 MPa ņłśņżĆņ×äņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ ņ┤łĻĖ░ ņåīņ×¼ļŖö ĒāĆ Ļ│ĄņĀĢĻ│╝ ņ£Āņé¼ĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņ¦Ćļŗī Ļ▓āņØä, ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ļŖö ĒāĆ Ļ│ĄņĀĢņŚÉ ļ╣äĒĢ┤ ņÜ░ņłśĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
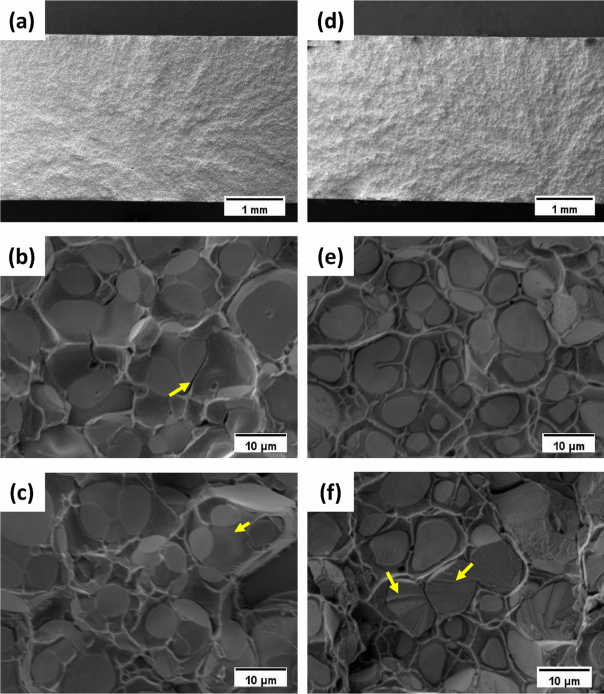
W-7Ni-3Fe ĒĢ®ĻĖłļōżņØś ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ļ│ĆĒśĢ Ļ▒░ļÅÖ ņ░©ņØ┤ļź╝ ņĢīņĢäļ│┤Ļ│Āņ×É ņØĖņן ņŗ£ĒŚś Ēøä Ēīīļŗ©ļ®┤ņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ©╝ņĀĆ Ēīīļŗ©ļ®┤ņØä ņĀĆ ļ░░ņ£©ļĪ£ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ĻĘĖļ”╝ 6(a), (d) ļæÉ ņåīņ×¼ ļ¬©ļæÉ ņĪ░ļīĆĒĢ£ Ļ▓░ĒĢ©ņØĆ ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņĢśļŗż. Ēīīļŗ©ļ®┤ņØä Ļ│Ā ļ░░ņ£©ļĪ£ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ĻĘĖļ”╝ 6(c), (f) ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ļōżņŚÉņä£ Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ╬│(Ni, Fe) ņāüņŚÉņä£ ņŚ░ņŗĀļÉ£ ĒŖ╣ņ¦ĢņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ĻĘĖļ¤¼ļéś ņ┤łĻĖ░ ņĀ£ņĪ░ ņåīņ×¼ņØś Ļ▓ĮņÜ░ W ņ×ģņ×ÉĻ░Ć ╬│(Ni, Fe) ņāüņ£╝ļĪ£ļČĆĒä░ ļČäļ”¼ļÉ£ ĒØöņĀüņØ┤ ļéśĒāĆļé¼ņ£╝ļ®░ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś W ņāüņØĆ ļ│ĆĒśĢ ļÅäņżæ Ļ╣©ņ¦ä ļō»ĒĢ£ ĒØöņĀüņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż.
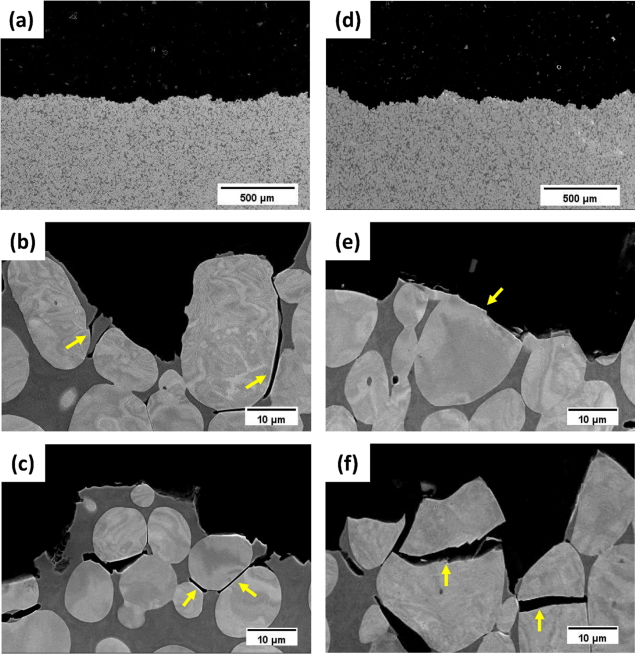
Ēøä ņŚ┤ņ▓śļ”¼Ļ░Ć W-7Ni-3FeņØś ļ│ĆĒśĢ Ļ▒░ļÅÖņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļ│┤ļŗż ņāüņäĖĒ׳ ņĢīņĢäļ│┤Ļ│Āņ×É Ēīīļŗ©ļÉ£ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░ ņØ┤ļź╝ ĻĘĖļ”╝ 7ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ĻĘĖļ”╝ 7(a), (b), (c)ļŖö ņ┤łĻĖ░ ņåīņ×¼ Ēīīļŗ©ļ®┤ņØś ļŗ©ļ®┤ņØ┤ļ®░ ĻĘĖļ”╝ 7(d), (e), (f)ļŖö ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ļŗ©ļ®┤ņØ┤ļŗż. Ļ┤Ćņ░░ Ļ▓░Ļ│╝ ņ┤łĻĖ░ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ņŻ╝ļÉ£ ĻĘĀņŚ┤ņØ┤ W ņāüĻ│╝ ╬│(Ni, Fe) ņāüņØś Ļ│äļ®┤ņØä ļö░ļØ╝ ņ¦äņĀäļÉśļŖö ļ░śļ®┤ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ņŻ╝ļÉ£ ĻĘĀņŚ┤ņØ┤ W ņāüņØä Ļ░ĆļĪ£ņ¦Ćļź┤ļ®░ ņ¦äņĀäļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ ņ┤łĻĖ░ ņåīņ×¼ņŚÉ ņāØņä▒ļÉ£ ņØ┤ņ░©ĻĘĀņŚ┤ņØĆ W ņāüĻ│╝ ╬│(Ni, Fe) ņāü ļśÉļŖö W ņāüĻ│╝ Wņāü Ļ│äļ®┤ņØä ļö░ļØ╝ ĒśĢņä▒ļÉ£ Ļ▓āņØä, ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņŚÉ ņāØņä▒ļÉ£ ņØ┤ņ░©ĻĘĀņŚ┤ņØĆ ļīĆļČĆļČä ĻĄ¼ĒśĢņØś W ņāü ļé┤ļČĆļź╝ ļö░ļØ╝ ņ¦äĒ¢ēļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ņāüĻĖ░ Ļ▓░Ļ│╝ļōżņØä ĒåĄĒĢ┤ W-7Ni-3Fe ĒĢ®ĻĖłņŚÉ ņČöĻ░ĆņĀüņ£╝ļĪ£ ņŚ┤ņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢĀ ņŗ£ W ņāüĻ│╝ ╬│(Ni, Fe) ņāüņØś Ļ▓░ĒĢ®ļĀźņØ┤ Ē¢źņāüļÉśļŖö Ļ▓āņØä ņ£ĀņČöĒĢĀ ņłś ņ׳ņŚłļŖöļŹ░ ņØ┤ļŖö ņŚ┤ņ▓śļ”¼ Ļ│╝ņĀĢ ņżæ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņ×öļźś ņłśņåīĻ░Ć ņĀ£Ļ▒░ļÉśņŚłĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņłśņåī ļČäņ£äĻĖ░ņŚÉņä£ ņåīĻ▓░ņØä ņłśĒ¢ēĒĢśņŚ¼ ņĀ£ņĪ░ļÉ£ W-7Ni-3Fe ĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņ×öļźś ņłśņåīĻ░Ć ņĪ┤ņ×¼ĒĢśĻ▓ī ļÉśļŖöļŹ░ ņØ┤ļ¤¼ĒĢ£ ņ×öļźś ņłśņåīļŖö ĒĢ®ĻĖłņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņĀĆĒĢśņŗ£Ēé©ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż. Yoon ļō▒[20]ņØĆ ĒģģņŖżĒģÉ ņżæĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ 1000 ┬░C ņØ┤ņāüņØś Ļ│Āņś©, ņ¦äĻ│Ą ļČäņ£äĻĖ░ņŚÉņä£ ņŚ┤ņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢ©ņŚÉ ļö░ļØ╝ ņāüĻ░ä Ļ│äļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņ×öļźś ņłśņåīĻ░Ć ņĀ£Ļ▒░ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢ£ ļ░ö ņ׳ļŗż. ļśÉĒĢ£ Penrice ļō▒[21]ņØĆ 1000 ┬░CņØś Ļ│Āņś© ņŚ┤ņ▓śļ”¼ Ēøä ņ╣ŁĒĢśĻ▓īļÉśļ®┤ ņ×öļźś ņłśņåīĻ░Ć ņĀ£Ļ▒░ļÉĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ W-Fe ļśÉļŖö W-NiļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ņ¢┤ ņāü Ļ░ä Ļ│äļ®┤ņŚÉ ļČłņł£ļ¼╝ ņäØņČ£ņØä ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀĒĢ£ ļ░ö ņ׳ļŗż. ņ”ē ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ĒĢ£ ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼Ļ░Ć ņ£Āņé¼ĒĢ£ ņāü ļČäņ£© ļ░Å ĻĖ░Ļ│ĄļÅäļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ļ¦żņÜ░ ļåÆĻ▓ī ļéśĒāĆļé£ Ļ▓āņØĆ 1000 ┬░C ņØ┤ņāüņØś ņś©ļÅäņŚÉņä£ ņŚ┤ņ▓śļ”¼ Ēøä ņ╣ŁĒĢ©ņŚÉ ļö░ļØ╝ ņ×öļźś ņłśņåīĻ░Ć ņĀ£Ļ▒░ļÉśĻ│Ā ņØ╝ļČĆ ņāØņä▒ļÉĀ ņłś ņ׳ļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØä ņäØņČ£ņŗ£Ēéżņ¦Ć ņĢŖņĢä Ļ│äļ®┤ Ļ▓░ĒĢ®ļĀźņØ┤ Ē¢źņāüļÉśņŚłĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö MIM Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ W-7Ni-3Fe ĒģģņŖżĒģÉ ņżæĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢśņśĆļŗż. ņØ┤ņÖĆ ĒĢ©Ļ╗ś ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņŚ┤ņ▓śļ”¼ņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ņĪ░ņé¼Ē¢łņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
(1) ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ Ļ▓░Ļ│╝, ļæÉ ņåīņ×¼ ļ¬©ļæÉ W ņāüĻ│╝ ╬│(Ni, Fe) ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ņ┤łĻĖ░ ņåīņ×¼ņŚÉņä£ļŖö ļ»ĖņäĖ ĻĖ░Ļ│ĄņØ┤ ņĢĮ 0.06%ļĪ£, ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ņĢĮ 0.04%ļĪ£ ļéśĒāĆļé¼ļŗż.
(2) ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ļ╣äņ╗żņŖż Ļ▓ĮļÅä ņĖĪņĀĢ Ļ▓░Ļ│╝, ņ┤łĻĖ░ ņåīņ×¼ņÖĆ ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś Ļ▓ĮļÅäļŖö Ļ░üĻ░ü 363.7, 387.2 HvļĪ£ ļéśĒāĆļé¼ļŗż. ņāüņś© ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝, ņ┤łĻĖ░ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ą Ļ░ĢļÅäļŖö 698.3 MPa, ņĄ£ļīĆ ņØĖņן Ļ░ĢļÅäļŖö 760.8 MPa, ņŚ░ņŗĀņ£©ņØĆ 2.4%ļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ą Ļ░ĢļÅäļŖö 714.0 MPa, ņĄ£ļīĆ ņØĖņן Ļ░ĢļÅäļŖö 960.0 MPa, ņŚ░ņŗĀņ£©ņØĆ 20.3%ļĪ£ ļéśĒāĆļé¼ļŗż. ņ”ē, ņŚ┤ņ▓śļ”¼ ņØ┤Ēøä Ļ░ĢļÅä ļ░Å ņŚ░ņŗĀņ£©ņØś ņØĖņן ĒŖ╣ņä▒ņØ┤ ļ¬©ļæÉ ņÜ░ņłśĒĢ┤ņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
(3) Ēīīļŗ©ļ®┤ Ļ┤Ćņ░░ Ļ▓░Ļ│╝, ņ┤łĻĖ░ ņåīņ×¼ļŖö ļīĆļČĆļČäņØś ĻĘĀņŚ┤ņØ┤ W ņāüĻ│╝ ╬│(Ni, Fe) ņāü Ļ│äļ®┤ņØä ļö░ļØ╝ ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, ņŚ┤ņ▓śļ”¼ļÉ£ ņåīņ×¼ļŖö W ņāü ļé┤ļČĆļź╝ ļö░ļØ╝ ĻĘĀņŚ┤ņØ┤ ņ¦äņĀäļÉ£ Ļ▓āņØä ĒÖĢņØĖĒ¢łļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņŚ┤ņ▓śļ”¼ Ēøä W ņāüĻ│╝ ╬│(Ni, Fe) ņāüņØś Ļ│äļ®┤ Ļ▓░ĒĢ®ļĀźņØ┤ ņÜ░ņłśĒĢ┤ņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.